ABSTRACT
This study investigated the effects of process parameters on mechanical properties of fabricated parts of the Polylactic acid (PLA) materials using fused deposition modeling (FDM) in 3D printing Technology. First, Taguchi method in the design of experiment (DOE) approach was applied to generate a design matrix of three process parameters namely; printing speed, extrusion temperature and layer thickness. A L9 array with 9 specimens was used for fabrication under various process parameters by the Builder 3D printer. Tensile test was implemented and recorded in accordance with ASTM D368 standard. Achieved data were analyzed using the Minitab software to show the effect of each process parameter on mechanical properties. Secondly, a regression model was developed to predict the trend of response in case of change in setting of parameters and estimating the optimal set of process parameters which creates the strongest FDM parts. The achieved optimum parameters were used to validate the fabricated samples for tensile testing. According to the results, the best mechanical strength of fabricated parts was achieved with printing speed of 48 mm/s, extrusion temperature of 220 degree of celsius (C) and the layer thickness of 0.15 mm. Also, the extrusion temperature was the most influencing factor on ultimate tensile stress.
-
KEYWORDS: Process parameter, Design of experiments, Additive manufacturing, Fused deposition modeling (FDM), Polylactic acid (PLA)
1. Introduction
Additive manufacturing (AM), commonly known as 3D printing, is the process of creating parts by accumulating material layer upon layer, starting directly from a computer-aided design model. There are many prominent advantages of AM can be listed out, such as direct manufacturing process without molds, unrestricted to the complexity of product structure, unlimited in innovative and creative design, high utilization of material and eco-friendly.
1 Nowadays, the use of 3D printing is increasingly popular not only in prototype phase but also in finished product, in various fields from aerospace, automotive to medical. Moreover, after the Fused Deposition Modeling technique was introduced by Crump in 1992 plus the widespread open-source movement created significant cost reduction for the 3D printers and we can easily find one low-cost 3D printer on the market. Parallel to the rapid increase of 3D printing use, it is essential to have an instruction for the optimal process parameters to attain qualified products regards to efficiency. In addition, due to the principle of 3D printing is adding layer by layer material in order to make a finished part, product mechanical property is the important quality criteria should be considered. Thus, investigating the effect of each process parameter on mechanical characteristics of the FDM parts helps to adjust level of process variable leading to improvement in quality of parts.
Studying of process parameters which affect the mechanical property of printed parts has been conducted by many researchers before. There are various factors such as orientation angle, raster angle, layer thickness, shell thickness, infill pattern, infill density, extrusion temperature, printing speed which affect the ultimate tensile strength for finished product. However, there is only few of research which covered three of these process parameters on mechanical properties of finished products. Antonio et al (2015) investigated the influence of three process parameters including layer thickness, infill orientation and numbers of shell perimeters to the ultimate tensile strength and the nominal strain at break of PLA printed part.
2 Work
3 done by João Francisco Miranda Fernandes indicates that four factors including infill density, extrusion temperature, raster angle and layer thickness affects considerably on mechanical strength of finished product. Moreover, this work also shows that the best tensile strength part can be achieved with the set of parameters (infill density: 60%; extrusion temperature: 220
oC; raster angle: 90
o and layer thickness: 0.1 mm, respectively). Basavaraj C.K et al in uses the Taguchi L9 orthogonal array to study the influence of layer thickness, orientation angle and shell thickness to ultimate tensile strength, dimensional accuracy and manufacturing time in Nylon Fused Deposition Modeling 3D printed parts.
4 Ref.
5,10 also implemented their research on the impact of infill percentage, infill pattern, layer thickness and temperature extrusion on the mechanical property of FDM parts. These results indicate that process parameters of layer thickness, infill pattern, infill percentage are the most interested factors for effects of mechanical properties. However, all works have not addressed the effect of speed of printing on the mechanical characteristics in 3D printing technology in which this dimension can play a key role in utilizing the 3D printing technology in manufacturing activities. Therefore, this study will investigate the influence of layer thickness, extrusion temperature, and printing speed on ultimate tensile strength of 3D printing product that is mad by PLA materials. In the paper, a robust experimental design is used to select the optimal levels of process parameters with the minimal sensitivity to different causes of variations. However, it is really challenging to apply full factorial Design of Experiments (DOE) for exploring the influence when there are many processing parameters, especially when the process parameters are not expected to behave linearly. Therefore, the Taguchi’s L9 orthogonal array is employed in this study for three factors with 3 levels, which two replications for each experiment in order to identify the optimal set of process parameters
6,9 that can produce the best mechanical strength part.
This study consists of four main parts: In
Section 2, specimen design, properties of materials and experimental setup are discussed; in
Section 3, data analysis, statistical model (or regression model), and optimization process are presented in detail. In
Section 4, experimental results are analyzed and discussed for comparison and validation. Finally, conclusion and future work are made in
Section 5.
2. Experimental Study
2.1 Experimental Setup
In this section, sample design, materials, and its properties are introduced for experimental study. Also, facilities and testing procedures and process are presented. Then, a Design of Experiments (DOE)’s Taguchi approach for research approach is provided for further steps.
2.1.1 Specimen Design and Material
All 18 specimens were produced using the same PLA filament, by the same 3D printer. The diameter of used filament is 1.75 m with the physical and mechanical properties as the
Table 1 as below.
Table 1PLA Physical and Mechanical Properties
Table 1
Physical properties and mechanical
properties |
Nominal value |
|
Physical properties |
|
Specific gravity (23°C) |
1.24-1.26 g/cm3
|
|
Melt mass-flow rate (MFR) |
|
|
210°C/2.16 kg |
6.0-78 g/10 min |
|
190°C/2.16 kg |
1.5-36 g/10 min |
|
Molding shrinkage |
|
|
Flow: 73°F |
3.7E-3-4.1E-3 mm/mm |
|
Mechanical properties |
|
|
Tensile modulus (23°C) |
2020-3550 MPa |
|
Tensile strength yield (23°C) |
15.5-72 MPa |
|
Tensile strength break (23°C) |
14-70 MPa |
|
Tensile elongation yield (23°C) |
9.8-10% |
|
Tensile elongation break (23°C) |
0.50-9.2% |
|
Flexural modulus (23°C) |
2392-4930 MPa |
|
Flexural strength (23°C) |
48-110 MPa |
In order to implement the experimental study, the shape and dimension of specimens were designed in standard form of the ASTM D638.
11 This test method is designed to produce tensile property data for the control and specification of plastic materials.
2.1.2 Equipment and Software for Experimental Study
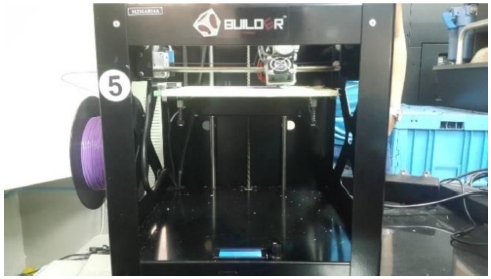
In the experiments, the Builder M2MA014A 3D printer, as shown in
Fig. 1, manual builder version 3.02 are used for fabricating the samples.
Table 2 shows setup parameters of the 3D printer. For tensile testing, a Shimadzu Tensile testing machine is employed in this study. The maximum applied force is set at 1000N, the speed of testing is set of 1.5 mm/s that is kept for all experiments., In the paper, Minitab, Cura 3.0 and Weka software are used for data analysis Also, MATLAB program of genetic algorithm
7 is provided for optimization process.
Fig. 1Builder M2MA014A 3D printer
Table 23D Printer specification
Table 2
|
Resolution |
Low quality: 0.3-0.2 mm
Normal quality: 0.2-0.1 mm
High quality: 0.1-0.05 mm |
|
Print speed |
Solo: 10-200 mm/s
Dual: 10-80 mm/s |
|
Nozzle diameter |
0.4 mm |
|
Filament |
1.75 mm PLA / PVA / Wood-Bronzfill |
|
Operating temp. nozzle |
Solo: 180-250°C
Dual: 180-250°C |
2.1.3 Testing Parameters
Printing Speed is the moving speed of the nozzle when running the printing program. The recommendation from printer supplier in terms of speed is from 30 to 90 mm/s. However, through our trial printing, the printer is not ale to work at speed lower than 48 and higher than 75 mm/s. Hence, This study examines the impact of printing speed on response when it changes from 48 to 72 mm/s.
Extrusion Temperature is defined as the temperature at the moment of extrusion out. The testing range that is set from 200-220
oC is selected from the specifications from supplier and the experimental work. This range was also applied in research of João Francisco Miranda Fernandes.
3
Layer Thickness is the total height a layer in the 3D printing product that is divided into many layers. The height of each layer is defined layer thickness. The value of this parameter is set from 0.1 mm to 0.2 mm as this range provide medium quality of produced parts.
3
Ultimate force is the biggest force obtained after testing specimen.
2.1.4 Experimental Process
The fabricated specimen’s shape is certainly uniform to make sure that the data reflect a right result. In the paper, the NX software is used to generate a 3D design model. After finishing the design with all dimensions in a standard form of the ASTM D638.
11 The Cura software is used to transform the .stl file from NX10 to encrypted data (in .stl file) inside 3D printer in order to fabricate finished samples. Next, the fabricated specimens were installed to the tensile machine for testing. Then, collected data is analyzed to figure out the influence of each factor on the ultimate tensile force as well as explore the optimal set of parameters to yield the max response. Finally, the confirmation experiments are conducted for validation.
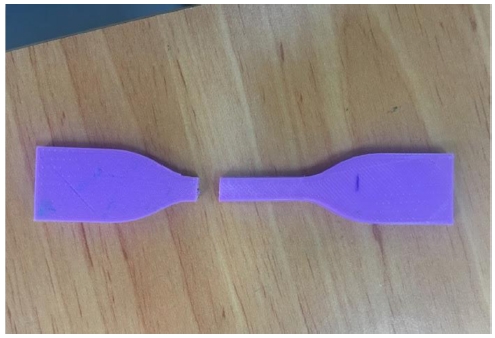
Fig. 2Fabricated sample of PLA materials

2.2 Design of Experiments
2.2.1 DOE’s Taguchi Approach
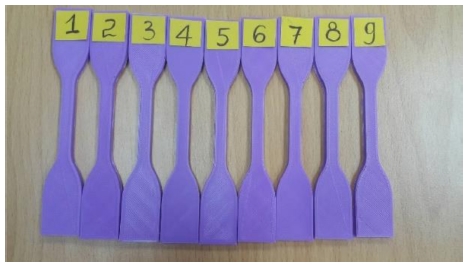
For the purpose of examining the influence of the three factors, printing speed, layer thickness and printing temperature, on the mechanical strength of the 3D printed test specimens, a full factorial design approach is considered. In other words, a single replicate of 3 factors with 3 levels would demand 27 runs. For assuring the repeatability of the results, each run requires at least 2 trials, which means 54 trials in total for the objective. In contrast, Taguchi method suggested an experiment model which is essentially balanced with the factorial design yet having lesser trials to be tested. Fig. 5 shows a sample set of the fabricated specimens for experimental study.
For that reason, we used the statistical approach of Taguchi in this study, only the 3 design parameters were considered through the L9 orthogonal array
7-11 without any interactions included. A disturbance influence of conditioning temperature was considered, due to the 2 different days of testing. Analysis on the effect of other noise factors will be conducted in further progress of this study.
2.2.2 Designed Matrix
Table 3 specifies the predefined levels of each process parameters in the experiments. Based on the literature review through the previous published papers
2,3,5 and also the catalogs of the used materials and machine, the 3 points are selected from the optimal range of all factors, which are lower limit, upper limit and mean, to guarantee the success in printing the specimens.
Table 4 indicates the levels of the noise factor of conditioning temperature. In the second day of testing, the lab turned off the air conditioner, which might affect the result of tensile testing machine.
Table 5 shows the combination of these parameters in each experiment of the L9 array. The selected sets of parameters were carried out by using defining function for Taguchi approach in Minitab software. For each set of parameters, 2 consecutive trials were tested, and the result was average of 2 runs. Hence, there were 18 specimens in total were printed out and tested to assure the repeatability in the mechanical strength of the combinations. The others process parameters were kept constant such as the fill density value at 60%, shell thickness 0.8 mm, infill overlap percentage at a value of 15%. Moreover, the top layer and bottom layer height were set at 0.5mm to avoid the affect of any calibration error in the nozzle due to offset from the bed.
Table 3Levels and factors of process parameters
Table 3
|
Factor description |
Level |
|
1 |
2 |
3 |
|
Printing speed (mm/s) |
48 |
60 |
72 |
|
Layer thickness (mm) |
0.1 |
0.15 |
0.2 |
|
Printing temperature (oC) |
200 |
210 |
220 |
Table 4Noise parameter and corresponding levels
Table 4
|
Factor description |
Level |
|
1 |
2 |
|
Conditioning temperature (oC) |
23 |
30 |
Table 5Experimental layout using L9 orthogonal array
Table 5
|
Experiment |
Printing
speed |
Layer
thickness |
Extrusion
temperature |
|
1,10 |
48 |
0.1 |
200 |
|
2,11 |
48 |
0.15 |
210 |
|
3,12 |
48 |
0.2 |
220 |
|
4,13 |
60 |
0.1 |
210 |
|
5,14 |
60 |
0.15 |
220 |
|
6,15 |
60 |
0.2 |
200 |
|
7,16 |
72 |
0.1 |
220 |
|
8,17 |
72 |
0.15 |
200 |
|
9,18 |
72 |
0.2 |
210 |
Fig. 3Specimens after tensile test
2.2.3 Experiment Results
The results of the experiments are shown in
Table 6, consists of the tensile force of 2 separated trials and the average values. The noted values were peak values derived from the tension force chart of each experiment in the testing machine. The mechanical strength can be calculated using the tensile force value.
Table 6Recorded results of tensile testing
Table 6
|
Experiment |
Ultimate
Force 1 |
Ultimate
Force 2 |
Average
ultimate
force |
S/N |
|
1 |
523.91 |
513.99 |
518.95 |
54.30 |
|
2 |
591.54 |
589.97 |
590.75 |
55.43 |
|
3 |
573.68 |
613.19 |
593.43 |
55.45 |
|
4 |
562.84 |
526.60 |
544.72 |
54.71 |
|
5 |
590.37 |
596.79 |
593.58 |
55.47 |
|
6 |
477.86 |
474.44 |
476.15 |
53.55 |
|
7 |
585.74 |
594.54 |
590.14 |
55.42 |
|
8 |
521.60 |
507.97 |
514.79 |
54.23 |
|
9 |
485.27 |
490.01 |
487.64 |
53.76 |
3. Optimization
3.1 Signal-to-Noise Analysis
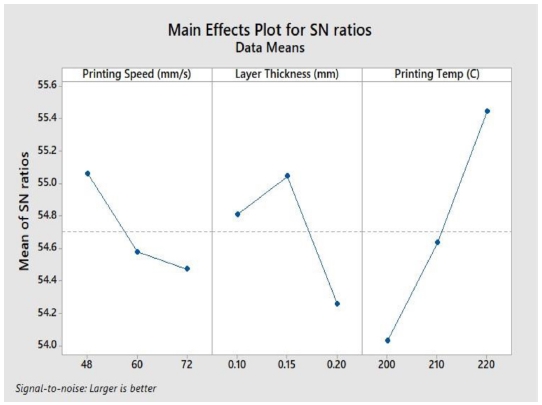
The below figure indicates the signal to noise ratios of the main effects. By using the larger is better type of S/N ratio in Minitab below, the most optimal selection of each parameter was determined, which can be used to build a set of parameters to maximize the mechanical strength of the specimen.
From the S/N ratios plot, it was stated that printing temperature is the most influencing factor to the mechanical strength, compared to 2 other factors. The relation is a direct proportion, as the increase in printing temperature in range of 200 to 220oC will lead to the increment in tensile force. Layer thickness was the second effective factor to the strength of material. However, only at a certain value, around the point of 0.15 mm, of layer thickness will gain more tensile strength for the material. Coming closer to either lower or upper end of this range will decrease the mechanical strength. Finally, the least impactful factor from the examined 3 factors was printing speed of the machine. The plot indicates that the rise in printing speed, from 48 to 72 mm/s, will result in a slight decline in the tensile strength of the material.
Fig. 4Main effects plot for S/N ratios

To obtain the best S/N ratio, the configuration of 3D printer was proposed as following: 48 mm/s in printing speed, 0.15 mm in layer thickness, and printing temperature of 220oC. This optimal setting of printing are expected to yield the highest mechanical strength for the PLA material.
3.2 Regression Model
One of purposes of design of experiment is building an prediction equation for the max tensile in terms of processing parameters. According to Experimental result from
Table 4, Weka software is employed to propose the regression equation which shows the relationship between Ultimate Tensile and three interested processing parameters: Printing Speed, Layer Thickness and Extrusion Temperature.
Ultimate Tensile = − 1.3362 * Printing Speed − 432.0837 * Layer Thickness + 3.9039 * Extrusion Temperature − 130.848 Correlation coefficient 0.8015 Mean absolute error 22.6505 Root mean squared error 27.3749 Relative absolute error 50.9794 % Root relative squared error 57.2267 %
Table 7Optimal value from regression and signal to noise
Table 7
|
Type |
Printing
speed
(mm/s) |
Layer
thickness
(mm) |
Printing
temp
(oC) |
Estimated
force
(N) |
|
Regression |
48 |
0.1 |
220 |
620.664 |
|
Signal to noise |
48 |
0.15 |
220 |
599.059 |
According to this regression model, the Ultimae tensile tends to increase when Extrusion temperature increases but decreases when Printing Speed and Layer Thickness increases in the experimental range. Then, the optimization process was conducted by SOLVER of Excel in order to explore the optimum set of parameter which is able to give the highest ultimate force.
Objective function:Ultimate Tensile = − 1.3362 * Printing Speed − 432.0837 * Layer Thickness + 3.9039 * Extrusion Temperature − 130.848 -> MAX
Constraints: 48 ≤ Printing Speed ≤ 72 (mm/s) 0.1 ≤ Layer Thickness ≤ 0.2 (mm) 200 ≤ Extrusion Temperature ≤ 220 (oC)The result shows that the optimum set of value is: 48 mm/s, 0.1 mm and 220oC, the max force is estimated at 620.664 N
3.3 Confirmation Experiment to Optimum Conditions
Following with result of analysis in
Sections 3.1 and
3.2, there are 2 sets of parameters which are considered to give the highest strength. Otherwise, both methods have the same result about the worst parameters for the samples is 72 mm/s, 0.2 mm, 200
oC, which obtains the estimated force at 467.309 N
To validate these analyses, 6 samples were used for testing. Each parameter applied for 2 samples under the same condition with previous experiments. The table below provides information about tensile strength and their difference with the estimation from 2 analyzing methods.
Overall, most results are different from the calculation, however, they are still be classified by 2 groups clearly: the group with optimal parameter recorded the top high tensile strength while the second show the lowest number. The samples 19 and 20 met the expectations when the specimens broken under very low force around 336-342 (N). On the other hand, sample 21, 22, 23 and 24 which was set to run with the optimal parameters could sustain at much higher tensile forces. All specimens used for validation were broken at forces that lower than calculated numbers. The optimal parameter of signal to noise method is more precise than regression method but its parameter did not really created samples with higher tensile strength than the other.
Compared with previous experiments, sample 22 have the highest strength at 598.311 N and sample 23 and 24 are also not so different with the best one. The strength of sample 21 is lower than others however it is still in the group of high strength.
Table 8Comparison between result from tensile testing and mathematical mode
Table 8
Sample
No. |
Method |
Printing speed
(mm/s) |
Layer thickness
(mm) |
Printing temp
(oC) |
Force result
(N) |
Estimated force
(N) |
Differrent
(%) |
|
19 |
Both |
72 |
0.2 |
200 |
336.242 |
467.309 |
-38.98% |
|
20 |
Both |
72 |
0.2 |
200 |
342.067 |
467.309 |
-36.61% |
|
21 |
Regression |
48 |
0.1 |
220 |
575.932 |
620.664 |
-7.77% |
|
22 |
Regression |
48 |
0.1 |
220 |
598.311 |
620.664 |
-3.74% |
|
23 |
S-N |
48 |
0.15 |
220 |
592.868 |
599.059 |
-1.04% |
|
24 |
S-N |
48 |
0.15 |
220 |
596.643 |
599.059 |
-0.40% |
Table 9Summarized results from all testing
Table 9
Sample
No. |
Printing
speed
(mm/s) |
Layer
thickness
(mm) |
Printing
temp
(oC) |
Force
result
(N) |
|
22 |
48 |
0.1 |
220 |
598.311 |
|
14 |
60 |
0.15 |
220 |
596.786 |
|
24 |
48 |
0.15 |
220 |
596.643 |
|
16 |
72 |
0.1 |
220 |
594.537 |
|
23 |
48 |
0.15 |
220 |
592.868 |
|
2 |
48 |
0.15 |
210 |
591.54 |
|
5 |
60 |
0.15 |
220 |
590.373 |
|
11 |
48 |
0.15 |
210 |
589.967 |
|
7 |
72 |
0.1 |
220 |
585.739 |
|
21 |
48 |
0.1 |
220 |
575.932 |
|
3 |
48 |
0.2 |
220 |
573.679 |
|
12 |
48 |
0.2 |
220 |
565.187 |
|
4 |
60 |
0.1 |
210 |
562.843 |
|
13 |
60 |
0.1 |
210 |
526.603 |
|
1 |
48 |
0.1 |
200 |
523.909 |
|
8 |
72 |
0.15 |
200 |
521.604 |
|
10 |
48 |
0.1 |
200 |
513.991 |
|
17 |
72 |
0.15 |
200 |
507.967 |
|
18 |
72 |
0.2 |
210 |
490.006 |
|
9 |
72 |
0.2 |
210 |
485.269 |
|
6 |
60 |
0.2 |
200 |
477.862 |
|
15 |
60 |
0.2 |
200 |
474.437 |
|
20 |
72 |
0.2 |
200 |
342.067 |
|
19 |
72 |
0.2 |
200 |
336.242 |
4. Analysis of Result and Discussion
According to signal to noise analysis, the maximum tensile force achieves with the product has layer thickness at 0.15 mm, fabricated in 48 mm/s speed and at extrusion temperature 220
oC, and the most influence factor on Tensile force is the temperature of extrusing filament process whereas the least affected parameter is the printing speed. This result shows a homology with previous studies. In detail, Antonio et al’s research (2015) figured out the strain value of a 3D printing object reaches its maximum at 0.15 mm thickness of printed layers and decrease when it approaches 0.2 mm,
2 another case is João Francisco Miranda Fernandes’s study which proved the optimal extrusion temperature for highest mechanical strength is 220
oC.
3
Based on the printer manual and specification from manufacturer of PLA filament, the recommendated range for processing are: Speed of printing: 30-90 mm/s; Temperature: 195-230oC; Layer Thickness: 0.06-0.25 mm. However, when we do the testing on the marginal value, the 3D BUILDER printer could not operate properly, hence, the range of parameter of our study was reset to the current range. Moreover, the stability of printers also plays an important role in the printing process. We didn’t have any equipment to test if the setting parameters are met during the proceesing time of experiment.
One of noticable point of this study is the difference in result of optimal set of value between signal-to-noise analysis and regression function. The signal-to-noise with larger is better criteria give the best value set is (48 mm/s, 0.15 mm, 220oC), while the regression function provide the set of parameters is (48 mm/s, 0.1 mm, 220oC). The discrepancy of these 2 results is not too difficult to explain. The approach of this study is DOE’s Taguchi, which explores the main effect of 3 factors printing speed, layer thickness and extrusion temperature to ultimate tensile force only, all the reactions betweeen those factors were ingnored. With this approach, the number of experiments was minimized, onle execute 9 experiments over totally 27 experiements (3 factors with 3 levels = 33 Experiments). Then, when the data was input to build the regression model to predict the response based on inputs, the lacking of cases lead to the inaccurate regression function. The confirmation experiments presented in section 3.4 above has proved the S/N result was more reliable than result from regression model. In order to receive a more accurate result and examine the reactions betwwen factors, full factorial is suggested to employ in the further study. One more finding from the confirmation experiment is the real value from experiments is lower than estimated value from mathematical equation.
5. Conclusion and Future Work
This study has successfully explored the relationship between the ultimate tensile with process parameters printing speed, layer thickness and extrusion temperature for the 3D printing object from PLA material. The result shows that the most influence factor on tensile force is the temperature of extrusing filament process, when temperature increase from 200 to 220oC, tensile force rises significantly. The least affected parameter is the printing speed, with a slight decrease in the strength of pla when the printing speed increase from 48 to 72 mm/s. Layer thickness has moderated affect on the strength of printed parts. However, its infuence is not linear. This happen at the value 0.15 mm of layer thickness, parts will gain more tensile strength, but when the value is closer to either lower or upper end of the range 0.1-0.2 mm, mechanical strength of part will go down. According to signal-to-noise analysis, the predicted maximum tensile force achieves with the product which is fabricated at layer thickness 0.15 mm, 48 mm/s speed and 220oC extrusion temperature. This result shows a homology with previous studies.
Through out a further experimental study, a full factorial DOE would be proposed to be employed in order to improve the accuracy of statistical model (or regression model) for well-prediction on response. Also, a larger range of printing speed should be addressed and investigated to have a better approach to make additive manufacturing to be realistic for production. This paper also suggests that effectiveness of orientation angle should be included in the future research.
ACKNOWLEDGMENTS
This paper was presented at PRESM 2019
This work was supported by Ministry of Education and Training for the funded project of code KC-519 (Decision 5652 on 28/12/2018).
REFERENCES
- 1.
Chen, L., He, Y., Yang, Y., Niu, S., and Ren, H., “The Research Status and Development Trend of Additive Manufacturing Technology,” The International Journal of Advanced Manufacturing Technology, Vol. 89, Nos. 9-12, pp. 3651-3660, 2017.
10.1007/s00170-016-9335-4
- 2.
Lanzotti, A., Grasso, M., Staiano, G., and Martorelli, M., “The Impact of Process Parameters on Mechanical Properties of Parts Fabricated in PLA with an Open-Source 3-D Printer,” Rapid Prototyping Journal, Vol. 21, No. 5, pp. 604-617, 2015.
10.1108/RPJ-09-2014-0135
- 3.
Sood, A. K., Ohdar, R. K., and Mahapatra, S. S., “Experimental Investigation and Empirical Modelling of FDM Process for Compressive Strength Improvement,” Journal of Advanced Research, Vol. 3, No. 1, pp. 81-90, 2012.
10.1016/j.jare.2011.05.001
- 4.
Basavaraj, C. K. and Vishwas, M., “Studies on Effect of Fused Deposition Modeling Process Parameters on Ultimate Tensile Strength and Dimensional Accuracy of Nylon,” IOP Conference Series: Materials Science and Engineering, Vol. 149, Paper No. 012035, 2016.
10.1088/1757-899X/149/1/012035
- 5.
Carneiro, O. S., Silva, A. F., and Gomes, R., “Fused Deposition Modeling with Polypropylene,” Materials & Design, Vol. 83, pp. 768-776, 2015.
10.1016/j.matdes.2015.06.053
- 6.
Albetran, H., Dong, Y., and Low, I. M., “Characterization and Optimization of Electrospun TiO2/PVP Nanofibers Using Taguchi Design of Experiment Method,” Journal of Asian Ceramic Societies, Vol. 3, No. 3, pp. 292-300, 2015.
10.1016/j.jascer.2015.05.001
- 7.
Choi, K.-H., Thanh, T. T., Su, Y. B., and Kim, D.-S., “An New Approach for Intelligent Control System Design using the Modified Genetic Algorithm,” International Journal of Intelligent Systems Technologies and Applications, Vol. 9, Nos. 3-4, pp. 300-315, 2010.
10.1504/IJISTA.2010.036584
- 8.
Naikan, V. N. A. and Rathore, A., “Accelerated Temperature and Voltage Life Tests on Aluminium Electrolytic Capacitors: A DOE Approach,” International Journal of Quality & Reliability Management, Vol. 33, No. 1, pp. 120-139, 2016.
10.1108/IJQRM-12-2014-0201
- 9.
Gopalsamy, B. M., Mondal, B., and Ghosh, S., “Taguchi Method and ANOVA: An Approach for Process Parameters Optimization Ofhard Machining while Machining Hardened Steel,” Journal of Scientific & Industrial Research, Vol. 68, No. 6, pp. 686-695, 2009.
- 10.
Choi, K.-H., Tran, T. T., Su, Y. B., and Kim, D.-S., “Printing Pressure Control Algorithm of Roll-to-Roll Web System for Printed Electronics,” in: Frontiers of Assembly and Manufacturing, Lee, S., Suárez, R., and Choi, B. W., (Eds.), Springer, pp. 187-209, 2010.
10.1007/978-3-642-14116-4_16
- 11.
ASTM D638-14, “Standard Test Method for Tensile Properties of Plastics,” 2014.
Biography
- Lan P. T. Huynh
Graduate student in the Department of the Global Production Engineering and management, Vietnamese-German University. Her research interest is Textile & Garment Technology
- Huy A. Nguyen
Graduate student in the Department of the Global Production Engineering and management, Vietnamese-German University. His research interest is Electrical Engineering and Information Technology
- Huy Q. Nguyen
Graduate student in the Department of the Global Production Engineering and management, Vietnamese-German University. His research interest is Production technology.
- Loc K. H. Phan
Graduate student in the Department of the Global Production Engineering and management, Vietnamese-German University. His research interest is Mechanical Engineering Technology.
- Thanh T. Tran
He received a PhD degree (2016) in Aerospace Engineering, Old Dominion University, United States. Currently, He is working for Department of the Global Production Engineering and management, Vietnamese-German University. His research interest is automation technology and manufacturing.