ABSTRACT
Dry adhesives inspired by gecko footpads have garnered considerable attention due to their unique features, including strong yet reversible adhesion, self-cleaning properties, and repeatable use. However, scaling these microstructured adhesives from laboratory fabrication to continuous, high-throughput manufacturing poses significant challenges. In this study, we introduce a stepwise thermal patterning system designed for the scalable production of gecko-inspired dry adhesives on flexible substrates. This automated system combines sequential processes such as plate-to-plate micro-molding, rapid thermal curing, demolding, and roll-up of the patterned film. By raising the curing temperature to approximately 180oC and employing an efficient stepwise imprinting method, we achieve fabrication speeds of up to 150 mm/min without compromising pattern accuracy. The system successfully replicates micropillar structures with a diameter of 15 μm and height of 15 μm, featuring 20 μm mushroom-shaped tips on flexible substrates. The resulting dry adhesives demonstrate stable pull-off strengths of 20-23 N/cm² and retain over 83.5% of their initial adhesion after 100,000 attachment–detachment cycles. These findings highlight the potential of our platform for reliable, high-throughput manufacturing of bio-inspired adhesives, paving the way for various industrial applications such as robotic manipulators, pick-and-place electronic assembly, and wearable devices that require repeated, residue-free attachment.
-
KEYWORDS: Dry adhesive, Stepwise thermal patterning, Scalable production, PDMS replication, Automated imprinting system
-
KEYWORDS: 건식 접착, 단계별 열 패터닝, 생산성 확장, PDMS 복제 공정, 자동화 임프린트 시스템
1. Introduction
Natural gecko footpads owe their remarkable adhesive ability to microscopic fibrils (setae) that adhere via van der Waals forces. These biological strategies have inspired the development of dry adhesives that achieve strong, reversible adhesion using synthetic microstructures [
1-
3]. Gecko-inspired dry adhesives exhibit high pull-off strength, durability over repeated use, rapid attachment/detachment, and even self-cleaning capability [
1]. To maximize contact area and adhesion, such adhesives typically employ polymeric micropillars capped with widened tips (e.g., spatula-shaped flaps or mushroom-shaped caps) [
4-
8]. The enlarged tip distributes stress more evenly and reduces edge stress concentrations, greatly enhancing pull-off force compared to a simple flat-tipped fibril [
9]. Numerous studies have confirmed that a thin, wide tip structure leads to significantly higher adhesive strength [
10]. For example, mushroom-shaped tips can produce normal adhesion 2-3 times greater than other tip shapes under the same load conditions, and up to 30 times greater for flat columnar tips [
9]. However, creating these overhanging (re-entrant) tip structures on a master mold is technically complex [
11]. It often requires advanced microfabrication techniques for instance, exploiting a footing effect during deep reactive-ion etching or performing multi-step photolithography and even wafer bonding – to achieve the desired re-entrant profile [
9,
12]. These specialized processes can produce high-performance master molds, but they are time-consuming and costly [
9]. Moreover, the mushroom tip geometry, while crucial for adhesion performance [
9], poses challenges during demolding: the thinner and wider the polymer pillar tip, the higher the risk of tearing or distortion when releasing it from the mold, especially in a continuous process [
13].
Early gecko-inspired adhesives were fabricated in small batches (typically only a few cm² in area) using molding techniques such as soft lithography [
5,
14]. While molding is well-suited for microstructured surfaces, traditional batch processes (e.g., pouring PDMS into a mold, lengthy thermal curing, and manual demolding) are labor-intensive and have low throughput, often resulting in only a few usable samples per day [
15-
17]. For practical applications in industrial settings (e.g., large-area display assembly or robotic handling), it is essential to move from batch fabrication to high-throughput continuous production [
18,
19]. Scaling up to meter-scale manufacturing while maintaining micrometer-scale precision is a significant engineering challenge [
18,
19].
In this context, the roll-to-roll (R2R) processing has emerged as a promising solution for continuous manufacturing [
20,
21]. In R2R systems, flexible substrates are continuously fed through sequential process stations (imprinting, curing, etc.), enabling high throughput production. Several groups have demonstrated R2R techniques for dry adhesives. For instance, our research team reported a R2R UV-assisted molding process using a modified polyurethane-acrylate (PUA) resin, achieving continuous replication of mushroom-tip micropillars over lengths of several meters [
22,
23]. By carefully controlling the resin flow characteristics and UV curing conditions, this process maintained excellent pattern fidelity and durability through continuous operation [
22,
23]. Similarly, Yu et al. fabricated 10 cm wide (meter long) tapes with m tips via template-based R2R compression molding using UV-curable resin, achieving pull-off strength on a glass substrate of approximately 250 kPa [
20]. These examples demonstrate the feasibility of continuous fabrication of biomimetic adhesives. Nonetheless, certain material and mold limitations remain. Polydimethylsiloxane (PDMS) offers high adhesive performance with a low elastic modulus and excellent conformability, but its thermal curing cycle of several hours is not compatible with fast R2R throughput [
24,
25]. Conversely, UV-curable polymer resins cure within seconds, enabling high-speed production on R2R lines [
24], but their higher stiffness results in lower interfacial adhesion (“tack”) compared to PDMS-based dry adhesives [
25]. In fact, purely UV-cured dry adhesives often cannot match the adhesion of a soft silicone-based one, which has led researchers to explore new resin formulations and processing techniques [
25]. Another challenge in continuous manufacturing is mold fidelity and durability. R2R systems typically employ a flexible mold (e.g., a thin PDMS or metal belt) wrapped around a roller. While flexible molds allow continuous operation, they can deform under pressure, causing variations in pattern dimensions or alignment [
26]. Re-entrant mushroom-shapes are especially prone to demolding issues with soft molds – the elastic mold material can stretch and lead to tip deformations or even breakage during demolding [
13,
26]. In contrast, rigid plate-shaped molds (e.g., Si-wafers used in batch imprinting) produce structures with very high precision. This motivates the question of whether it is possible to combine the precision of rigid molding with the throughput of continuous processing.
To address these challenges, we propose a novel manufacturing platform called “Stepwise Thermal Patterning.” This system is based on a rotating plate-style Si-wafer master mold divided into segments, which sequentially execute imprinting and thermal curing in a step-and-repeat fashion. By using a high-precision rigid Si-wafer master mold, micropattern distortion and demolding difficulties that occur in the conventional R2R (flexible mold) process are prevented. Moreover, by elevating the curing temperature to approximately 180℃, PDMS can be efficiently cured in-line despite the slow reaction rate. High-precision pattern transfer was confirmed by scanning electron microscopy analysis, and the replicated mushroom-shaped adhesives maintained structural precision and adhesive performance even after repeated manufacturing cycles. The replicated dry adhesive films exhibited consistent adhesive performance across multiple manufacturing cycles, maintaining more than 83.5% of their initial pull-off strength even after 100,000 attachment-detachment cycles. These results experimentally demonstrate the feasibility of scalable fabrication of a reliable bio-inspired dry adhesive. In summary, this study presents an integrated manufacturing solution that combines PDMS material formulation, optimized thermal curing conditions, a rotary split mold mechanism, and automated process control to overcome technical barriers to the scale-up of gecko-inspired adhesives. This platform technology is expected to accelerate the practical application of high-performance dry adhesives in applications requiring repetitive, residue-free attachment, such as robotic grippers, semiconductor wafer handling, and wearable electronics.
2. System Design and Process Principle
2.1 System Configuration Overview
In this study, an automated patterning system was developed for the reliable fabrication of gecko-inspired dry adhesives with biomimetic microstructures via a stepwise thermal imprinting process. This system is designed to ensure high pattern precision and production efficiency, breaking away from conventional static molds and manual processes. Specifically, it can perform liquid PDMS dispensing, pattern imprinting, thermal curing, demolding, and winding continuously and repeatedly, making it suitable for automated mass production.
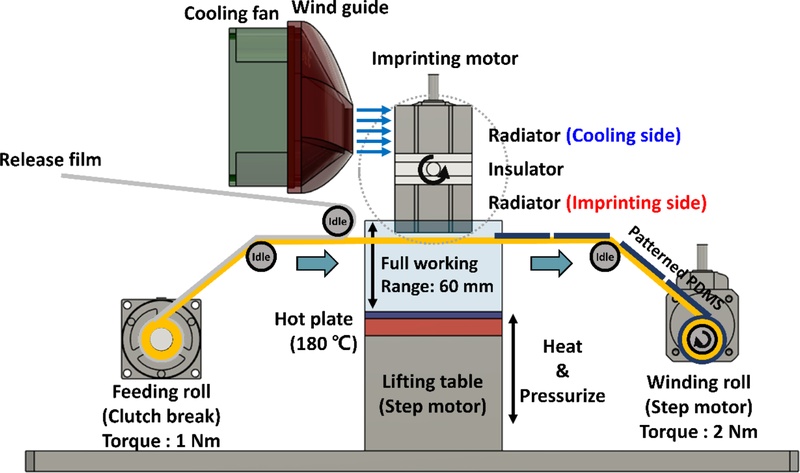
Fig. 1 schematically illustrates the overall configuration and process sequence of this system. The core of the system lies in a combination of flat molds (master molds) mounted on rotating upper and lower aluminum radiators, and a Z-axis lifting table. The process proceeds as follows. First, the surface of the mold fixed to the upper radiator is uniformly coated with uncured PDMS resin, and the mold is rotated to the designated transfer position. At that position, the lifting table rises so that the film and mold come into precise contact, and the resin is thermally cured at approximately 180℃ via a hot plate mounted on the lifting table. After curing, the lifting table descends, and as the winding and imprinting motors rotate, the cured patterned adhesive is peeled from the mold and transferred onto the film. The transferred film is automatically collected by a winding module, and this entire cycle is repeated to enable continuous mass production.
Fig. 1Schematic illustration of the overall system architecture for stepwise thermal patterning. The system integrates sequential processes including uncured PDMS dispensing, plate-to-plate imprinting, thermal curing, demolding, and film winding for automated mass production of dry adhesives
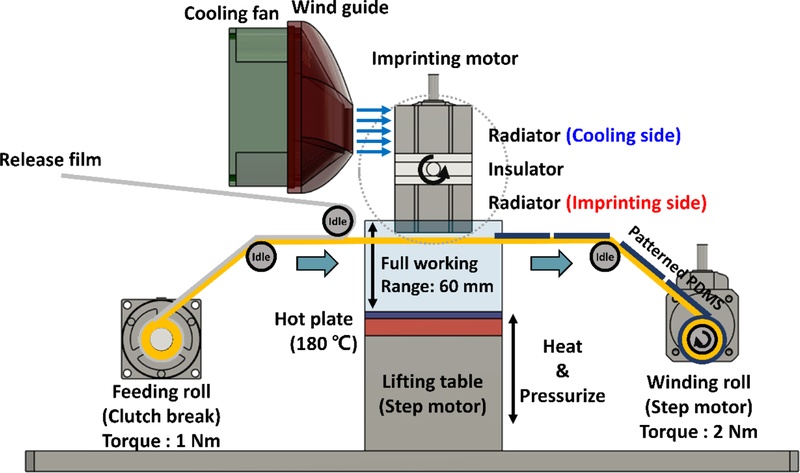
The system is composed of the following modules:
(1) Film Feeding Module: Supplies an adhesive polyimide (PI) film from a cylindrical roll while maintaining constant tension via a clutch brake.
(2) Imprinting Module: A flat gecko-patterned Si-mold fixed on a rotatable shaft sequentially moves into the transfer position. While curing is in progress at the imprinting side, new uncured PDMS resin is applied to the upper mold to prepare the next dry adhesive, and an insulating plate is installed to prevent interference between the molds and to suppress heat diffusion.
(3) Lifting and Thermal Curing Module: The Z-axis lifting table raises the film into contact with the gecko-patterned Si-mold, and the resin is cured by the hot plate at the bottom.
(4) Demolding and Transfer Module: After the Z-axis stage descends, the dry adhesive is peeled off from the mold to the PI film, and the film is advanced by a set interval.
(5) Winding Module: Automatically winds the transferred film and collects it for subsequent processing or storage.
Currently, the feed rate of the system is about 150 mm/min, and this can be increased through adjustments of the operating parameters. The Stepwise Thermal Patterning approach utilizing flat molds can secure superior performance in terms of fine micropattern precision and fabrication compared to the existing conventional roller-mold method.
2.2 Process Sequence and Operating Principle
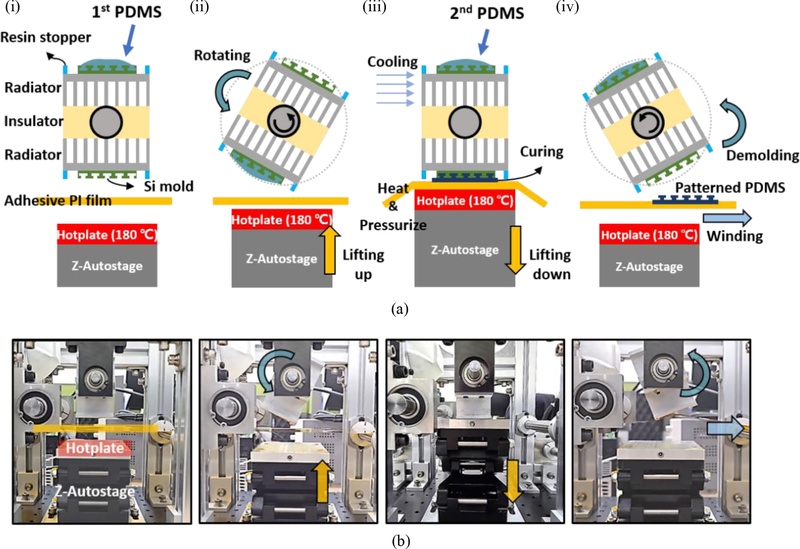
A schematic illustration of the four-step imprinting process principle, which enables repetitive, high-precision pattern imprinting and thermal curing using a rotary mold and a Z-axis lifting stage, is shown in
Fig. 2. In the first step (i), the upper mold is uniformly coated with uncured PDMS resin, then rotated to a transfer position and placed in a standby state.
Fig. 2(a) Process schematic of the four-step thermal imprinting cycle: (i) deposition of pre-degassed PDMS resin onto the rotating upper mold surface; (ii) precise contact between the mold and substrate achieved by upward motion of the Z-axis lifting platform; (iii) thermal curing of the resin through localized heating at 180℃ using an integrated hot plate; (iv) controlled separation of the cured structure from the mold followed by continuous film transport and collection, and (b) Sequential photographs of the actual imprinting operation showing each corresponding process step
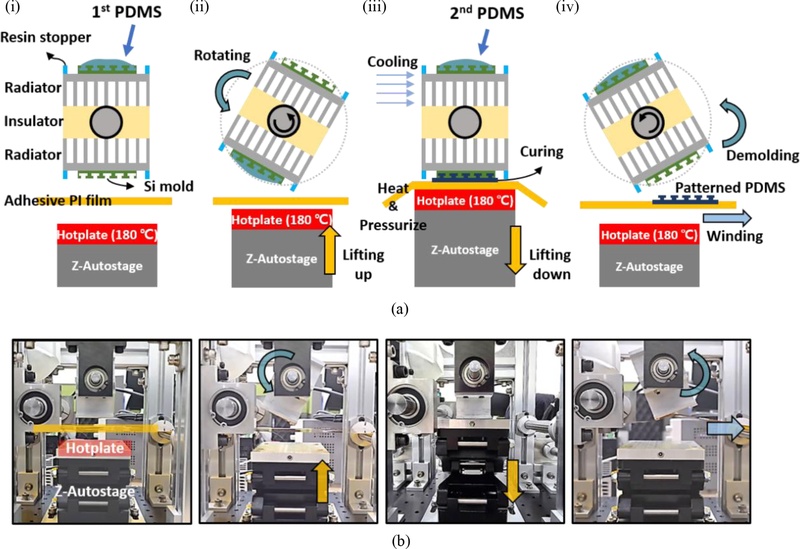
At this stage, the resin fills the pre-formed concave micro-patterns on the mold, and a resin stopper attached at the mold’s edges suppresses resin spread and maintains a precise gap between the mold and film. In other words, the stopper serves as a physical spacer that prevents the mold from being pressed too deeply into the substrate, ensuring shape fidelity and thickness uniformity of the final pattern. This mechanism prevents the liquid state resin from being completely squeezed out and allows the patterned layer’s thickness to be uniformly controlled. In the second step (ii), once the mold reaches the transfer position, the Z-axis auto-stage rises to press the film into contact with the mold. A hot plate set to approximately 180°C initiates thermal curing of the PDMS resin. Curing proceeds for approximately 3 minutes, which is sufficient to achieve full crosslinking under the moderate contact pressure defined by the lifting stage motion. Specifically, the film is brought into contact with the mold until the resin stopper makes physical contact, thereby establishing a consistent imprinting gap and applied force. In the third step (iii), heating is maintained to complete the curing process while ensuring pattern fidelity. During this period, the upper mold is moved into a cooling zone for the next cycle, with an insulating plate and cooling fan employed to prevent premature curing and residual heat buildup. In the final step (iv), the Z-axis stage lowers, and the cured dry adhesive is peeled off from the mold and transferred onto the PI film. Simultaneously, the film is advanced and wound and moved to a position for the next cycle. By continuously repeating these cycles, dry adhesives can be produced in large quantities. This process provides high pattern precision and repeatability, and the inclusion of dedicated cooling and thermal insulation features in the design minimizes mold wear and prevents premature curing issues.
Fig. 2(b) presents photographs of the actual device operation corresponding to each step.
3. Results and Discussion
3.1 Microstructure Replication Accuracy Evaluation
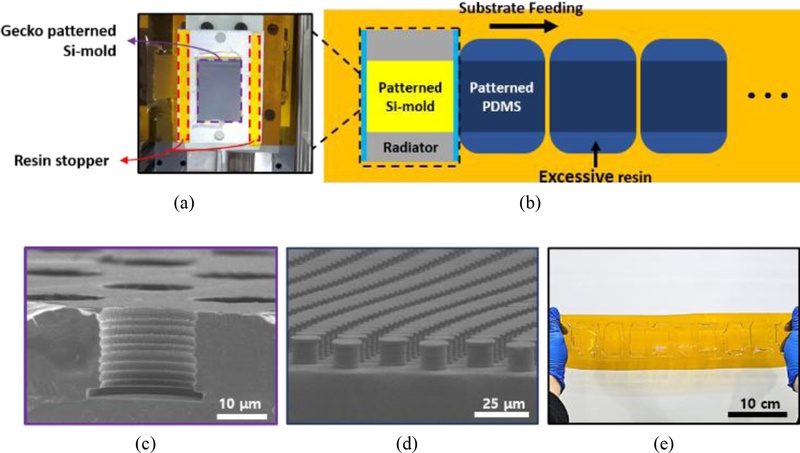
Fig. 3 shows the results of replicating the gecko-type dry adhesive produced using the developed automated system.
Fig. 3(a) is a photograph of the radiator module with a flat mold attached. Resin stoppers mounted on both sides of the mold define the coating area for the liquid state PDMS resin, enabling precise control of the replicated pattern’s thickness; by adjusting the thickness of these stoppers, the overall thickness of the final adhesive sample can be kept consistent. Also, a schematic diagram of the pattern transfer process along the film feed direction, showing how the surface pattern of the mold is repeatedly replicated onto the PI film substrate, is shown in
Fig. 3(b). Excess resin is expelled beyond the transfer area, preventing the formation of an undesired “ink pool” and promoting the formation of a uniform microstructure. Cross-sectional SEM images of a Si-wafer master mold featuring a negative gecko-foot microstructure reveal a hierarchical pillar-tip structure: a mushroom-shaped tip, 20 μm in diameter and approximately 1 μm thick, rests on a pillar measuring 15 μm in diameter and 15 μm in height (
Fig. 3(c)). Subsequently, SEM images of the dry adhesive replicated in this mold show that the microstructure was transferred with high fidelity (
Fig. 3(d)). The mushroom-shaped tips mimicking the gecko’s footpads are vertically aligned without distortion and reproduced with excellent precision.
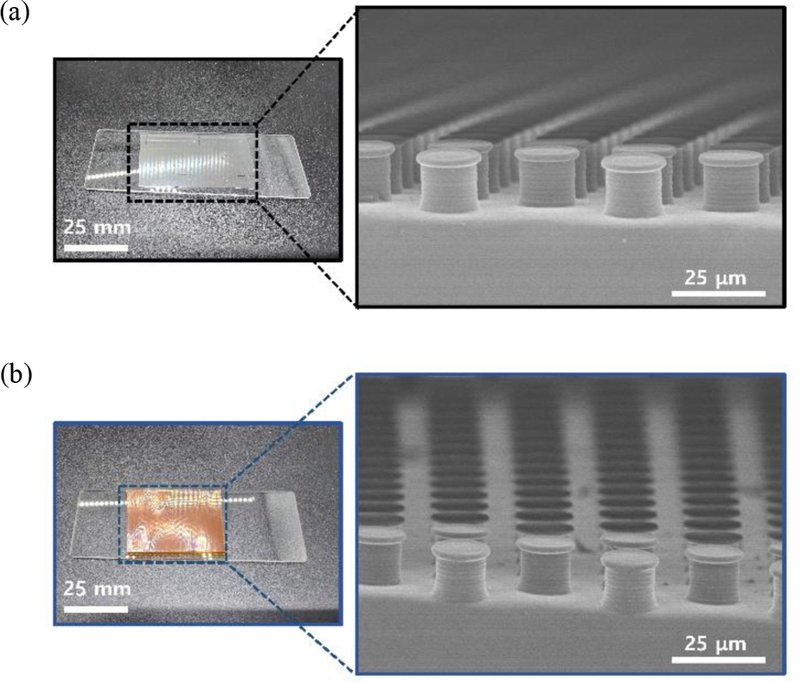
Fig. 3(e) is a photograph of the film after the replication process, showing that numerous dry adhesive patterns have been formed in succession on the PI film. This confirms that through the repeated replication process, dozens of uniform adhesive structures can be produced. The fabricated dry adhesive film exhibited a uniform thickness of approximately 1 mm, including the flexible PDMS backing layer. This consistent layer configuration suggests the potential scalability of the process for producing large-area adhesive films spanning tens of centimeters or more. To evaluate the quality of the fabricated adhesives, a sample produced by the conventional manual molding method (
Fig. 4(a)) was compared with a sample produced by the automated system (
Fig. 4(b)). In
Fig. 4, the left image for each sample shows its overall appearance, and the right image is an SEM close-up of the microstructure. Both methods used the same gecko-patterned master mold, and in both samples the micropillars stand upright and the tip structures are well replicated, maintaining uniform alignment across the entire area.
Fig. 3(a) Photograph of the radiator block with resin stoppers affixed to control PDMS coating area and layer thickness, (b) Schematic diagram of the repetitive pattern transfer process along the film transport direction, (c) Cross-sectional SEM image of the silicon master mold featuring a gecko-inspired concave micropillar array with tips, (d) SEM images of the replicated dry adhesive showing faithful transfer of vertical micropillars and tip structures, and (e) Photograph of the replicated film showing uniform microstructures over an expanded area following repeated imprint cycles
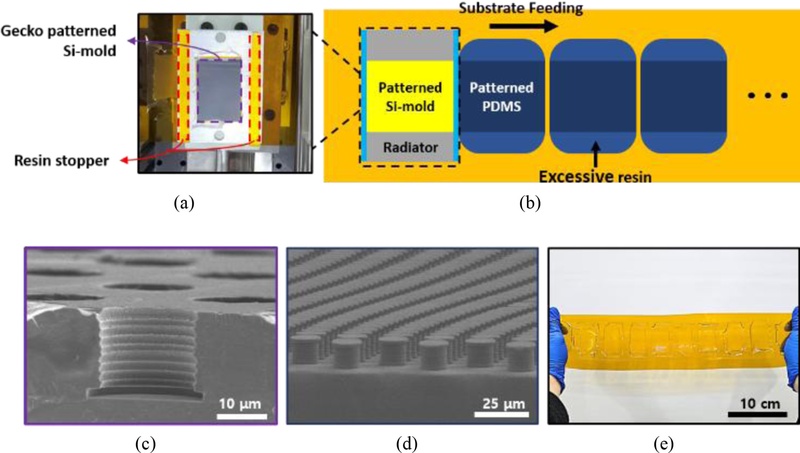
Fig. 4Comparison of dry adhesive samples fabricated by (a) manual static molding and (b) the developed automated thermal patterning system. Left: macroscopic image of the full sample. Right: SEM images highlighting the quality of the replicated mushroom-shaped microstructures
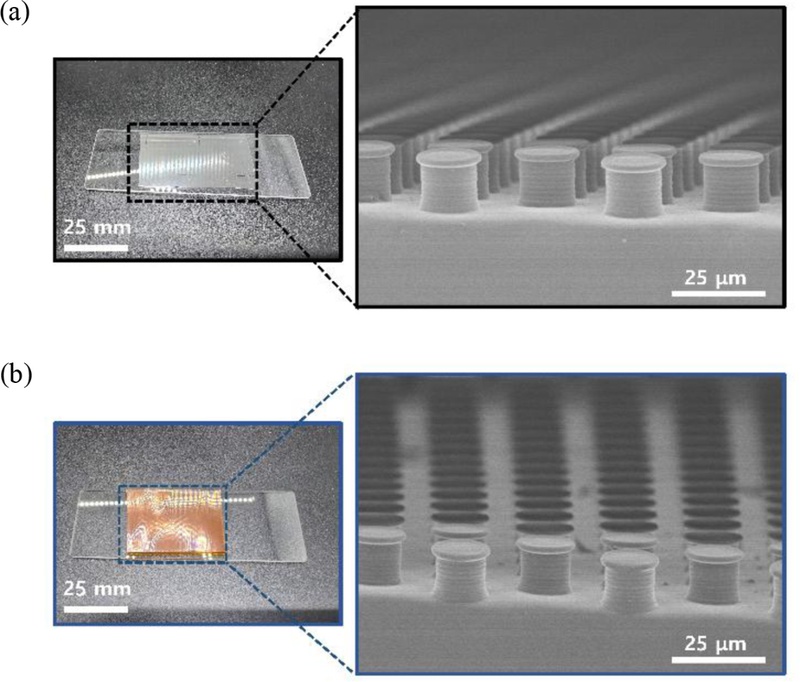
This comparison demonstrates that the developed system is a highly reliable platform with excellent pattern fidelity and repeatable replication capabilities. In particular, the ability to precisely control process parameters (such as resin amount, temperature, pressure, and contact time) ensures that even after repeated replication cycles, the microstructures are produced with excellent accuracy and reproducibility. Moreover, the strategy of using resin stoppers for thickness control, along with the plate-to-plate mold configuration, indicates a versatile and generalizable design that can be applied to the fabrication of various functional surface patterns in the future.
3.2 Adhesion Performance and Durability Evaluation
The experimental results for evaluating the adhesive performance and durability of dry adhesives replicated through the Stepwise Thermal Patterning system are presented in
Fig. 5.
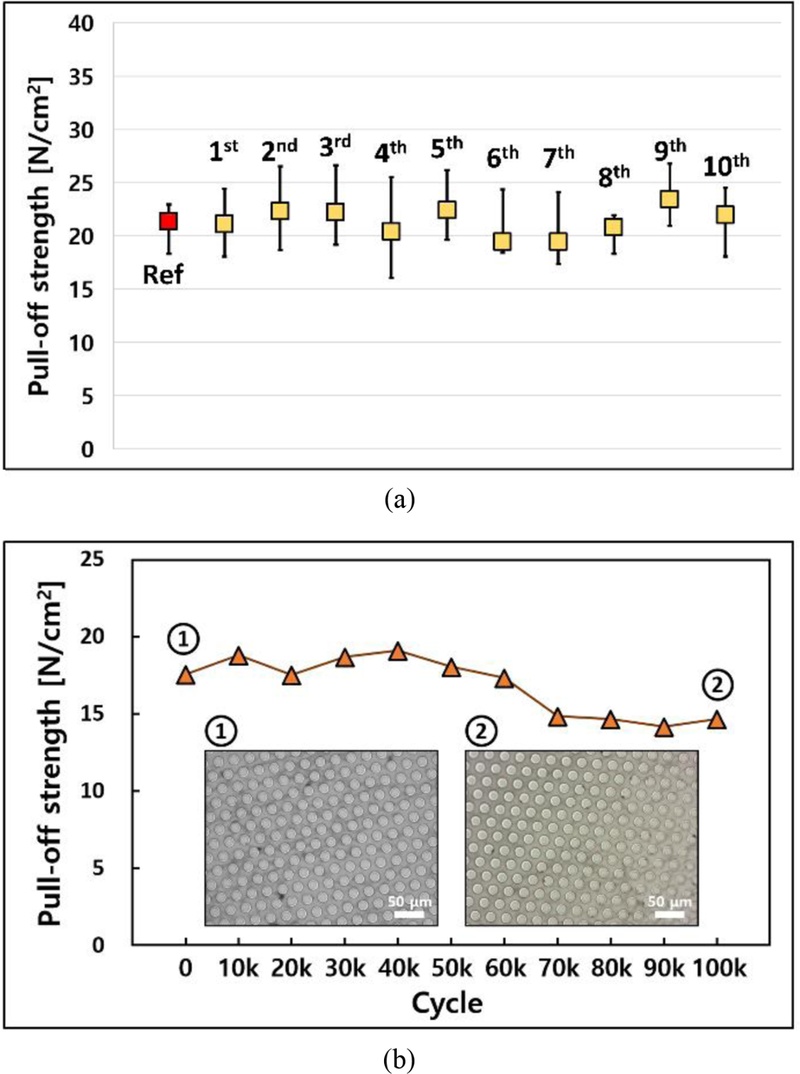
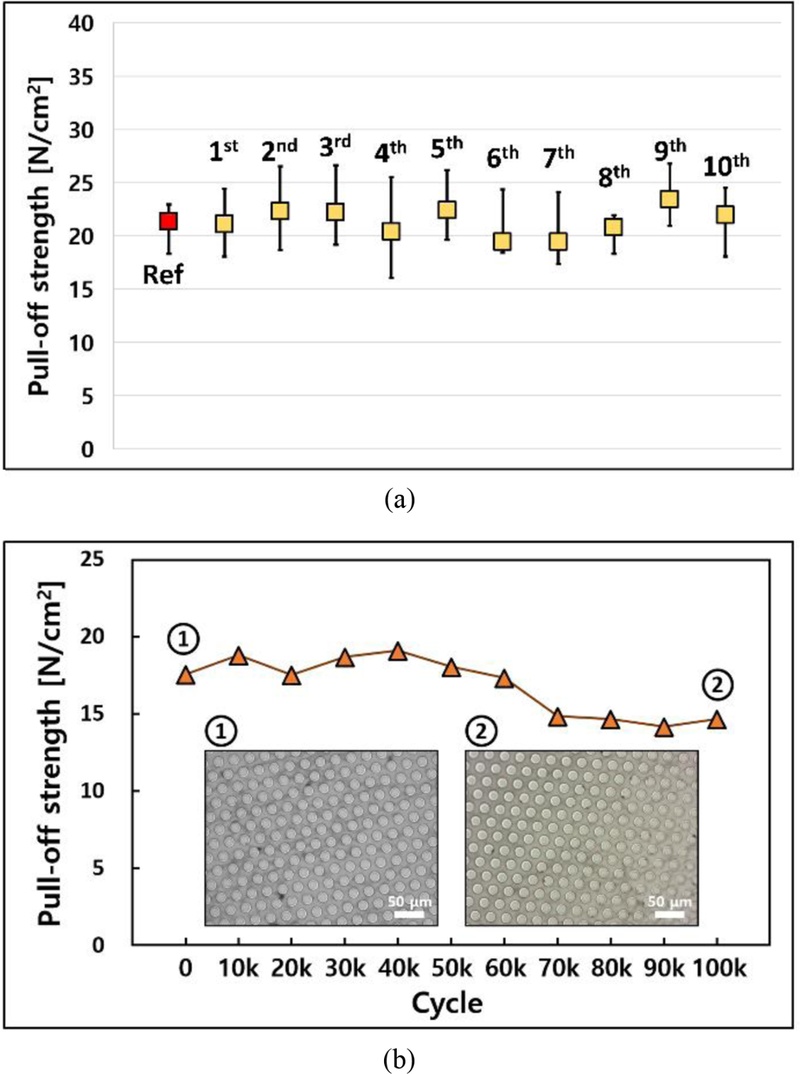
Fig. 5(a) shows the measured vertical pull-off strength for a reference sample made by a manual process and for dry adhesive samples produced by the automated system from 1 up to 10 consecutive replications. All samples were tested under identical conditions and exhibited a stable adhesive strength of about 20-23 N/cm² on average, with deviations within ±3 N/cm². This result indicates that uniform adhesive performance is maintained regardless of the number of replication cycles, and that in terms of replication yield, each sample successfully reproduces the mold’s micro-pattern with nearly identical fidelity.
Fig. 5(b) shows the results of a long-term cyclic adhesion test performed over 100,000 attachment-detachment cycles under a preload of 500 g. The pull-off strength was measured at 10,000-cycle intervals. The initial pull-off strength was 17.58 N/cm², and values remained stable up to 60,000 cycles, fluctuating between 17.36 and 19.09 N/cm². After 70,000 cycles, a gradual decline in adhesion was observed, reaching 14.68 N/cm² at 100,000 cycles—corresponding to approximately 83.5% of the initial strength. Despite this decrease, the adhesive maintained sufficient bonding capacity throughout the test. The optical microscope images inset in
Fig. 5(b) confirm that the mushroom-shaped tips retained their geometry without visible wear or delamination, even after prolonged cycling. These results demonstrate that the replicated dry adhesives possess not only excellent structural fidelity but also practical durability suitable for applications requiring repeated attachment and detachment operations.
Fig. 5(a) Comparison of pull-off strength for dry adhesive samples fabricated via conventional manual replication (Ref) and ten individual dry adhesive samples replicated through the stepwise thermal patterning system under a constant preload of 500 g, and (b) Pull-off strength of dry adhesive over 100,000 attachment-detachment cycles under a preload of 500 g. Insets show microstructure tips before and after testing, indicating minimal damage
4. Materials and Methods
4.1 Materials Preparation
Polydimethylsiloxane (PDMS, Sylgard 184, Dow Corning, USA) was used as the base material for fabricating the gecko-inspired dry adhesives. The PDMS base and curing agent were mixed in a 10:1 weight ratio, then degassed under vacuum to eliminate any air bubbles. The Si-wafer master mold with the bio-inspired gecko foot structure was fabricated using standard photolithography followed by deep reactive ion etching (DRIE). The microstructure on the mold was optimized to have a mushroom-like geometry, consisting of a microscale pillar with a widened tip on top (mimicking the spatula structure of a gecko’s toe pad). The thermal insulating plate was made of a silicate binder-based insulating material. It was inserted between the upper and lower aluminum radiators (which hold the molds) to prevent thermal diffusion between the molds and to suppress premature curing of the PDMS on the mold that is being prepared for the next cycle. The resin stopper was fabricated by bar-coating a 2mm-thick PDMS sheet and was then fixed to the aluminum radiator using double-sided Kapton tape. The resin stopper serves to maintain a consistent resin layer thickness during coating and provides a controlled gap between the mold and the film during imprinting.
4.2 Characterization and Performance Evaluation
The structure and performance of the replicated dry adhesive were evaluated using the following instruments and methods:
(1) Optical Inspection: A Nikon LV150N optical microscope was used to observe the uniformity of the replicated microstructures and their overall arrangement on the substrate.
(2) Surface Morphology Analysis: A scanning electron microscope (SEM, Hitachi SU8220) was used to examine the geometry of the replicated microstructures at high magnification. The sample surfaces were sputter-coated with a thin layer of platinum (Pt) and imaged at an accelerating voltage of 5 kV to obtain clear SEM images.
(3) Adhesion Performance Test: A custom motor-driven crank device was used to measure pull-off strength. Each sample (1 × 1 cm2) was attached to a glass substrate and then pulled off in the vertical direction; tests were conducted under ambient conditions (25°C, 55% RH) by applying a preload of 500 g for 10 s, followed by pull-off at a rate of 2 mm/min.
(4) Durability Test: Using the same setup, each sample underwent up to 100,000 repetitive attachment-detachment cycles. The pull-off strength was measured every 10,000 cycles to evaluate long-term durability and retention of adhesive performance.
5. Conclusion
In this study, a Stepwise Thermal Patterning system was designed for the mass production of PDMS-based gecko-inspired dry adhesives, and its practicality and performance were demonstrated through prototype fabrication and testing. The main findings are as follows:
First, the system is a plate-to-plate style repetitive process platform based on a rotary mold and lifting table, which automates the entire sequence from liquid PDMS application to pattern transfer, thermal curing, demolding, and winding. This resulted in superior production efficiency (transport speed of approximately 150 mm/min) compared to conventional batch molding processes, and further increases in throughput are expected with optimization of process conditions.
Second, by using a finely machined Si-wafer master mold along with resin stoppers for precise gap control, the replicated microstructures exhibit high shape fidelity and uniform thickness. Optical microscopy and SEM analysis confirmed that the structural replication fidelity is maintained over areas exceeding several square centimeters.
Third, the pull-off strength measurements showed stable adhesive performance (20-23 N/cm2) over repeated replication cycles, with minimal variation. Durability testing further demonstrated that the dry adhesives retained over 83.5% of their initial adhesion after 100,000 attachment-detachment cycles, without observable structural damage.
Fourth, by utilizing plate molds, the system is capable of highresolution patterning and offers easier and more cost-effective mold fabrication compared to roller-based imprinting systems. Moreover, the system’s architecture allows multiple imprinting processes to be arranged in parallel, indicating that it can be flexibly scaled up to larger substrate widths (e.g., 300 mm or more) or adapted for high-speed continuous production using multiple imprinting stations in the future.
In summary, this work presents an automated manufacturing technology that enables mass replication of high-precision, durable gecko-inspired dry adhesive structures. This platform technology has potential applications in a wide range of industries, including robotic grippers, device attachment interfaces, and wearable devices. Future efforts should focus on extending this approach by exploring various microstructure designs and functional materials, further increasing the process speed, and scaling up to larger areas, in order to drive practical industrial applications and eventual commercialization.
ACKNOWLEDGMENTS
This research was supported by the NRF grant funded by the Ministry of Science and ICT (No. RS-2024-00342614) and the Korea Industrial Complex Corporation (KICOX) through the Project for Strengthening Industrial Cluster Competitiveness (No. GBGS2509).
REFERENCES
- 1.
Hensel, R., Moh, K., Arzt, E., (2018), Engineering micropatterned dry adhesives: From contact theory to handling applications, Advanced Functional Materials, 28(28), 1800865.
10.1002/adfm.201800865
- 2.
Hassan, M. M., Mahajan, A., (2025), Gecko-inspired adhesives: Mechanical principles, synthetic fabrications, and applications, The Journal of Adhesion, 1-49.
10.1080/00218464.2025.2536679
- 3.
Liu, Y., Wang, H., Li, J., Li, P., Li, S., (2024), Gecko-inspired controllable adhesive: Structure, fabrication, and application, Biomimetics, 9(3), 149.
10.3390/biomimetics9030149
- 4.
Kim, S., Sitti, M., (2006), Biologically inspired polymer microfibers with spatulate tips as repeatable fibrillar adhesives, Applied Physics Letters, 89(26).
10.1063/1.2424442
- 5.
Jeong, H. E., Suh, K. Y., (2009), Nanohairs and nanotubes: Efficient structural elements for gecko-inspired artificial dry adhesives, Nano Today, 4(4), 335-346.
10.1016/j.nantod.2009.06.004
- 6.
Betegón, C., Rodríguez, C., Martínez-Pañeda, E., McMeeking, R. M., (2025), Pull-off strength of mushroom-shaped fibrils adhered to rigid substrates, The Journal of Adhesion, 1-32.
10.1080/00218464.2025.2529522
- 7.
Shao, Y., Li, M., Tian, H., Zhao, F., Xu, J., Hou, H., Zhang, Z., Wang, D., Chen, X., Li, W., Yan, H., Shao, J., (2025), Gecko-inspired intelligent adhesive structures for rough surfaces, Research, 8, 0630.
10.34133/research.0630
- 8.
Wang, D., Tian, H., Zhang, J., Liu, H., Li, X., Wang, C., Chen, X., Shao, J., (2025), Self-adaptive core-shell dry adhesive with a “live core” for high-strength adhesion under non-parallel contact, Engineering.
10.1016/j.eng.2024.12.035
- 9.
del Campo, A., Greiner, C., Arzt, E., (2007), Contact shape controls adhesion of bioinspired fibrillar surfaces, Langmuir, 23(20), 10235-10243.
10.1021/la7010502
- 10.
Aksak, B., Sahin, K., Sitti, M., (2014), The optimal shape of elastomer mushroom-like fibers for high and robust adhesion, Beilstein Journal of Nanotechnology, 5, 630-638.
10.3762/bjnano.5.74
- 11.
Kim, S., Kim, J., Seo, S., So, H., (2025), Gecko-inspired soft actuators for wafer handling via overcuring-induced anisotropic microstructures in dlp 3D printing, Microsystems & Nanoengineering, 11(1), 68.
10.1038/s41378-025-00920-8
- 12.
Sameoto, D., Menon, C., (2009), Direct molding of dry adhesives with anisotropic peel strength using an offset lift-off photoresist mold, Journal of Micromechanics and Microengineering, 19(11), 115026.
10.1088/0960-1317/19/11/115026
- 13.
Kim, T.-I., Jeong, H. E., Suh, K. Y., Lee, H. H., (2009), Stooped nanohairs: Geometry-controllable, unidirectional, reversible, and robust gecko-like dry adhesive, Advanced Materials, 21(22), 2276-2281.
10.1002/adma.200803710
- 14.
Xia, Y., Whitesides, G. M., (1998), Soft lithography, Angewandte Chemie International Edition, 37(5), 550-575.
10.1002/(SICI)1521-3773(19980316)37:5<550::AID-ANIE550>3.0.CO;2-G
- 15.
Lee, S. H., Kim, S. W., Kang, B. S., Chang, P.-S., Kwak, M. K., (2018), Scalable and continuous fabrication of bio-inspired dry adhesives with a thermosetting polymer, Soft Matter, 14(14), 2586-2593.
10.1039/C7SM02354E
- 16.
Murphy, M. P., Aksak, B., Sitti, M., (2009), Gecko-inspired directional and controllable adhesion, Small, 5(2), 170-175.
10.1002/smll.200801161
- 17.
Linghu, C., Liu, Y., Yang, X., Li, D., Tan, Y. Y., Mohamed Hafiz, M. H. B., Rohani, M. F. B., Du, Z., Su, J., Li, Y., Huo, Y., Xu, H., Wang, X., Wang, Y., Yu, J., Gao, H., Hsia, K. J., (2024), Fibrillar adhesives with unprecedented adhesion strength, switchability and scalability, National Science Review, 11(10).
10.1093/nsr/nwae106
- 18.
Dumond, J. J., Yee Low, H., (2011), Recent developments and design challenges in continuous roller micro- and nanoimprinting, Journal of Vacuum Science & Technology B, 30(1).
10.1116/1.3661355
- 19.
Kooy, N., Mohamed, K., Pin, L. T., Guan, O. S., (2014), A review of roll-to-roll nanoimprint lithography, Nanoscale Research Letters, 9(1), 320.
10.1186/1556-276X-9-320
- 20.
Yu, D., Beckelmann, D., Opsölder, M., Schäfer, B., Moh, K., Hensel, R., De Oliveira, P. W., Arzt, E., (2019), Roll-to-roll manufacturing of micropatterned adhesives by template compression, Materials, 12(1), 97.
10.3390/ma12010097
- 21.
Ahn, S. H., Guo, L. J., (2009), Large-area roll-to-roll and roll-to-plate nanoimprint lithography: A step toward high-throughput application of continuous nanoimprinting, ACS Nano, 3(8), 2304-2310.
10.1021/nn9003633
- 22.
Yi, H., Hwang, I., Lee, J. H., Lee, D., Lim, H., Tahk, D., Sung, M., Bae, W.-G., Choi, S.-J., Kwak, M. K., Jeong, H. E., (2014), Continuous and scalable fabrication of bioinspired dry adhesives via a roll-to-roll process with modulated ultraviolet-curable resin, ACS Applied Materials & Interfaces, 6(16), 14590-14599.
10.1021/am503901f
- 23.
Lee, S. H., Yi, H., Park, C. W., Jeong, H. E., Kwak, M., (2018), Continuous tip widening technique for roll-to-roll fabrication of dry adhesives, Coatings, 8(10), 349.
10.3390/coatings8100349
- 24.
Ahn, S. H., Guo, L. J., (2008), High-speed roll-to-roll nanoimprint lithography on flexible plastic substrates, Advanced Materials, 20(11), 2044-2049.
10.1002/adma.200702650
- 25.
Castellanos, G., Arzt, E., Kamperman, M., (2011), Effect of viscoelasticity on adhesion of bioinspired micropatterned epoxy surfaces, Langmuir, 27(12), 7752-7759.
10.1021/la2009336
- 26.
Leitgeb, M., Nees, D., Ruttloff, S., Palfinger, U., Götz, J., Liska, R., Belegratis, M. R., Stadlober, B., (2016), Multilength scale patterning of functional layers by roll-to-roll ultraviolet-light-assisted nanoimprint lithography, ACS Nano, 10(5), 4926-4941.
10.1021/acsnano.5b07411
Biography
- Han Jun Park
Ph.D. candidate in the Department of Mechanical Engineering, Kyungpook National University. His research focuses on micro-structured surface design and functional dry adhesive systems.
- Minsu Kim
Postdoctoral researcher in the Department of Mechanical Engineering, Kyungpook National University. His research focuses on three-dimensional microstructure replication and soft lithography.
- Songyoung Lee
CEO of AMTEC Co., Ltd. His business areas include TRB, dry adhesive, and VHB.
- Moon Kyu Kwak
Professor in the Department of Mechanical Engineering, Kyungpook National University. His research interests include micro/nanoscale fabrication, precision molding systems, and their industrial applications.