ABSTRACT
This paper aims to develop a prediction model for the product quality of a casting process. Prediction of the product quality utilizes an artificial neural network (ANN) in order to renovate the manufacturing technology of the root industry. Various aspects of the research on the prediction algorithm for the casting process using an ANN have been investigated. First, the key process parameters have been selected by means of a statistics analysis of the process data. Then, the optimal number of the layers and neurons in the ANN structure is established. Next, feed-forward back propagation and the Levenberg-Marquardt algorithm are selected to be used for training. Simulation of the predicted product quality shows that the prediction is accurate. Finally, the proposed method shows that use of the ANN can be an effective tool for predicting the results of the casting process.
-
KEYWORDS: Neural network, Root industry, Casting, Smart factory
-
KEYWORDS: 인공신경망, 뿌리산업, 주조, 스마트팩토리
1. 서론
최근 독일의 인더스트리 4.0을 시작으로 전 세계적으로 제조혁신을 위한 기술 개발 연구가 활발히 진행되고 있다. 그 중 생산공정, 조달·물류, 서비스까지 통합 관리하는 “스마트 팩토리”가 핵심 기술로써 주목 받고 있다. 스마트 팩토리는 ICT (Information and Communication Technology)와 기존 제조업 기술인 생산제조 기술과 융합하여 사물인터넷 (Internet of Things), 사이버물리시스템 (Cyber Physical System), 빅데이터, 클라우드 컴퓨팅, 등의 기술 등을 통한 공장 내의 장비, 장치 부품들이 연결되어 상호 소통하는 생산체계이다. 스마트 팩토리를 통한 제조혁신으로 제조업의 경쟁력을 확보하기 위해서는 생산제조의 기술 발전이 필수적이기 때문에 뿌리산업 기술 향상이 중요하다. 뿌리산업은 주조, 금형, 소성가공, 용접, 표면처리, 열처리 등의 공정 기술을 활용하여 소재를 부품으로, 부품을 완제품으로 생산하는 기초 공정 산업으로 생산기반의 핵심이자 제조업의 원천이다. 또한 국가 주력산업인 자동차, 조선, 반도체, 기계 산업의 제조 과정에서 공정 기술로 활용되며 최종 제품의 품질 경쟁력에 필수적인 요소로, 최종 제품에 내재되어 제조업의 근간을 형성하기 때문에 제품의 경쟁력을 확보하기 위해서는 매우 중요한 부분이다.
1
제품의 경쟁력을 향상하기 위해서는 제조 공정의 비용절감은 필수적이다. 이에 따라 각 분야별로 공정의 최적화와 공정결과를 미리 예측하기 위한 많은 노력을 하고 있다. 그 중 인공신경망을 적용하여 공정 결과를 예측하기 위한 연구가 활발히 이루어지고 있다. 인공신경망은 중추신경계의 뇌를 모방하여 훈련을 통해 입력 변수에 따른 결과를 예측할 수 있는 통계학적 학습 알고리즘 이다.
2 인공신경망을 적용하여 주조 분야에서는 사출 공정의 공정 변수를 최적화 하기 위한 연구,
3 알루미늄 다이 캐스팅 공정을 예측하기 위한 연구 등이 있다.
4,5 절삭분야에는 공구의 마모를 예측하는 연구,
6 공정결과인 표면 거칠기를 예측하기 위한 연구,
7,8 절삭 공정에서의 표면 거칠기를 최소화하기 위한 공정변수 최적화에 대한 연구,
9 밀링 가공에서의 절삭력 예측에 대한 연구 등이 있다.
10 용접분야에서는 주요 공정변수를 예측하기 위한 연구,
11,12 그리고 열처리분야에는 냉각변태곡선 예측,
13 경도 및 부피 수축 예측
14,15 등 다양한 분야에 선행연구가 진행되었다.
따라서 본 연구에서는 핵심공정변수를 이용하여 인공신경망을 통해 주조 공정의 품질을 미리 예측하여 발생하는 불량품을 선별하여 비용절감과 공정 효율향상을 위한 예측모델을 제시하였다. 본 논문의 구성은 다음과 같다.
(1) 본 연구에서는 주조공정의 공정 결과의 예측을 위하여 인공신경망 이론을 적용한 예측 모델을 제시하였다. 공정을 분석하기 위하여 먼저 24가지의 공정 변수 중, 핵심 공정변수를 설정하기 위하여 통계학적 분석을 적용하였다.
(2) 공정 예측을 위한 인공신경망 구조를 최적화 하기 위해 구조에 따른 평균 제곱근 오차를 비교하여 본 예측 모델에 최적화된 구조를 적용하였다.
(3) 실제 주조 산업 현장에서 수집된 735개의 공정 데이터를 활용하여 제품 품질을 예측하고 실제 공정 결과와 비교를 통하여 예측 정확도를 검증하였다.
2. 인공신경망
2.1 인공신경망 이론
인공신경망은 인간이나 동물들이 가지고 있는 중추신경계인 뇌를 모방한 통계학적 기반의 학습 알고리즘이다. 즉, 시냅스의 결합으로 네트워크를 형성한 뉴런이 학습을 통해 시냅스 결합의 세기(가중치)를 조정하여 변화한다. 일반적으로 인공신경망에 활용되는 다층 퍼셉트론은 입력층의 각 노드에 데이터가 제공되면 각 노드에서 전달함수를 통해 은닉층에서 변환되고 이는 출력층에서 도출된다. 이를 수식으로 표현하면
식(1)과 같다.
위 식에서
xi는 인공신경망으로 입력되는 데이터이며,
wij는 각 노드에 전달 되는 데이터에 해당하는 가중치이다. 위 식을 행렬 형태로 정리하면
식(2)와 같다.
여기서 행렬 W는 가중치 행렬로
식(3)과 같이 표현할 수 있다.
식(2)을 다음과 같은 전달함수에 적용시켜 얻은 결과를 그 처리기의 출력으로 하여 이와 연결된 다른 처리기로 보내면
식(4)과 같다.
위 식은 다층 인공신경망의 경우로
n은 층의 수를 나타내고
yn은 인공신경망의 최종적인 출력을 나타낸다. 여기서 전달함수
f는 신경 세포의 반응 여부를 결정한다. 현재 다양한 신경망 모델은 계층 수, 출력형태, 데이터유형, 학습방법 그리고 전달함수와 같은 기준에 따라 분류할 수 있는데, 그 중에서 다층 인공신경망 (MFNNs: Multilayered Feedforward Neural Networks)은 인공 신경망의 구조 중에서 가장 많이 적용되는 구조이며, 시스템 식별, 제어, 패턴인식과 같은 분야에 적용되고 있다.
16 따라서 본 연구에서는 공정결과를 예측하기 위하여 다층 및 순환 신경망인 역전파 인공신경망을 적용하였다.
인공신경망을 이용하여 주조공정 결과를 예측하기 위해서는 먼저 입력인자와 출력인자를 결정해야 한다. 본 연구에는 주조공정에서 수집된 데이터를 제공받아 진행되었다. 데이터는 총 3단계로 분류되어 제품의 품질을 분류하였는데 OK, LOK, Bad로 양품, 보류, 불량으로 분류되었다. 측정된 공정 변수는 총 24개로 이 중에서 핵심 공정 변수를 결정하기 위해 양품과 불량의 각각 평균의 차이를 비교하였다.
표 1은 공정 변수 별 양품과 불량의 평균을 비교한 결과이다. 평균 차이는 백분율로 비교하여 오름차순으로 정렬하였다.
Table 1Comparison of mean value difference between OK and bad step
Table 1
|
No. |
Variables |
Mean |
Percentage |
|
1 |
Height of die-cast |
0.0373 |
0.0029 |
|
2 |
Clamping force [kN] |
28.039 |
0.2025 |
|
3 |
Injection time [sec] |
0.0497 |
0.8184 |
|
4 |
End position of
plunger stroke [mm] |
8.0337 |
1.0469 |
|
5 |
Final conversion standard |
0.0865 |
2.9778 |
|
6 |
Conversion v > p [mm] |
30.123 |
4.0595 |
|
7 |
Cavity filling [mm] |
40.17 |
5.5131 |
|
8 |
Position of brake [mm] |
43.889 |
6.0095 |
|
9 |
Clamping stroke 4 [mm] |
0.2225 |
6.159 |
|
10 |
Position of metal [mm] |
40.17 |
7.8977 |
|
11 |
Clamping stroke 2 [mm] |
0.3016 |
8.125 |
|
12 |
Cavity filling time [sec] |
0.4605 |
8.1564 |
|
13 |
Clamping stroke 3 [mm] |
0.3375 |
9.0632 |
|
14 |
Clamping stroke 1 [mm] |
0.374 |
9.7816 |
|
15 |
Pressure increment time [sec] |
0.0064 |
14.389 |
|
16 |
Biscuit thickness [mm] |
8.0337 |
35.472 |
|
17 |
Max metal pressure PI-Phase [bar] |
491.31 |
58.509 |
|
18 |
Velocity of plunger [m/s] |
2.6093 |
61.321 |
|
19 |
Velocity of metal [m/s] |
47.313 |
62.335 |
|
20 |
Metal pressure after tR0 [bar] |
473.91 |
66.928 |
|
21 |
Amplification stroke [mm] |
32.136 |
82.992 |
|
22 |
Metal pressure(s CF) [bar] |
41.519 |
84.881 |
|
23 |
Cavity filling time [sec] |
0.0866 |
156.20 |
|
24 |
Cycle time [sec] |
515.73 |
658.23 |
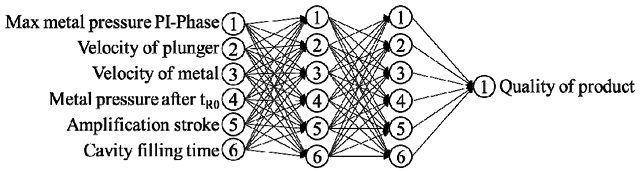
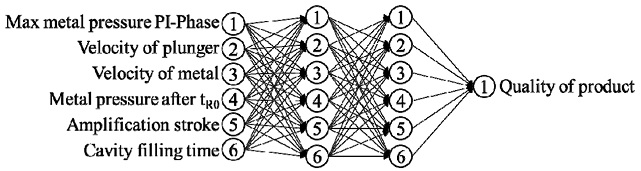
표 1에서 양품과 불량의 평균 차가 큰 Max Metal Pressure PI-Phase [bar], Velocity of Plunger [m/s], Velocity of Metal [m/s], Metal Pressure after t
R0, Amplification Stroke [mm], Cavity Filling Time [sec] 6개의 변수를 입력인자로 설정하고 출력인자는 제품 품질단계 1개로 결정하였다.
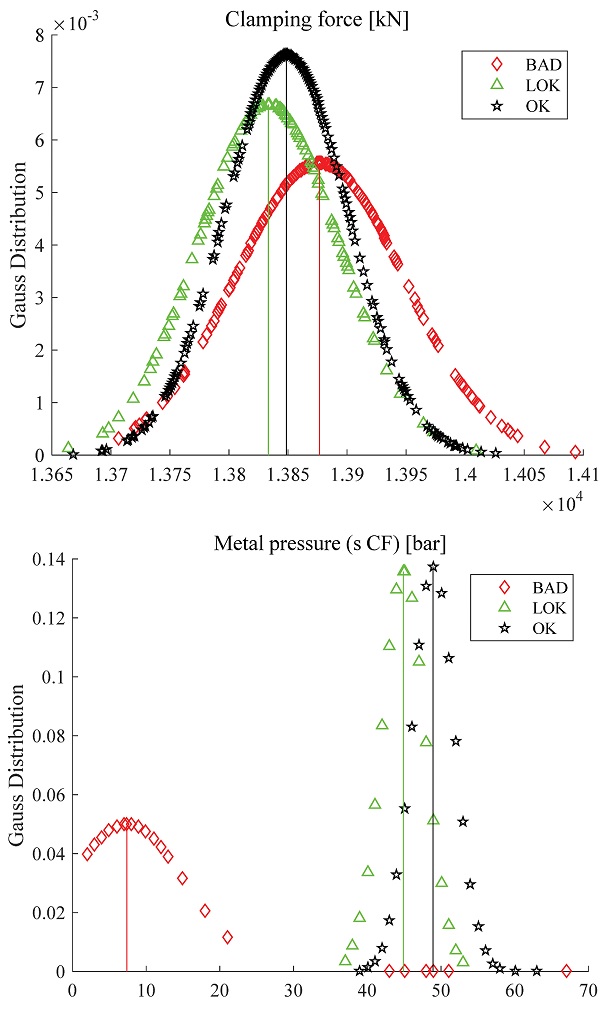
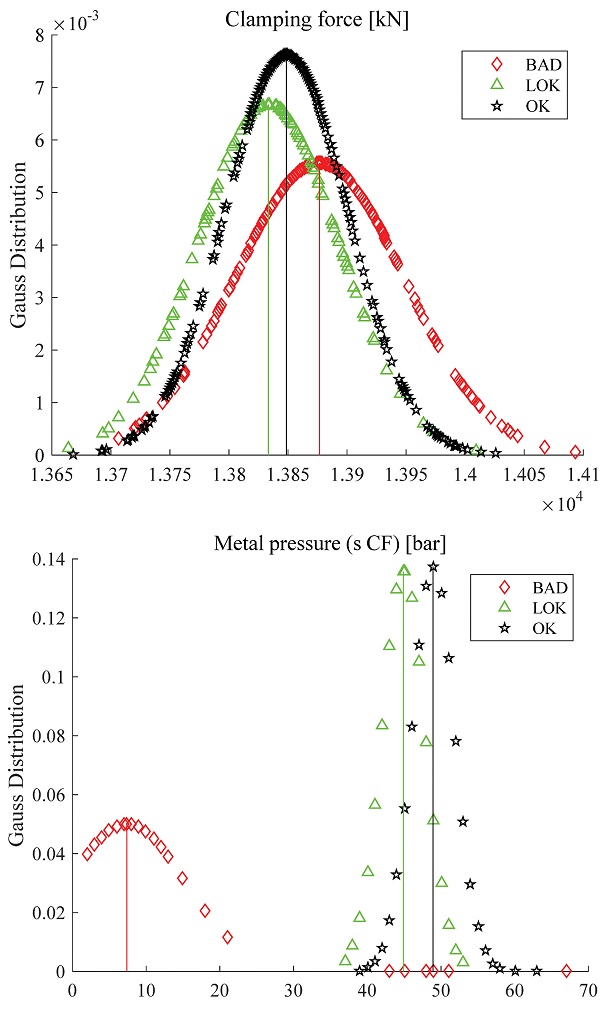
그림 1은 Clamping Force 와 Metal Pressure (s CF) 공정변수의 가우스 분포를 나타낸 그림으로 Clamping Force 공정 변수의 경우, 양품과 불량품의 평균 차이가 작아서 구분이 명확하지 않다. 반면에 Metal Pressure (s CF) 공정 변수의 경우는 양품과 불량품의 평균 차이가 크기 때문에 분포가 명확하여 구분하기가 용이하다.
Fig. 1Gaussian distribution plots of clamping force and metal pressure (s CF)
2.3 인공신경망 구조
인공신경망 구조를 결정하기 위해 Zhang
17 이 제시한 방법에 따라 적합한 구조를 결정하였다. Zhang은 입력인자가
n일 때 적절한 은닉층의 개수를 결정하는 방법을 ‘
n/2’, ‘
n’, ‘2
n’, ‘2
n + 1’으로 제시하고 있다. 이에 따라, 8개의 다른 인공신경망 구조 6-3-1, 6-6-1, 6-12-1, 6-13-1, 6-3-3-1, 6-6-6-1, 6-12-12-1, 6-13-13-1의 평균제곱근 오차를 비교하여 구조를 결정하였다.
표 2는 인공신경망 구조에 따른 평균제곱근 오차를 비교한 결과이다.
Table 2Comparison of RMS error of each structures
Table 2
|
Structures |
RMS error |
|
6-3-1 |
4.3185 |
|
6-6-1 |
3.3311 |
|
6-12-1 |
3.7776 |
|
6-13-1 |
3.7663 |
|
6-3-3-1 |
2.5500 |
|
6-6-6-1 |
1.9371 |
|
6-12-12-1 |
3.4137 |
|
6-13-13-1 |
2.4872 |
인공신경망 구조는 평균제곱근 오차가 가장 낮은 6-6-6-1 구조를 선택하여 예측 시뮬레이션을 진행하였다.
Fig. 2는 본 연구에 사용된 네트워크를 도식적으로 나타낸 그림이다
Fig. 2Structure of artificial neural network
각 은닉층에서의 전달함수는 역전파 알고리즘을 이용하는 인공신경망에 주로 사용되는 Sigmoid 함수 중에 Hyperbolic Tangent Sigmoid 함수를 사용하였다. 그 중 사용된 함수는
식(5)과 같다.
훈련이 종료된 인공신경망 모델은 입력변수와 출력변수의 비선형 관계를 정의할 수 있다. 이를 통하여 새로운 데이터를 적용하여 출력변수를 예측하는데 적용 가능하다.
3. 공정예측 시뮬레이션
3.1 예측 시뮬레이션 결과
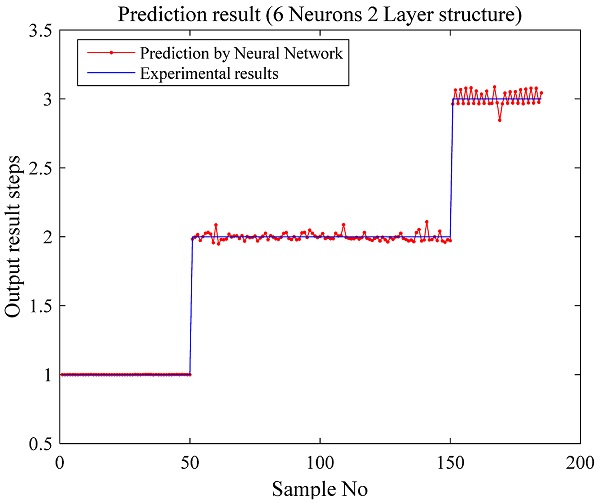
인공신경망을 이용하여 주조공정의 핵심 변수 6개를 통하여 제품의 품질을 예측하는 시뮬레이션을 진행하였다. 시뮬레이션은 상용프로그램 Matlab을 이용하여 진행하였다. 인공신경망을 훈련하기 위한 함수로 Levenberg-Marquardt Optimization (LM) 기법을 사용하는 ‘Trainlm’ 함수를 이용하여 훈련을 진행하였다. 시뮬레이션에 사용된 데이터는 OK의 경우 400개, LOK의 경우 135개, Bad의 경우 200개이다. 인공신경망의 훈련과 검증에 사용된 데이터 비율은 75% : 25%의 비율로 나누어서 사용하였다. 공정결과는 사용한 Matlab 프로그램에서 예측오차를 수치적으로 비교하기 위하여 Bad는 1, OK는 2, 그리고 LOK는 3으로 총 3단계로 설정하여 시뮬레이션에서 발생하는 오차를 관찰하였다. 예측 결과는
그림 3과 같다.
Fig. 3Comparison of experimental data and prediction by neural network
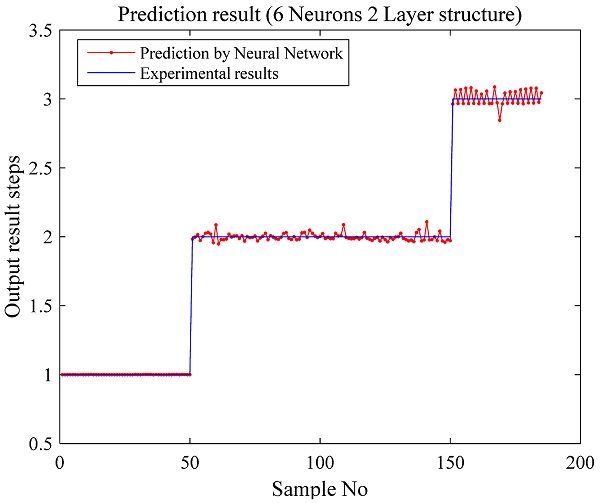
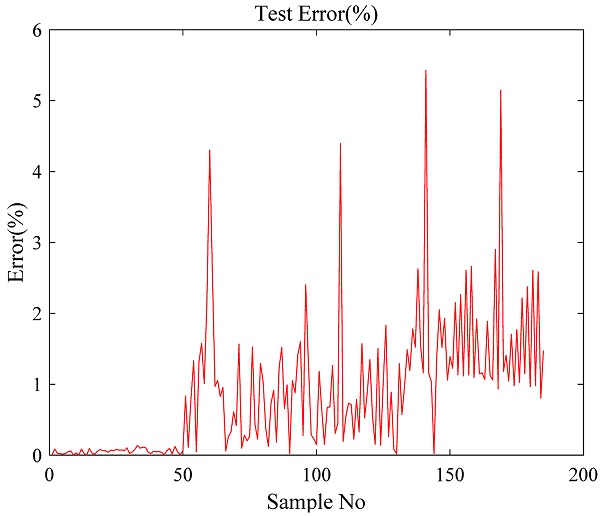
그림 3에서 파란색 선은 실제 공정 결과이고 빨간색 선은 인공신경망으로 예측한 결과이다. 실제 공정 결과와 인공신경망을 통한 예측결과의 상대오차는
그림 4와 같다.
Fig. 4Test error of prediction result
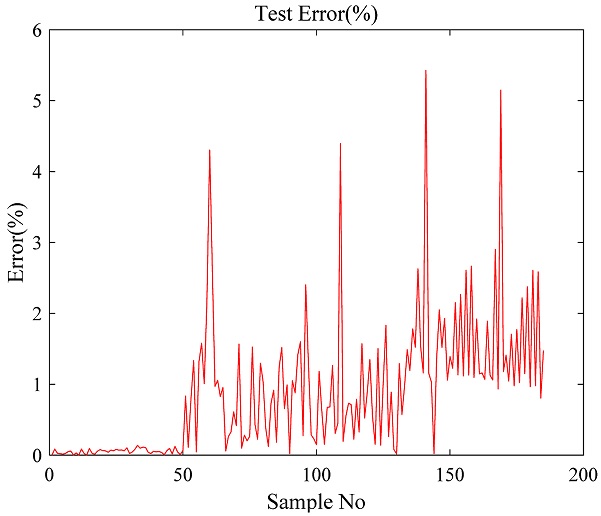
그림 3에서 최대 예측오차는 5.43% OK 구간에서 발생하였다. 품질 분류에 따라 Bad의 경우 0.14%, OK의 경우 5.43% 그리고 LOK의 경우 5.15%이다. 평균 오차는 Bad의 경우 0.05%, OK의 경우 1%, 그리고 LOK의 경우 1.66%이다.
4. 결론
본 연구에서는 인공신경망을 적용한 주조공정의 공정결과를 예측하기 위한 시뮬레이션 모델을 제시하였다. 총 24가지의 공정변수에서 핵심 공정변수를 선택하기 위하여 통계학적 분석을 적용하였으며, 공정 예측에 적합한 인공신경망 구조를 설계하기 위해 평균제곱근 오차를 비교하여 6-6-6-1의 인공신경망 구조를 결정하였다. 인공신경망을 분석할 때 결정계수는 신경망 모델이 결과를 얼마나 효율적으로 예측했는지 측정할 수 있는 수단이다. 결정계수는 0과 1사이에서 값을 갖게 되는데 1에 가까울수록 정확한 예측모델이다. 본 연구에서 제시된 예측 모델은 0.97834의 결정계수와 0.057의 표준오차를 갖는다. 또한 예측 시뮬레이션을 통해 최대 오차가 5.43%로 비교적 정확한 예측 결과를 보였다. 따라서 본 연구에서 제시된 인공신경망을 적용한 예측 모델을 통해 정확한 주조공정의 공정결과 예측을 할 수 있다.
ACKNOWLEDGMENTS
산업핵심 지식서비스 제조혁신을 지원하는 센서연동 모바일 앱 개발 플랫폼과제의 일환으로 지원됨에 감사 드립니다 (No.2.160333.01).
REFERENCES
- 1.
Park, B. C., “On the Policy for Strengthening the Global Competitiveness of the Fundamental Manufacturing Industry,” Journal of Regional Studies, Vol. 21, No. 4, pp. 1-19, 2013.
- 2.
Hagan, M. T., Demuth, H. B., and Beale, M. H., “Neural Network Design,” Course Announcement 2nd Ed., pp. 30-31, 2014.
- 3.
Shen, C., Wang, L., and Li, Q., “Optimization of Injection Molding Process Parameters Using Combination of Artificial Neural Network and Genetic Algorithm Method,” Journal of Materials Processing Technology, Vol. 183, No. 2, pp. 412-418, 2007.
10.1016/j.jmatprotec.2006.10.036
- 4.
Ratna, S. and Prasad, D., “Application of Artificial Neural Network for Optimization of Cold Chamber Aluminum Die Casting,” International Journal of Innovative Research in Advanced Engineering, Vol. 1, No. 5, pp. 43-47, 2014.
- 5.
Soundararajan, R., Ramesh, A., Sivasankaran, S., and Sathishkumar, A., “Modeling and Analysis of Mechanical Properties of Aluminum Alloy (A413) Processed through Squeeze Casting Routh Using Artificial Neural Network Model and Statistical Technique,” Advances in Materials Science and Engineering, Vol. 2015, Article ID: 714762, 2015.
10.1155/2015/714762
- 6.
Kumar, S. and Choudhury, S., “Prediction of Wear and Surface Roughness in Electro-Discharge Diamond Grinding,” Journal of Materials Processing Technology, Vol. 191, No. 1, pp. 206-209, 2007.
10.1016/j.jmatprotec.2007.03.032
- 7.
Mondal, S. C. and Mandal, P., “Application of Artificial Neural Network for Modeling Surface Roughness in Centerless Grinding Operation,” Proc. 5th International and 26th all Indian Manufacturing Technology, Design and Research Conference, pp. 601-608, 2014.
- 8.
Beatrice, B. A., Kirubakaran, E., Thangaiah, P. R. J., and Wins, K. L. D., “Surface Roughness Prediction using Artificial Neural Network in Hard Turning of AISI H13 Steel with Minimal Cutting Fluid Application,” Procedia Engineering, Vol. 97, pp. 205-211, 2014.
10.1016/j.proeng.2014.12.243
- 9.
Kant, G. and Sangwan, K. S., “Predictive Modelling and Optimization of Machining Parameters to Minimize Surface Roughness Using Artificial Neural Network Coupled with Genetic Algorithm,” Procedia CIRP, Vol. 31, pp. 453-458, 2015.
10.1016/j.procir.2015.03.043
- 10.
Hong, Y.-C., Ha, S.-J., and Cho, M.-W., “Predicting of Cutting Forces in a Micromilling Process Based on Frequency Analysis of Sensor Signals and Modified Polynomial Neural Network Algorithm,” Int. J. Precis. Eng. Manuf., Vol. 13, No. 1, pp. 17-23, 2012.
10.1007/s12541-012-0003-9
- 11.
Shojaeefard, M. H., Akbari, M., and Asadi, P., “Multi Objective Optimization of Friction Stir Welding Parameters Using FEM and Neural Network,” Int. J. Precis. Eng. Manuf., Vol. 15, No. 11, pp. 2351-2356, 2014.
10.1007/s12541-014-0600-x
- 12.
Gao, X.-D. and Zhang, Y.-X., “Prediction Model of Weld Width during High-Power Disk Laser Welding of 304 Austenitic Stainless Steel,” Int. J. Precis. Eng. Manuf., Vol. 15, No. 3, pp. 399-405, 2014.
10.1007/s12541-014-0350-9
- 13.
Vermeulen, W., Van der Zwaag, S., Morris, P., and De Weijer, T., “Prediction of the Continuous Cooling Transformation Diagram of Some Selected Steels Using Artificial Neural Networks,” Steel Research, Vol. 68, pp. 72-79, 1997.
10.1002/srin.199700545
- 14.
Taghizadeh, S., Safarian, A., Jalali, S., and Salimiasl, A., “Developing a Model for Hardness Prediction in Water-Quenched and Tempered AISI 1045 Steel through an Artificial Neural Network,” Materials and Design, Vol. 51, pp. 530-535, 2013.
10.1016/j.matdes.2013.04.038
- 15.
Canakci, A., Varol, T., and Ozsahin, S., “Artificial Neural Network to Predict the Effect of Heat Treatment, Reinforcement Size, and Volume Fraction on AlCuMg Alloy Matrix Composite Properties Fabricated by Stir Casting Method,” International Journal of Advanced Manufacturing Technology, Vol. 78, Nos. 1-4, pp. 305-317, 2015.
10.1007/s00170-014-6646-1
- 16.
Gupta, M., Jin, L., and Homma, N., “Static and Dynamic Neural Networks from Fundamentals to Advanced Theory,” John Wiley & Sons, pp.105-106, 2003.
10.1002/0471427950
- 17.
Zhang, G., Patuwo, B. E., and Hu, M. Y., “Forecasting with Artificial Neural Networks: The State of the Art,” International Journal of Forecasting, Vol. 14, No. 1, pp. 35-62, 1998.
10.1016/S0169-2070(97)00044-7
Citations
Citations to this article as recorded by

- A Study on 3D Printing Conditions Prediction Model of Bone Plates Using Machine Learning
Song Yeon Lee, Yong Jeong Huh
Journal of the Korean Society for Precision Engineering.2022; 39(4): 291. CrossRef - Quality prediction for aluminum diecasting process based on shallow neural network and data feature selection technique
Chanbeom Bak, Abhishek Ghosh Roy, Hungsun Son
CIRP Journal of Manufacturing Science and Technology.2021; 33: 327. CrossRef - Response Simulation, Data Cleansing and Restoration of Dynamic and Static Measurements Based on Deep Learning Algorithms
Seok-Jae Heo, Zhang Chunwei, Eunjong Yu
International Journal of Concrete Structures and Materials.2018;[Epub] CrossRef