ABSTRACT
In this study, a wire electrical discharge milling electrode was developed, and electric discharge machining characteristics were studied by using the electrode. The wire electrical discharge milling electrode is a form, in which the wire is conveyed by using a cylindrical rod with a hemispherical end as a guide, and it also rotates in one direction around the guide axis. If the wire electrical discharge milling electrode is used in electrical discharge machining (EDM), there is no need to consider electrode wear compensation. The EDM characteristics according to capacitance of the RC circuit and the rotational speed of the wire electrical discharge milling electrode were examined. The machining conditions were selected, and a hemispherical shape with good shape accuracy and fine surface finish was fabricated in two stages of roughing and finishing. By applying the wire electrical discharge milling electrode to the electric discharge milling process, straight and curved shapes were successfully machined.
-
KEYWORDS: EDM, Wire electrical discharge milling electrode, Electrical discharge milling, Electrode wear compensation
-
KEYWORDS: 방전 가공, 와이어 방전 밀링 전극, 방전 밀링, 전극 마모 보정
1. Introduction
Electrical discharge machining (EDM) is a non-traditional machining process based on an electro-thermal material removal mechanism. From micro to macro scale, EDM can process any conductive material including metal, alloy, cemented carbide, ceramic and PCD.
1-4 EDM has been widely used to produce dies, molds and mechanical parts in various industries.
5,6
Electrical discharge milling using a simple cylindrical rod electrode or pipe electrode is useful for precisely processing 3D complex shapes. Compared with die sinking EDM, there is no need to manufacture electrodes of different shapes according to the processing shape. Using the simple electrode, various and complex shapes can be processed by controlling the tool path. In EDM, the electrode is also worn along with the workpiece, so for precision machining, machining errors due to electrode wear must be removed. In the electrical discharge milling, additional complicated tool paths are created for the electrode wear compensation.
7-11 The electrode wear compensation method increases processing time and cost, and it is very difficult to completely remove machining errors caused by the electrode wear.
In wire EDM, since new wires are continuously supplied to the machining area, there is no need to consider the compensation of an electrode wear. If a simple rod electrode is used as a wire guide and the wire moves along the rod electrode, electrical discharge milling is possible without the need to consider electrode wear compensation. This type of electrode was developed in this study, and this is called wire electrical discharge milling electrode. A cylindrical rod with a hemispherical end serves as a guide, and the wire moves along it.
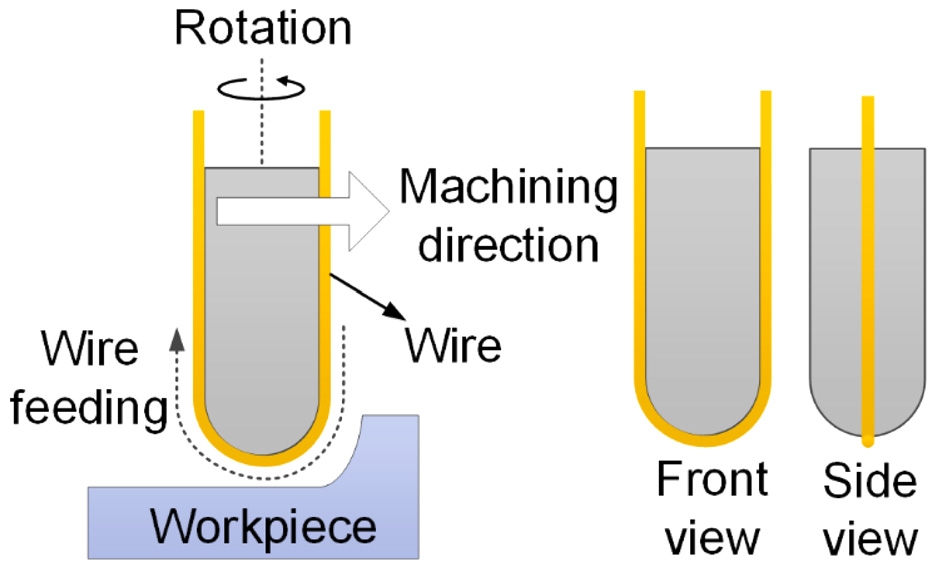
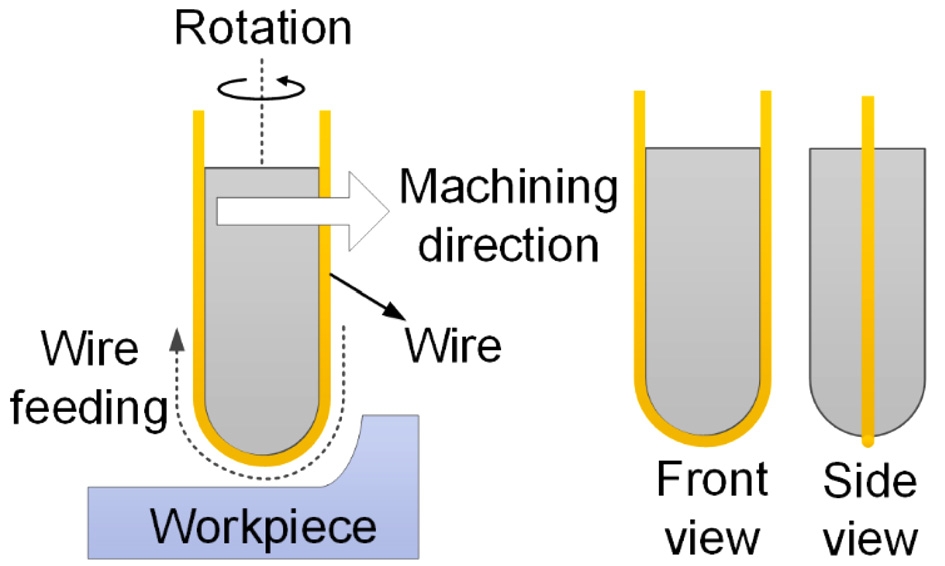
Fig. 1 shows a conceptual diagram of electric discharge machining using a wire electrical discharge milling electrode developed in this study. The wire electrical discharge milling electrode also rotates in one direction around the guide shaft axis, similar to a ball end mill in which the wire acts as a cutting edge. In the previous studies of EDM using electrodes continuously supplied through guides having a shape, Song et al.
12,13 used continuously supplied metal strip electrodes in EDM turning and milling. In case of using a wire, Gotoh et al.
14,15 studied wire electrical discharge milling using an electrode in the form of a wire conveyed by using a rod electrode as a guide. In the study of Gotoh et al., a 360-degree reciprocating motion was adopted to rotate the electrode around the axis. This is because the wire spool was fixed on the outside separately from the rotating electrode, so the wire was twisted when rotating in one direction. The wire electrical discharge milling electrode developed in this study is designed to rotate the wire supply spool and the wire collection spool together with the electrode, so that it can rotate in one direction instead of a reciprocating motion. In the case of a reciprocating motion, acceleration and deceleration are repeated, and the rotational speed cannot be kept constant. Also, it is difficult to find out the effect of the change in rotational speed. The wire electrical discharge milling electrode developed in this study has the advantage of being able to rotate at a constant speed in one direction, and the rotation speed is also variously controlled. In this paper, the electric discharge machining characteristics according to the change of machining conditions are examined using the developed wire electrical discharge milling electrode, and an electrical discharge milling test is performed.
Fig. 1 EDM using wire electrical discharge milling electrode
2. Wire Electrical Discharge Milling Electrode
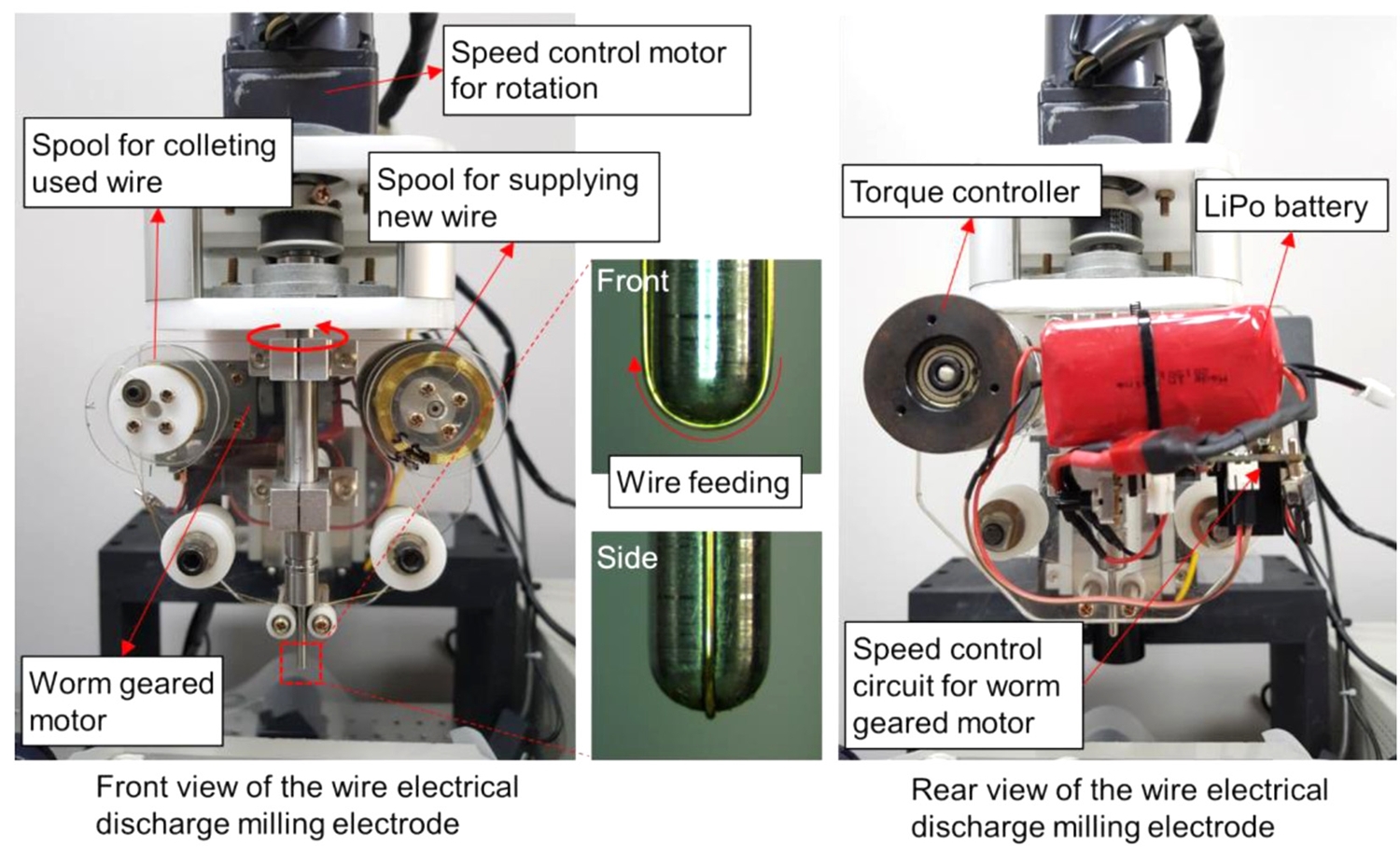
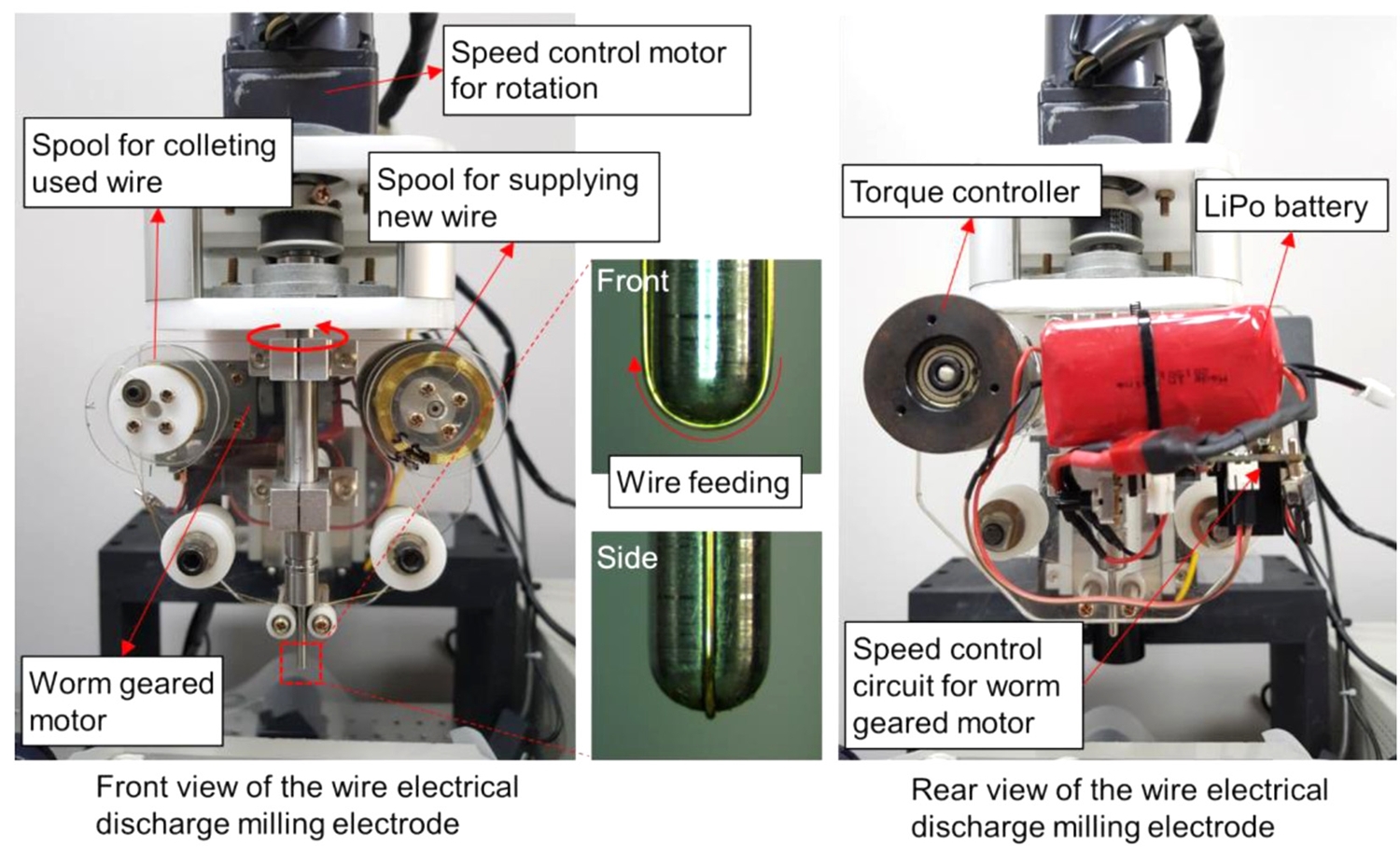
Fig. 2 shows the wire electrical discharge milling electrode developed in this study. The cylindrical guide shaft of the wire electrical discharge milling electrode is 3 mm in diameter, and the lower end of the shaft is hemispherical. The side of the shaft and the center of the hemisphere have grooves for the wire to pass through. The wire travels from the wire supply spool along the grooves to the wire collection spool. A torque controller (Model Name: PHT-1.2D, Manufacturer: Ogura Clutch) for wire tension adjustment was used for the wire supply spool. If the wire tension is low, the wire cannot adhere to the guide groove. If the wire tension is high, the frictional force increases when the wire moves along the groove, making the transfer unstable. In addition, fine chips may be generated due to the grinding of the wire. These chips cause unnecessary electrical shorts during electrical discharge machining. In this experiment, the torque controller was set to 0.04 Nm. A worm geared DC motor (Model Name: JGY-370) was used for wire feed in the wire collection spool, and the wire feeding speed can be adjusted through a speed controller. The size of the worm geared motor is small, and the output shaft of the reducer has a 90 degree angle to the motor shaft, enabling a compact arrangement. Lithium polymer battery was used to power the motor. The plate on which the motor, the battery, the wire supply spool and the wire collection spool are fixed is coupled to the guide shaft, so that they all rotate around the guide shaft axis. A speed control motor was used to rotate the shaft, and the rotational speed was adjusted using a speed controller. The wire electrical discharge milling electrode was fixed to the Z stage of the EDM machine, and the workpiece was fixed to the XY stage.
Fig. 2 Wire electrical discharge milling electrode
3. Experiment
An RC circuit was used as an EDM power source, and the voltage was fixed at 120 V. As for the polarity, the (+) pole was connected to the workpiece, and the (-) pole was connected to the electrode. The wire feeding speed is controlled by the worm geared motor of the wire collection spool, and it was fixed at 50 mm/min in this experiment. Deionized water with a resistivity of 1MΩcm or more was used as a dielectric fluid, and sprayed to the machining area using a nozzle. Through a filtering system, impurities in deionized water were removed and the resistivity was maintained at an appropriate level. For the wire electrical discharge milling electrode, a brass wire with a 0.25 mm diameter was used, and a cylindrical stainless steel with a 3 mm diameter as a guide shaft was used. The workpiece was 1 mm thick stainless steel (AISI304). In order to examine the machining characteristics, the capacitance of the RC circuit and the rotational speed of the wire electrical discharge milling electrode were changed. The experimental conditions are summarized in
Table 1.
Table 1 Experimental conditions
Table 1
|
Voltage [V] |
120 |
|
Capacitance [μF] |
1, 10, 40, 100, 200 |
|
Rotational speed [rpm] |
4, 10, 30, 60 |
|
Wire feeding speed [mm/min] |
50 |
|
Dielectric fluid |
DI water (> 1 MΩcm) |
|
Polarity |
Workpiece (+), Tool (-) |
|
Workpiece |
AISI304 (1 mm thickness) |
|
Wire |
Brass (Φ0.25 mm) |
|
Wire guide shaft |
AISI304 (Φ3 mm) |
4. Results and Discussion
4.1 Effect of Capacitance
In order to investigate the effect of capacitance, the machining time according to the capacitance was measured when the workpiece was machined 500 μm in the depth direction. In this experiment, the capacitance values of 1, 10, 40, 100, and 200 μF were used. The rotational speed of the wire electrical discharge milling electrode was fixed at 10 rpm.
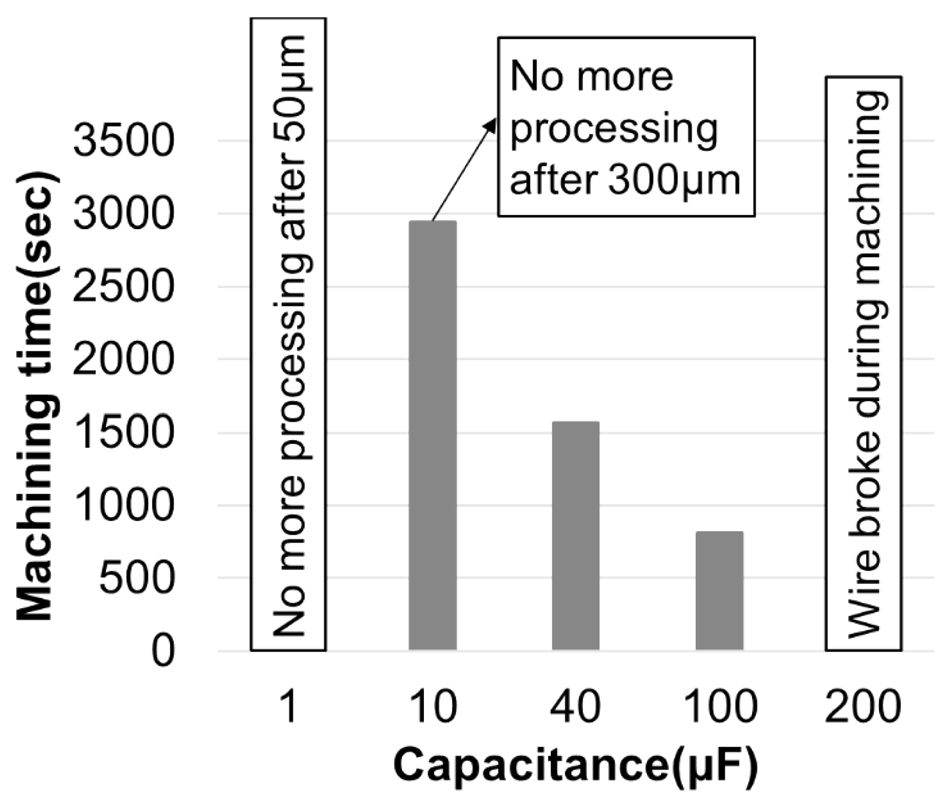
Fig. 3 shows the machining time according to the capacitance.
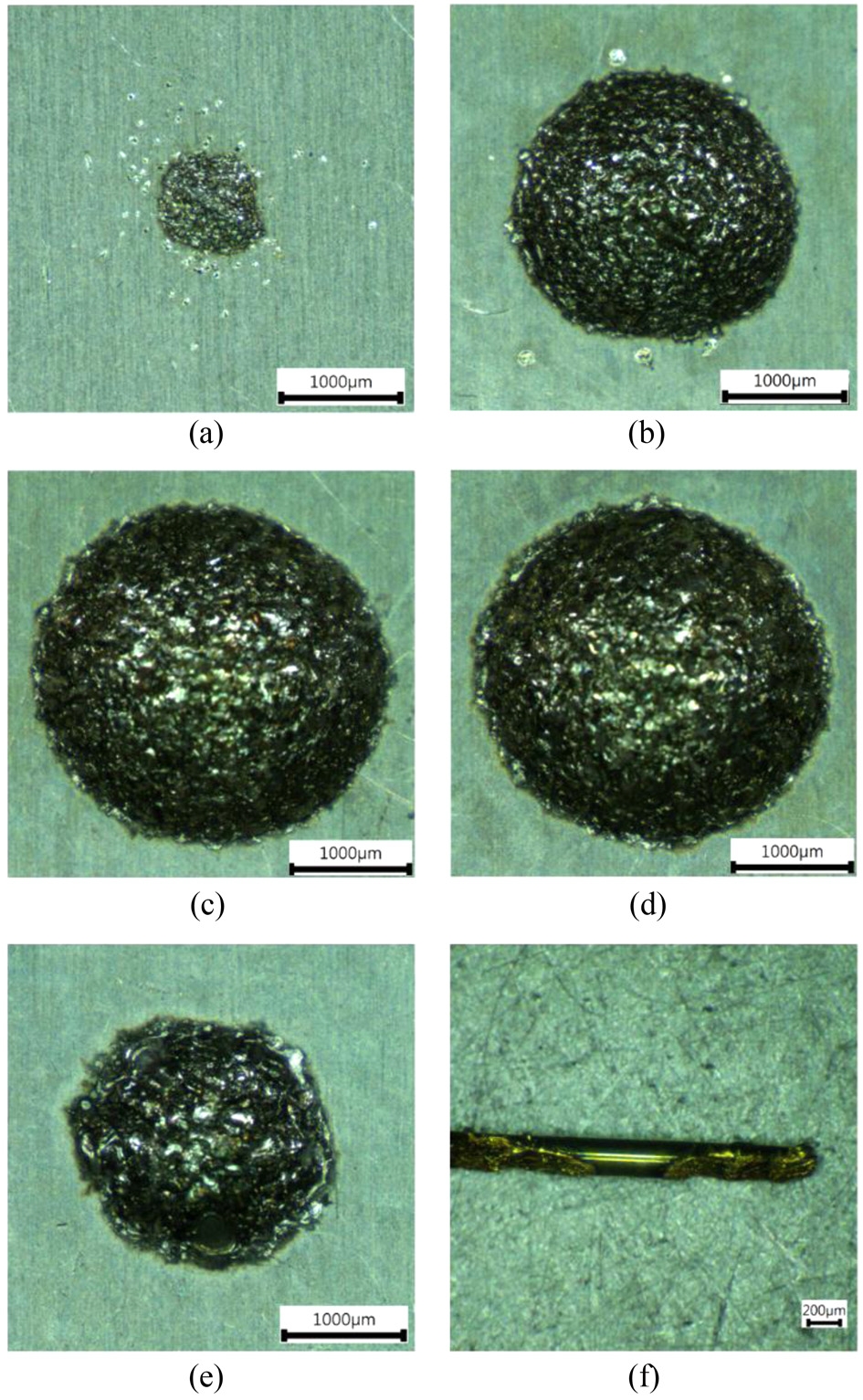
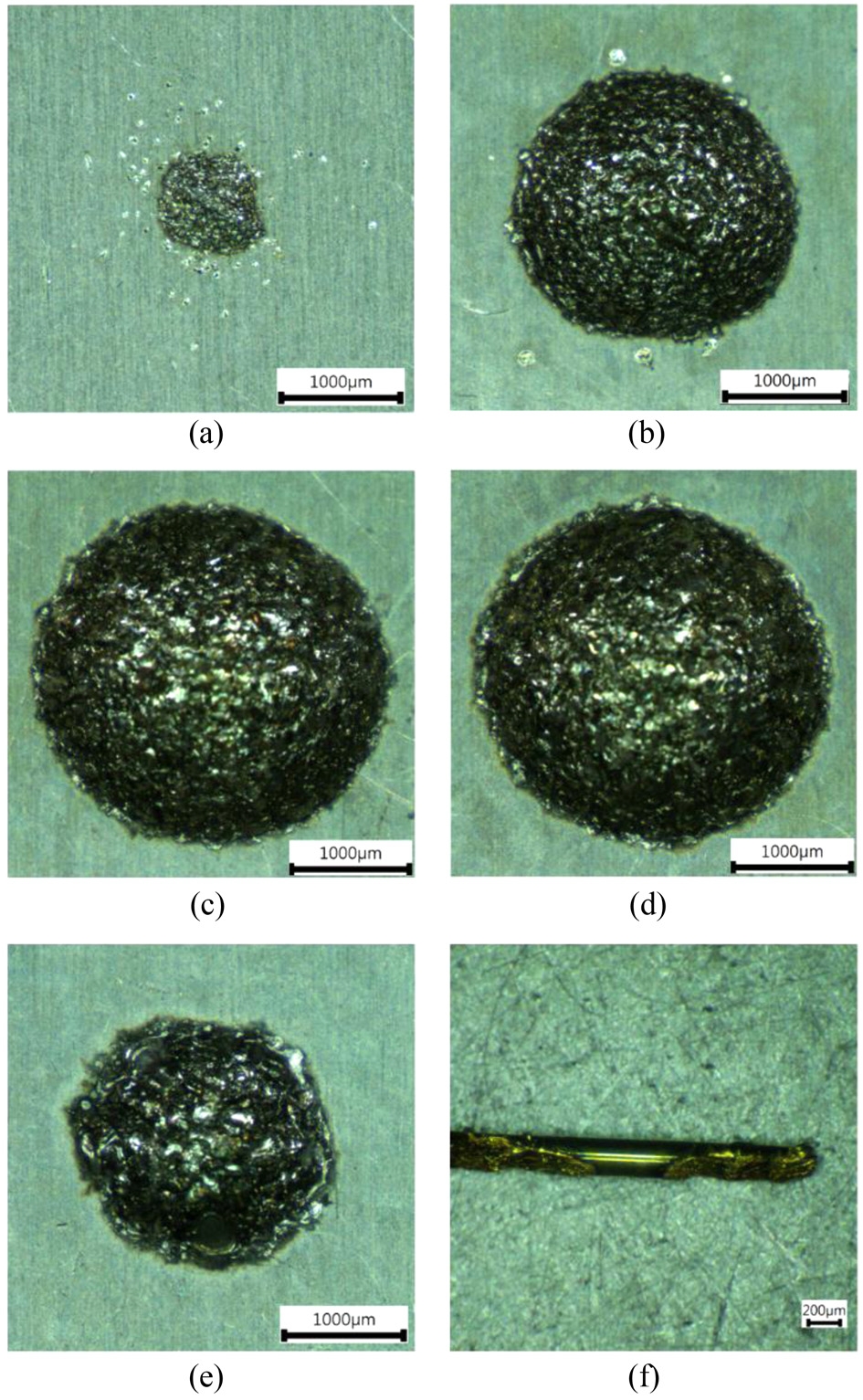
Fig. 4 shows the photos of the machining results according to the capacitance. In the case of the capacitance 1 μF, no further machining was carried out after the machining to a depth of 50 μm (
Fig. 4(a)). The machining was hardly performed due to low discharge energy. In the case of the capacitance 10 μF, machining was not performed in the depth direction any more after the machining to a depth of 300 μm (
Fig. 4(b)). So the experiment was finished, and the machining time up to that point was recorded. Since the end of the electrode is hemispherical, the amount of machining is small at the beginning of machining. So, even with small capacitance values such as 1 and 10 μF, machining was in progress at the beginning, but as the machining area gradually increased, the machining could not proceed further above a certain depth due to lack of discharge energy. When the capacitance was larger than 40 μF, machining was successfully carried out to a depth of 500 μm, and the machining time was shortened as the capacitance increased. In the case of the capacitance 40 μF, machining time was 1,566 seconds, and in the case of 100 μF, machining time was 813 seconds.
Figs. 4(c) and
4(d) show the machining results in the case of capacitance 40 and 100 μF. In the case of the capacitance 200 μF, the wire broke in the middle of machining (At a Depth of Approximately 150 μm) due to the high discharge current. So, the machining was not completed.
Figs. 4(e) and
4(f) show the machining results and the broken wire when 200 μF was used.
Fig. 3Machining time according to capacitance
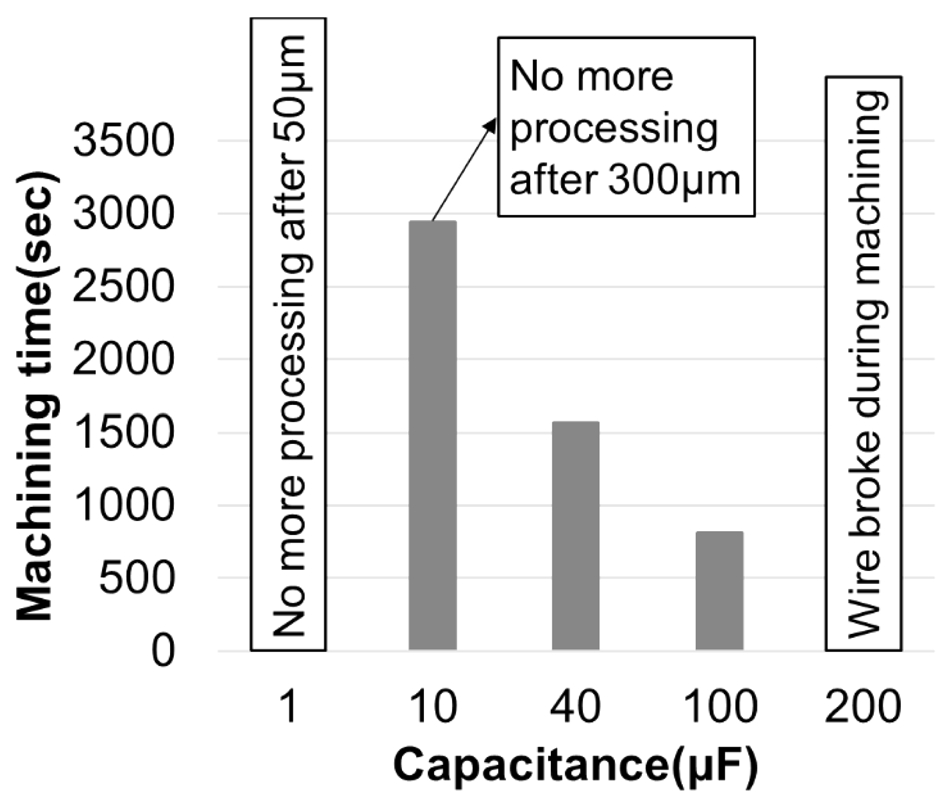
Fig. 4Machining results with: (a) 1, (b) 10, (c) 40, (d) 100, and (e) 200 μF. Broken wire with: (f) 200 μF
4.2 Effect of Rotational Speed
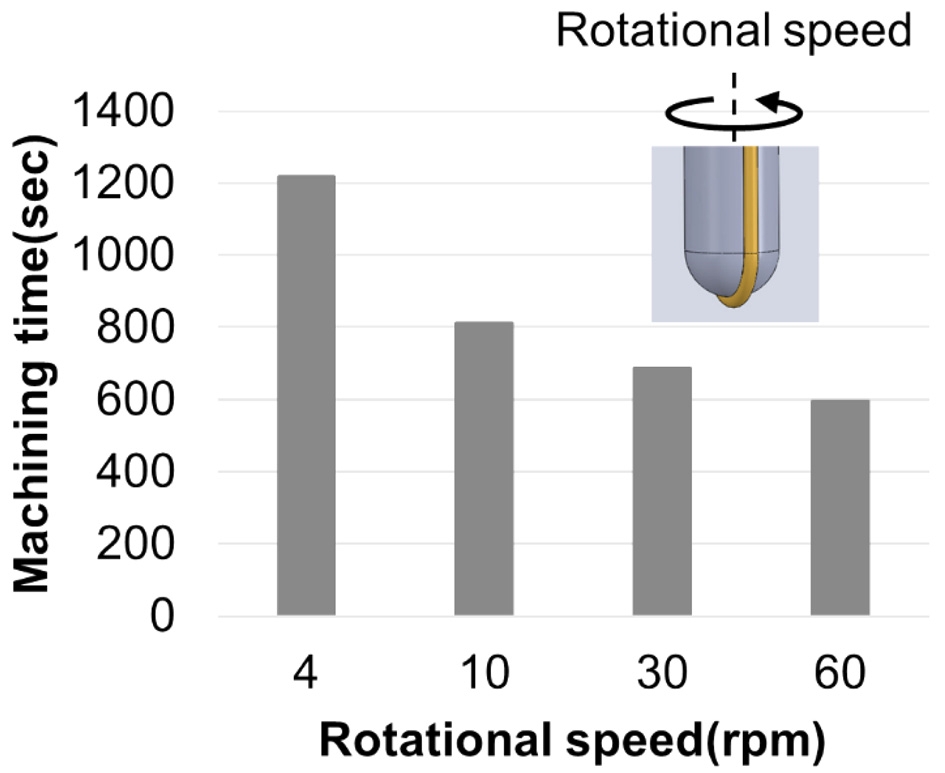
In order to investigate the effect of the rotational speed of the wire electrical discharge milling electrode, the machining time according to the rotational speed was measured when the workpiece was machined 500 μm in the depth direction. The wire electrical discharge milling electrode is rotated by a speed control motor, and the rotational speed can be adjusted through a speed controller connected to the motor. The maximum rotational speed of the developed wire electrical discharge milling electrode is 60 rpm. In this experiment, rotational speeds of 4, 10, 30, and 60 rpm were used. The capacitance was fixed at 100 μF.
Fig. 5 shows the machining time according to the rotational speed of the wire guide milling electrode. In the graph, the machining time decreased as the rotational speed increased. At 60 rpm, the machining time took 596 seconds, and the machining time was reduced by half compared to 4 rpm. When the wire electrical discharge milling electrode rotates around guide shaft axis, the wire acts like a cutting edge. Therefore, the faster the rotational speed, the faster the wire removes the material and the machining time is shortened.
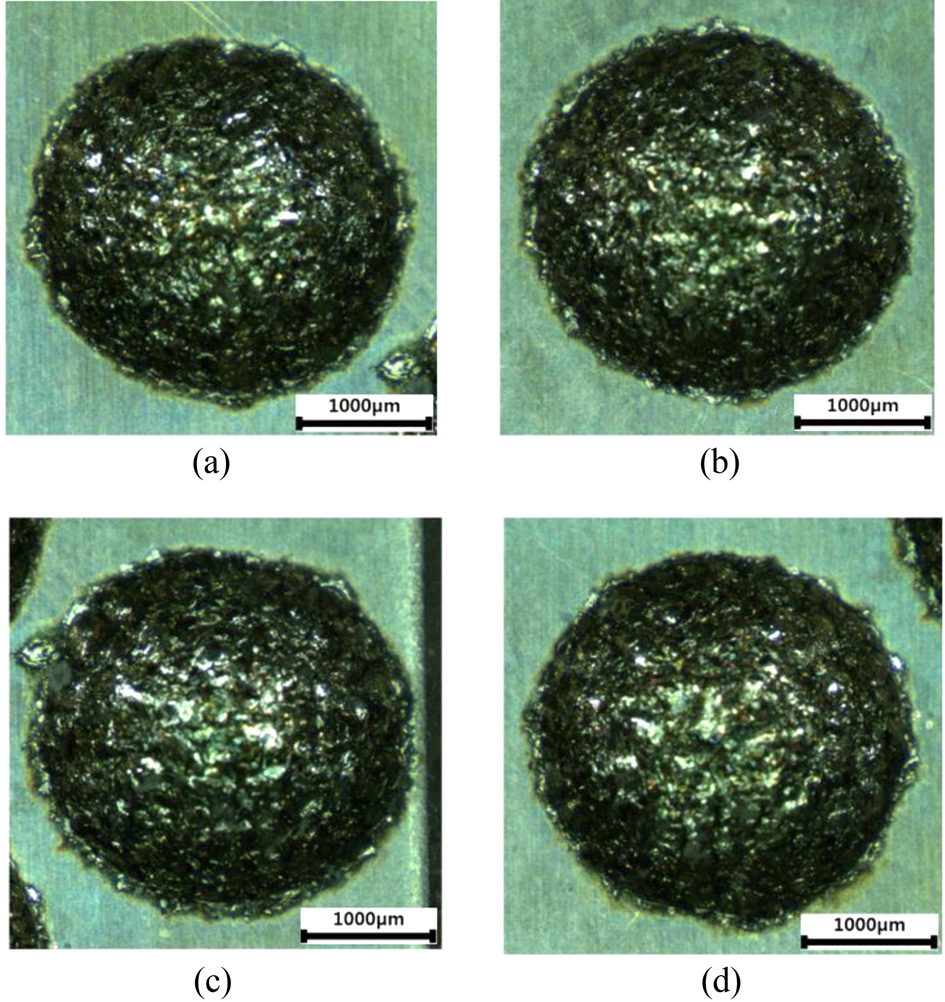
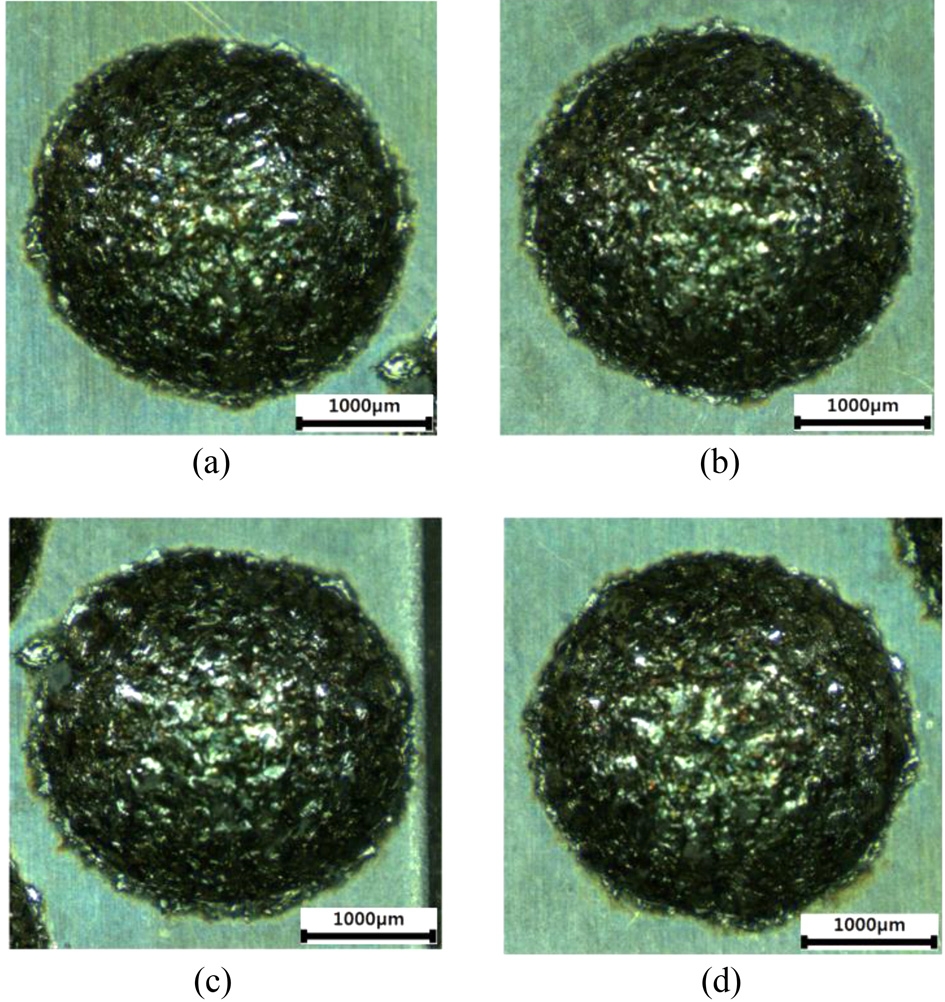
Fig. 6 shows the machined hemispherical shapes according to the rotational speed.
Fig. 5Machining time according to rotational speed
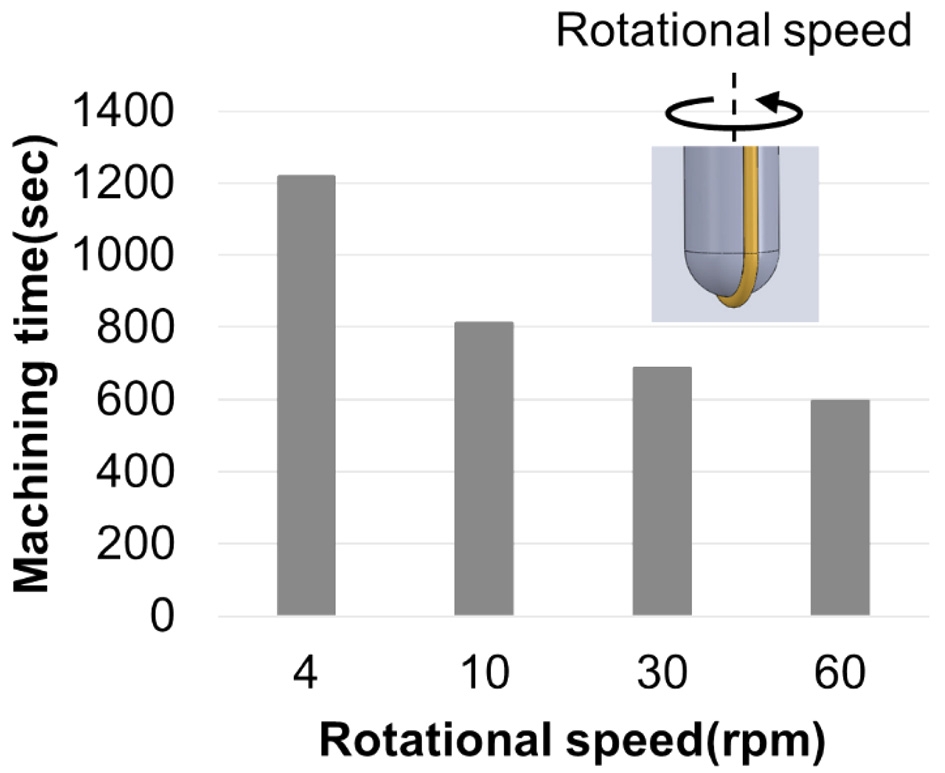
Fig. 6Machining results with: (a) 4, (b) 10, (c) 30, and (d) 60 rpm
4.3 Hemispherical Shape Machining Using Roughing and Finishing
In order to achieve good machining accuracy and fine surface finish, a hemispherical shape was machined by performing two-stage machining of roughing and finishing. For the hemispherical shape, a total of 500 μm was processed in the depth direction. In the roughing step, it was machined to a depth of 450 μm using 100 μF and 60 rpm conditions. Afterwards, in the finishing step, a depth of 50 μm was further processed using the conditions of 1 μF and 60 rpm. The capacitance of 1 μF is suitable for surface finishing due to the low discharge energy that produces small craters as shown in
Fig. 4(a). In
Fig. 3, in the case of the capacitance of 1 μF, the machining did not proceed to the end. However, 1 μF is adopted because the machining amount is small in the finishing step. As a result of the experiment, roughing time was 511 seconds, finishing time was 147 seconds, and total machining time was 658 seconds. Since a small capacitance was used in the finishing step, it took a long time compared to the machining depth.
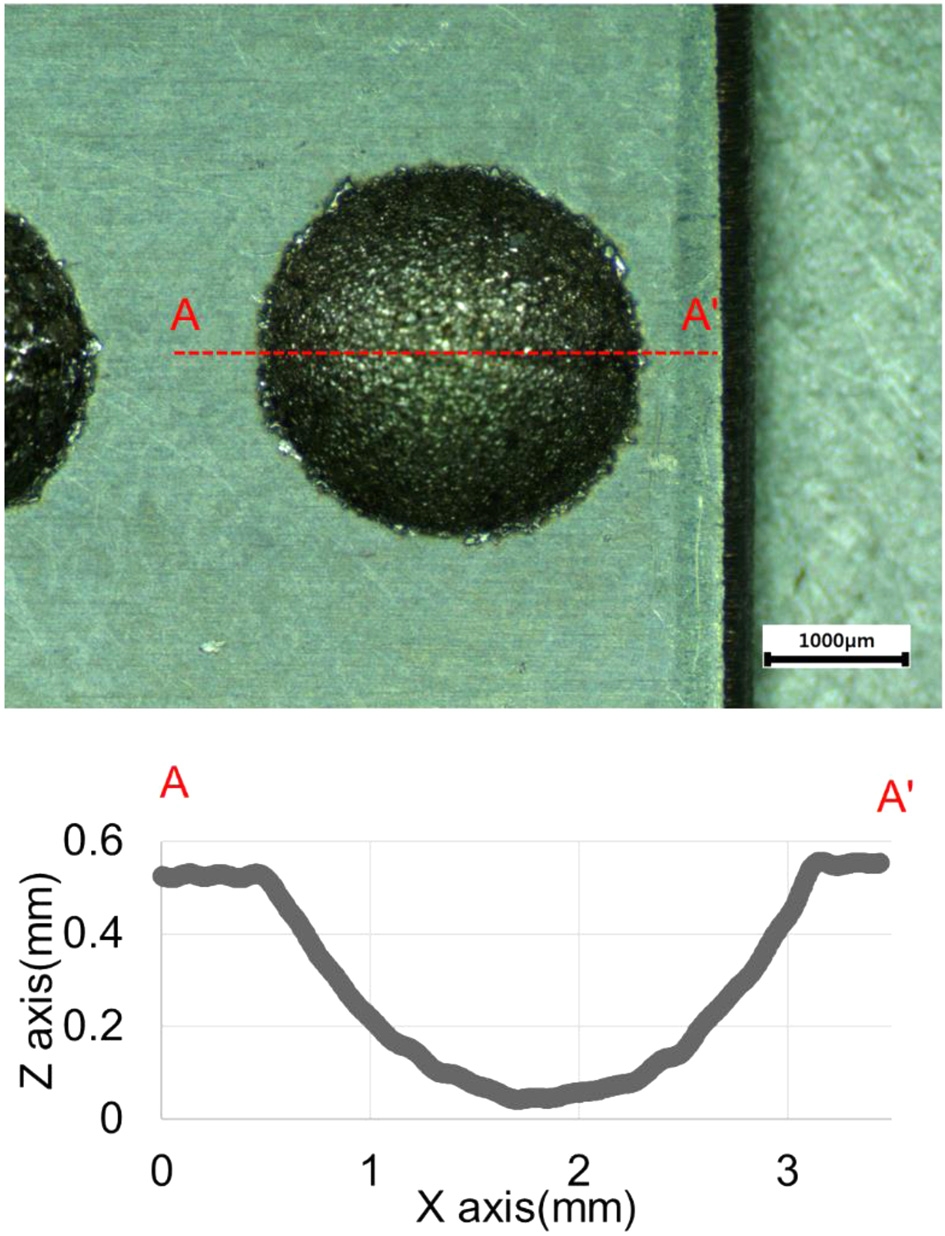
Fig. 7 shows the machined hemispherical shape after finishing and its profile measurement result. For the measurement, a non-contact 3D measuring machine (Model Name: VIKI331, Manufacturer: Dukin) was used. As a result of the measurement, it can be seen that the precise hemispherical shape with fine surface finish was successfully machined.
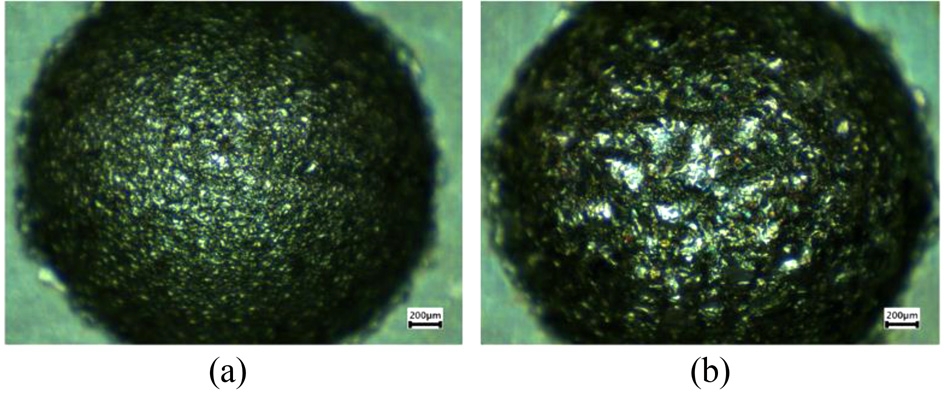
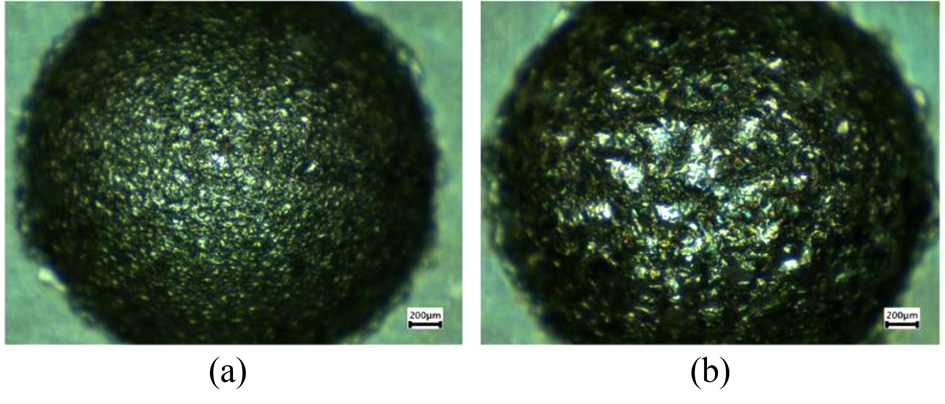
Fig. 8 shows an enlarged photograph of the machined surfaces.
Figs. 8(a) shows the machined surface after finishing, and
8(b) shows the machined surface processed to a depth of 500 μm under roughing conditions of 100 μF and 60 rpm. In the case of finishing, the discharge crater is small and the machined surface is much smoother.
Fig. 7Machining result after two stages machining of roughing and finishing, and its surface profile
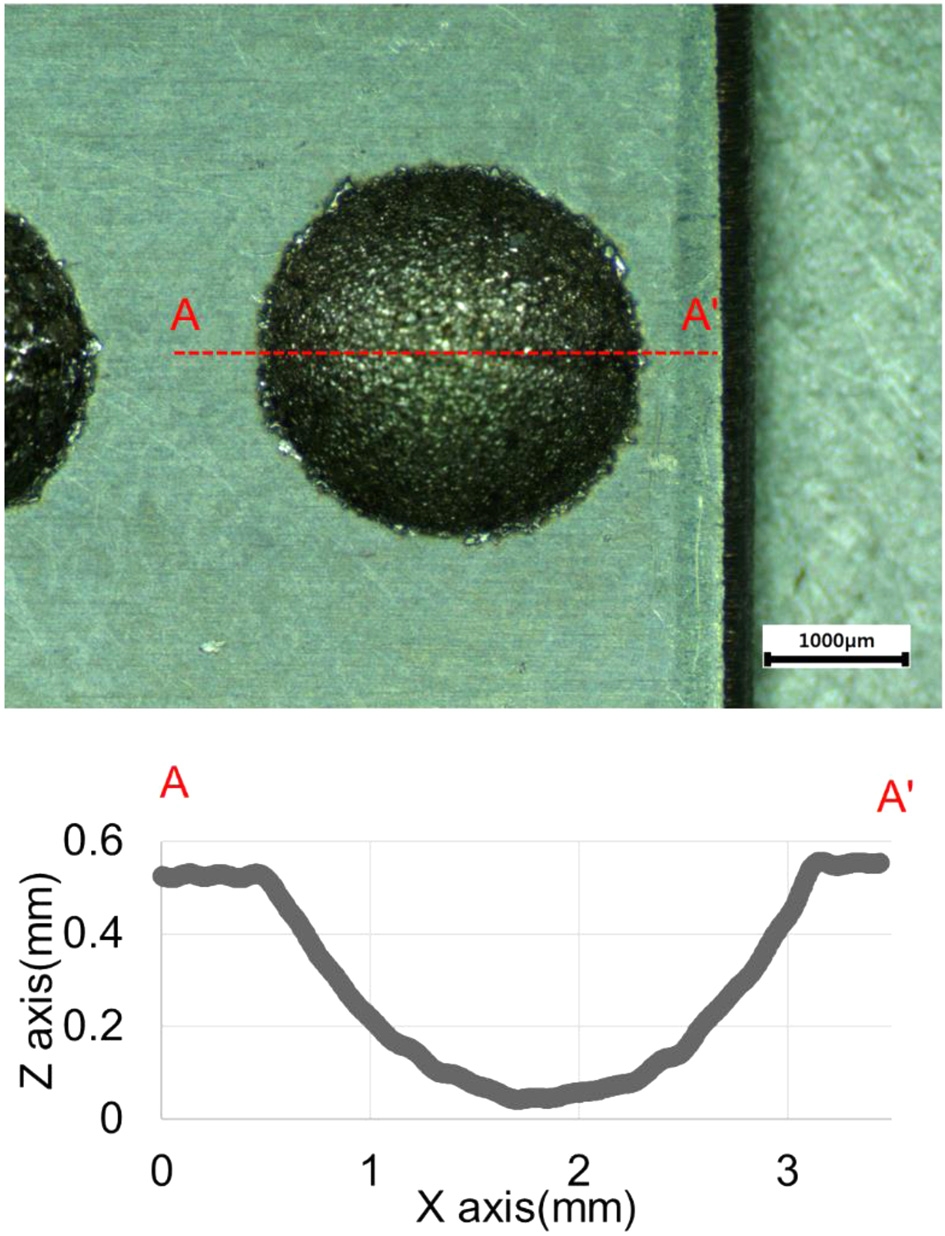
Fig. 8Machined surface (a) after finishing, and (b) with roughing conditions of 100 μF and 60 rpm (up to 500 μm depth)
4.4 Electrical Discharge Milling
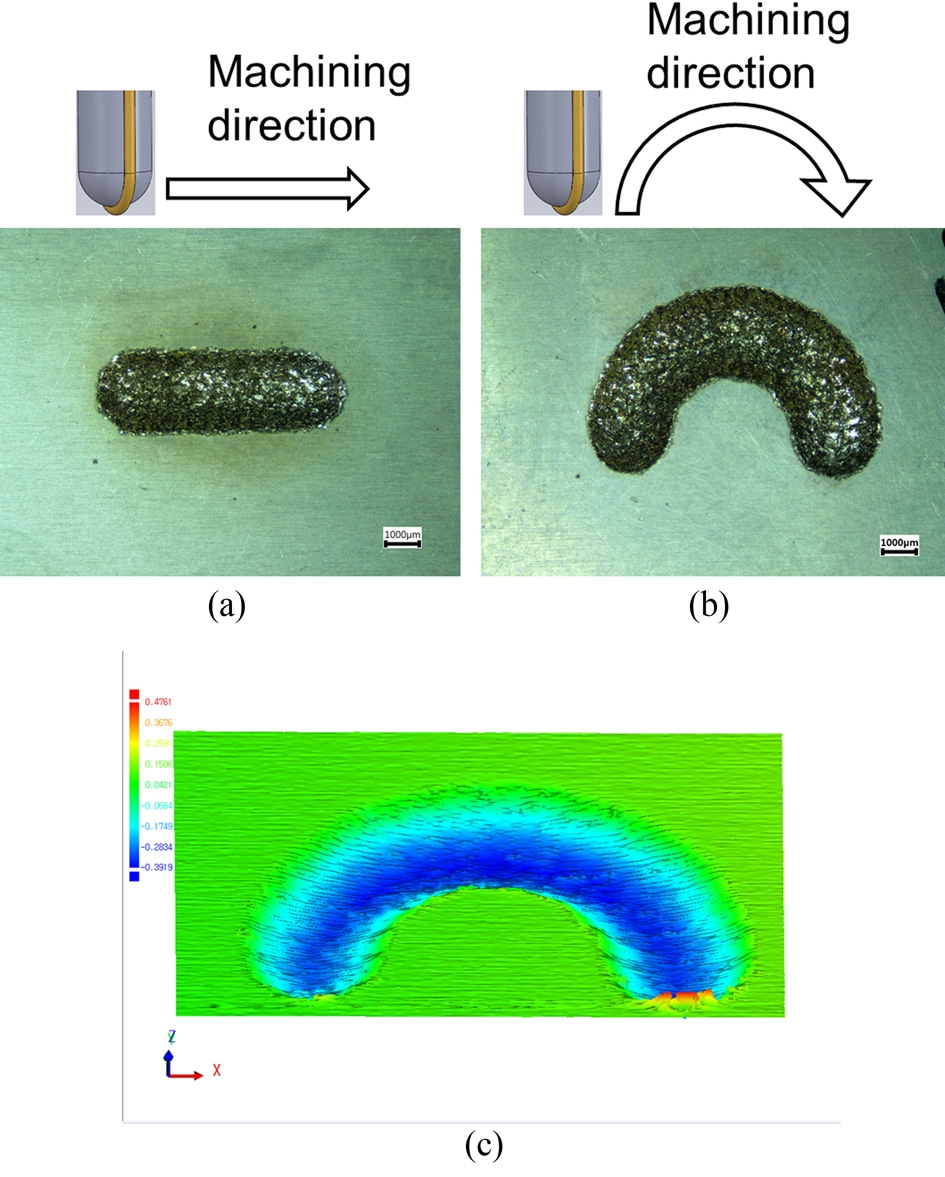
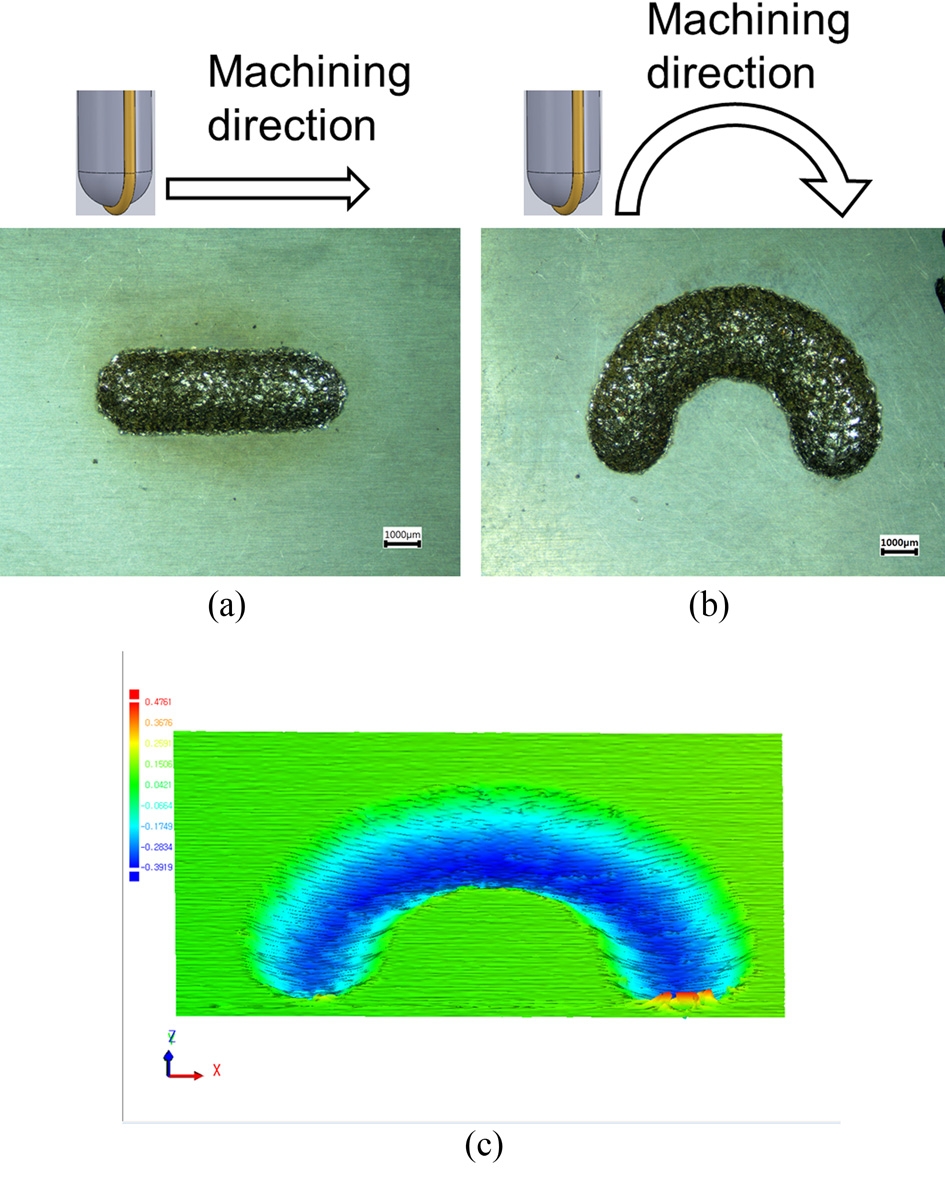
In order to test the electrical discharge milling performance, straight line and curved line were machined. In the milling test, conditions of 100 μF and 60 rpm were used. In straight line machining, after processing 300 μm in the depth direction (z Direction), 5,000 μm was processed in the horizontal direction (x Direction).
Fig. 9(a) shows the result of straight line machining. The straight line was successfully machined, and the total machining time was 2,153 seconds. The surface roughness of the straight line was measured as Ra = 13.6 μm. For cured line machining, a semicircular shape was processed. After processing 300 μm in the depth direction, it was processed into a semicircle shape with a radius of 3,000 μm. The total machining time for the semicircle shape was 4,536 seconds.
Figs. 9(b) shows the result of semicircular shape machining, and 9(c) shows its profile measurement result. A non-contact 3D measuring machine (Model Name: VIKI331, Manufacturer: Dukin) was used to measure the surface roughness and profile. In the profile measurement result, it can be seen that the machining depth of the semicircular shape is uniformly processed. When the wire electrical discharge milling electrode was used, it was confirmed that there was no machining error in the depth direction due to electrode wear. As a result of the experiment, straight and curved shapes were successfully machined using a wire electrical discharge milling electrode, and it is expected to be effectively used for milling complex three-dimensional shapes.
Fig. 9Machining results: (a) Straight line, (b) Half circle, and (c) Surface profile of (b)
5. Conclusion
In this paper, a wire electrical discharge milling electrode was developed, and electric discharge machining characteristics were studied using it. The wire electrical discharge milling electrode is a form in which the wire is conveyed by using a cylindrical rod with a hemispherical end as a guide, and also rotates in one direction around the guide axis. If the wire electrical discharge milling electrode is used in EDM, there is no need to consider electrode wear compensation. The detailed conclusion of the study of electric discharge machining characteristics using the wire electrical discharge milling electrode is as follows.
(1) In the experimental conditions used in this paper, if the capacitance of the RC circuit was small such as 1 and 10 μF, the machining became unstable as the machining depth increased, and the machining did not proceed to the end. If the capacitance was as large as 200 μF, the wire broke during machining. When the capacitances of 40 and 100 μF were used, the machining was successfully proceed to the end. In the case of 100 μF than 40 μF, the machining time was shortened.
(2) The faster the rotational speed of the wire electrical discharge milling electrode, the shorter the machining time. In the case of 60 rpm compared to 4 rpm, the machining time was reduced in half. When the wire electrical discharge milling electrode rotates around guide shaft axis, the wire acts like a cutting edge. Therefore, the faster the rotational speed, the faster the wire removed the material and the machining time was shortened.
(3) A hemispherical shape was machined in two steps of roughing and finishing. In the roughing step, conditions of 100 μF and 60 rpm were used, and in the finishing step, conditions of 1 μF and 60 rpm were used. As a result, a hemispherical shape with good shape accuracy and fine surface finish was fabricated.
(4) Straight and curved shapes were successfully processed using the wire electrical discharge milling electrodes. It is expected that wire electrical discharge milling electrode will be effectively used for 3D machining.
ACKNOWLEDGMENTS
This research was supported by Dongyang Mirae University research fund in 2019.
REFERENCES
- 1.
Kunieda, M., Lauwers, B., Rajurkar, K. P., and Schumacher, B. M., “Advancing EDM through Fundamental Insight into the Process,” CIRP Annals, Vol. 54, No. 2, pp. 64-87, 2005.
10.1016/S0007-8506(07)60020-1
- 2.
Chung, D. K., Shin, H. S., Park, M. S., Kim, B. H., and Chu, C. N., “Recent Researches in Micro Electrical Machining,” International Journal of Precision Engineering and Manufacturing, Vol. 12, No. 2, pp. 371-380, 2011.
10.1007/s12541-011-0049-0
- 3.
Lee, U. S., Yang, C. Y., Lee, J. H., and Kim, B. H., “Micro Drilling of Single Crystal SiC Using Polycrystalline Diamond Tool,” Journal of the Korean Society for Precision Engineering, Vol. 38, No. 7, pp. 471-478, 2021.
10.7736/JKSPE.021.013
- 4.
Park, J. A., Lee, U. S., and Kim, B. H., “Micro Pin Fabrication of Tungsten Carbide Using Polycrystalline Diamond,” Journal of the Korean Society for Precision Engineering, Vol. 37, No. 11, pp. 791-796, 2020.
10.7736/JKSPE.020.085
- 5.
Uhlmann, E., Piltz, S., and Doll, U., “Machining of Micro/Miniature Dies and Moulds by Electrical Discharge Machining-Recent Development,” Journal of Materials Processing Technology, Vol. 167, Nos. 2-3, pp. 488-493, 2005.
10.1016/j.jmatprotec.2005.06.013
- 6.
Abbas, N. M., Solomon, D. G., and Bahari, M. F., “A Review on Current Research Trends in Electrical Discharge Machining (EDM),” International Journal of machine tools and Manufacture, Vol. 47, Nos. 7-8, pp. 1214-1228, 2007.
10.1016/j.ijmachtools.2006.08.026
- 7.
Yu, Z., Masuzawa, T., and Fujino, M., “Micro-EDM for Three-Dimensional Cavities-Development of Uniform Wear Method,” CIRP Annals, Vol. 47, No. 1, pp. 169-172, 1998.
10.1016/S0007-8506(07)62810-8
- 8.
Rajurkar, K. and Yu, Z., “3D Micro-EDM Using CAD/CAM,” CIRP Annals, Vol. 49, No. 1, pp. 127-130, 2000.
10.1016/S0007-8506(07)62911-4
- 9.
Yu, H.-L., Luan, J.-J., Li, J.-Z., Zhang, Y.-S., Yu, Z.-Y., et al., “A New Electrode Wear Compensation Method for Improving Performance in 3D Micro EDM Milling,” Journal of Micromechanics and Microengineering, Vol. 20, No. 5, Paper No. 055011, 2010.
10.1088/0960-1317/20/5/055011
- 10.
Lee, B., Yi, S., Kim, B., and Chu, C., “Fabrication of 3D Micro Structure Using Micro Electrical Discharge Milling,” Journal of the Korean Society for Precision Engineering, Vol. 21, No. 9, pp. 41-47, 2004.
- 11.
Park, S.-J., Kim, Y.-T., Min, B.-K., and Lee, S.-J., “Tool Electrode Wear Compensation Using Round Trip Method for Machining Cavities in Micro EDM Process,” Journal of the Korean Society for Precision Engineering, Vol. 21, No. 10, pp. 42-49, 2004.
- 12.
Song, K. Y., Park, M. S., and Chu, C. N., “Electrical Discharge Machining Using a Strip Electrode,” Precision Engineering, Vol. 37, No. 3, pp. 738-745, 2013.
10.1016/j.precisioneng.2013.02.006
- 13.
Song, K. Y., Park, M. S., and Chu, C. N., “EDM Turning Using a Strip Electrode,” Journal of Materials Processing Technology, Vol. 213, No. 9, pp. 1495-1500, 2013.
10.1016/j.jmatprotec.2013.03.005
- 14.
Gotoh, H., Tani, T., Okada, M., Goto, A., Masuzawa, T., et al., “Wire Electrical Discharge Milling Using a Wire Guide with Reciprocating Rotation,” Procedia CIRP, Vol. 6, pp. 199-202, 2013.
10.1016/j.procir.2013.03.051
- 15.
Gotoh, H., Tani, T., and Mohri, N., “EDM of Insulating Ceramics by Electrical Conductive Surface Layer Control,” Procedia CIRP, Vol. 42, pp. 201-205, 2016.
10.1016/j.procir.2016.02.271
Biography
- Do Kwan Chung
Associate Professor in the School of Robot and Automation Engineering, Dongyang Mirae University. His research interest is non-traditional machining and micro machining.