ABSTRACT
Micro-hole perforation on stainless steel is essential for various industrial applications. However, achieving precise hole geometry, high aspect ratio, and excellent surface quality remains challenging with conventional drilling methods. In this study, we employed a single circular path trepanning technique using a femtosecond laser to drill micro-holes in 316L stainless steel with diameters less than 90 μm. Process parameters, including pulse energy, repetition rate, scan speed, and number of scans, were systematically varied. Resulting hole morphology and cross-sectional profiles were characterized using a confocal microscope and a scanning electron microscope. Our findings demonstrated that optimized femtosecond laser drilling could minimize recast layers, sputter deposition, and heat-affected zones, thereby achieving highquality micro-holes suitable for demanding industrial applications.
-
KEYWORDS: Femtosecond laser, Micro-drilling, Trepanning drilling
-
KEYWORDS: 펨토초 레이저, 마이크로 드릴링, 트레파닝 드릴링
NOMENCLATURE
1. Introduction
The trend toward miniaturization in electronics and precision engineering necessitates advanced manufacturing techniques for creating micro-scale features. Market forecasts indicate that miniaturized electronic devices and components will expand at a compound annual growth rate (CAGR) of 9.2% from 2023 to 2030 [
1-
3]. Micro-drilling has become necessary across diverse industrial fields, covering biomedical devices, automotive components, aerospace systems, and chemical processing equipment [
4]. Stainless steel, known for its cost efficiency and strong mechanical properties, is widely used in manufacturing high precision components such as surgical needles, orthopaedic implants, fuel injector nozzles, and filters [
5].
Laser drilling has emerged as a superior alternative to conventional methods such as mechanical drilling, owing to its ability to meet needed requirements for hole geometry [
6-
10]. Millisecond and nanosecond lasers have enabled notable progress, these longer-pulse methods often produce undesirable recast layers, sputter deposition, and thermal damage. In contrast, femtosecond lasers facilitate cold ablation due to their ultrashort pulse duration [
11-
13]. At ultrashort time scales, the process proceeds via a direct transition from solid to vapor or plasma, the lattice absorbs energy and heats on a picosecond time scale, rapidly forming vapor and plasma phases that expand into the surrounding vacuum. Because thermal conduction into the bulk material is negligible, heat-affected zones are minimized and thermal damage is effectively prevented [
14-
16]. These unique properties of femtosecond laser pulses enable highly precise and clean material processing, making them ideal for applications requiring high accuracy, such as micro drilling of metals [
17,
18]. Although there are other emerging drilling methods such as Electric Discharge Machining (EDM) and ultrasonic drilling methods. While EDM and ultrasonic drilling have their advantages in specific contexts, femtosecond laser drilling offers superior precision, minimal mechanical damage, and greater material flexibility, making it highly suitable for advanced microfabrication applications. The comparative results between femtoseconds laser drilling and other drilling methods is presented in
Table 1.
Table 1 Comparison of the capabilities of non-conventional micro drilling methods
Table 1
|
Non-conventional drilling methods |
Minimum hole size [μm] |
Maximum aspect ratio |
Maximum drilling speed [mm/s] |
|
Femtosecond laser micro-drillling |
1 [24] |
600 : 1 [25] |
6,000 [26] |
|
EDM micro-drilling |
5 [27] |
30 : 1 [28] |
0.1 [27] |
|
Ultrasonic micro-drilling |
5 [29] |
31 : 1 [30] |
N/A |
T. Li et al. used laser layered ring trepanning with transverse magnetic assistance to improve drilling efficiency and hole quality while reducing defects. The diameters of the inlet holes fabricated using this method ranged from 240 to 310 µm [
19]. Micro-holes drilled in vacuum with femtosecond laser was reported by Kamlage et al. to possess diameters of 100 µm [
20], L. Romoli et al. studied the development of micro – drilling cycle using ultrashort pulses, three drilling phases were proposed, fabricating a hole diameter ranging from 170 to 180 µm [
21]. Z. Gu et al. proposed a dual-path laser scanning strategy for the fabrication of micro-holes with a diameter of 90 µm however, the resulting holes exhibited a relatively low aspect ratio of only 0.8 [
22]. Furthermore, A. Gruner et al. utilized a basic percussion drilling method to fabricate micro-holes, achieving 28 µm inlet diameters in 0.1 mm thick stainless steel. But, their findings revealed that for thicknesses of 0.3 mm and above, the resulting holes exhibited poor quality, characterized by significant burr formation and extreme melt ejection [
23]. This work bridges the research gap by successfully fabricating micro-holes with diameters below 90 µm through a trepanning drilling approach, while maintaining favourable aspect ratios. The study evaluates the effects of key process parameters on hole geometry and surface quality. No pre- and post-treatments were applied to the surface of the samples. Our findings contribute to scientific understanding and industrial applications of femtosecond laser micro-drilling.
2. Experiment Procedure
2.1 Materials and Equipment
Austenitic stainless steel 316 L (thickness: 1.2 mm) was chosen as the substrate. The chemical composition is provided in
Table 1.
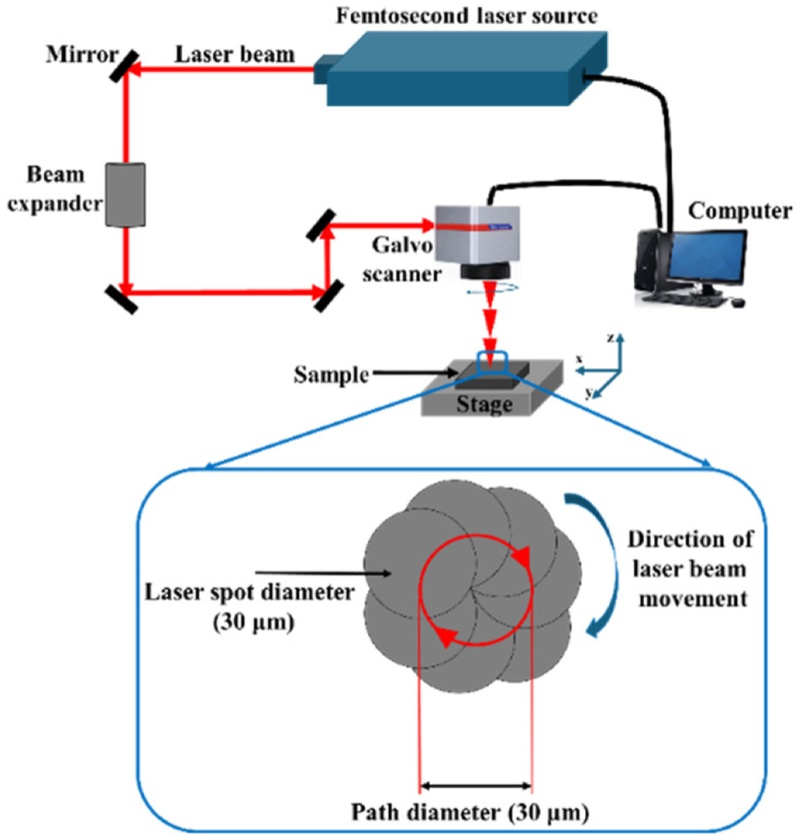
The micro-drilling experiments were performed using a light conversion femtosecond laser system (Carbide – CB3 – 40 W) with a maximum output power of 40 W, center wavelength of 1030 ± 10 nm, maximum pulse energy of 400 µJ, and pulse duration < 250 fs. The laser beam, after passing through a series of mirrors and a beam expander, was directed to a galvo scanner and focused using an f–theta lens to a spot size of 30 µm on the sample surface as illustrated in
Fig. 1.
Table 2
Chemical composition of SUS 316 L
[wt%]
Table 2
|
Element |
Mn |
Ni |
Cr |
Mo |
Si |
S |
C |
P |
Fe |
|
wt% |
2 |
12 |
16 |
2 |
1 |
0.03 |
0.03 |
0.45 |
Balanced |
Fig. 1Schematic diagram of the femtosecond laser system illustrating the single circular path drilling technique
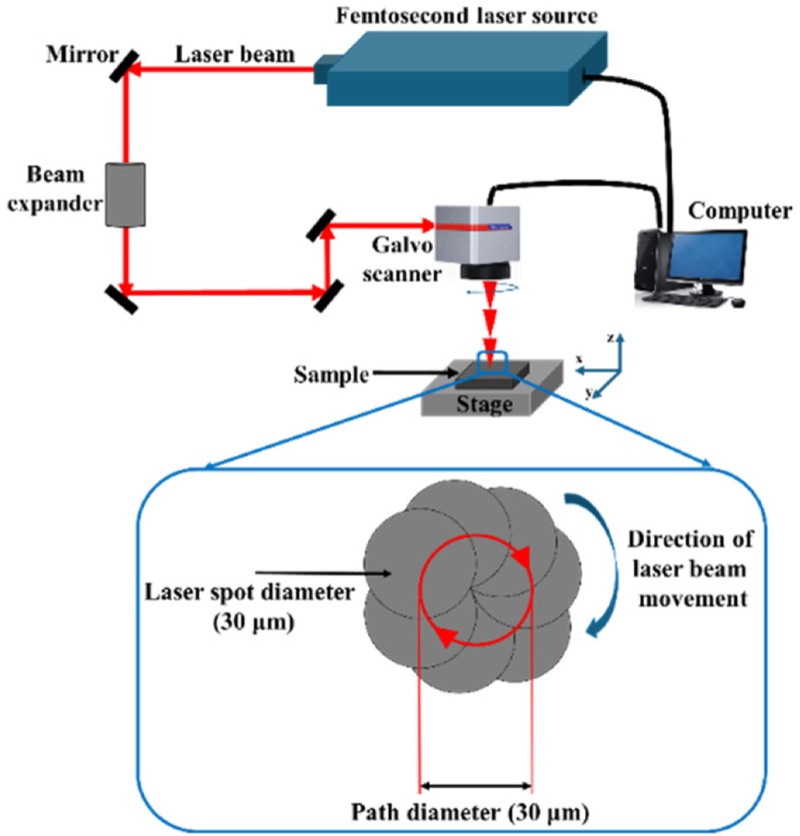
2.2 Laser Set-up and Drilling Technique
The trepanning drilling technique was utilized, where the scanner moves the beam along a preset single circular path [
31,
32] 30 µm in diameter to ablate material progressively and form a micro-hole. The drilling process was performed at room temperature and ambient air without the use of assisted gas. The morphology of the drilled holes was examined using a Leica confocal Optical Microscope (OM) and Scanning Electron microscopy (SEM). The key geometrical parameters (average diameter, circularity, depth, and aspect ratio) were measured as outlined in
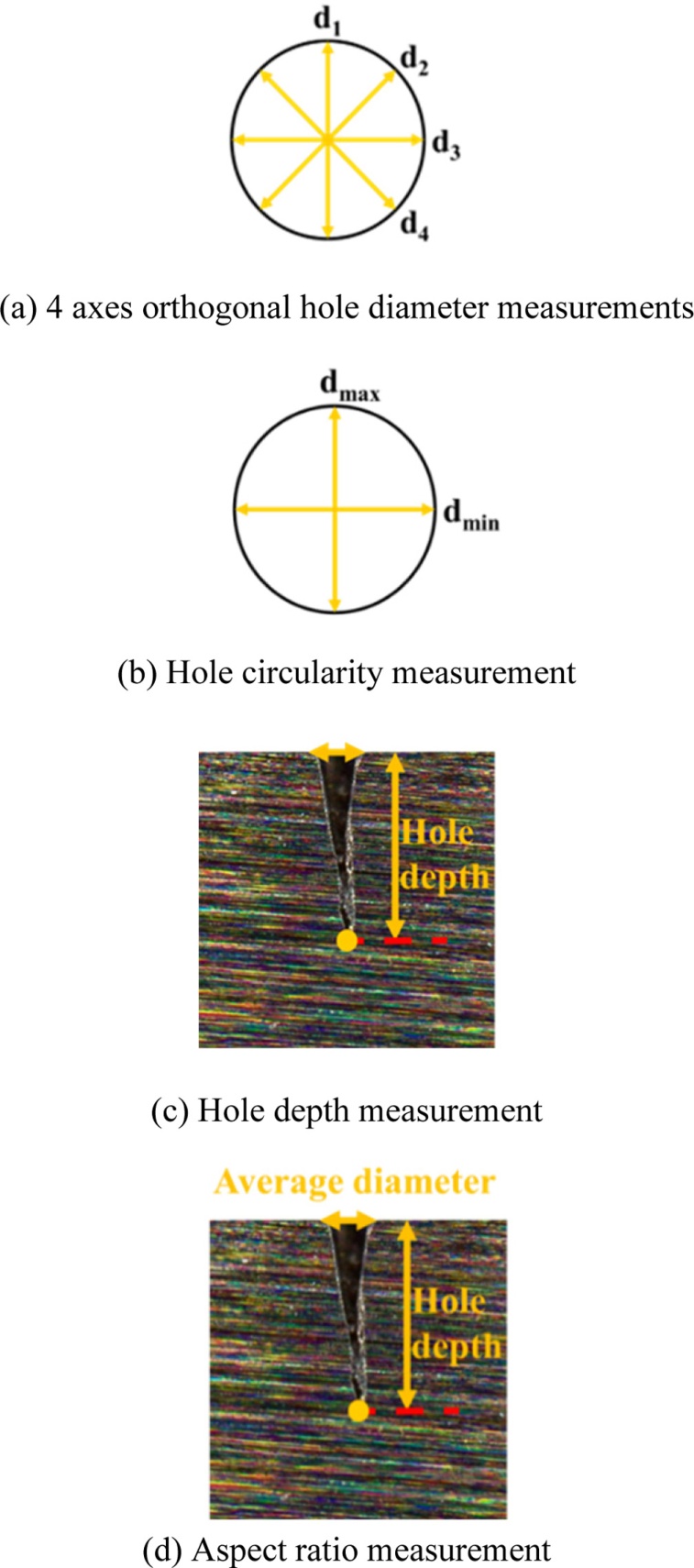
Fig. 2.
Fig. 2Illustration of the four micro-hole morphological characterization
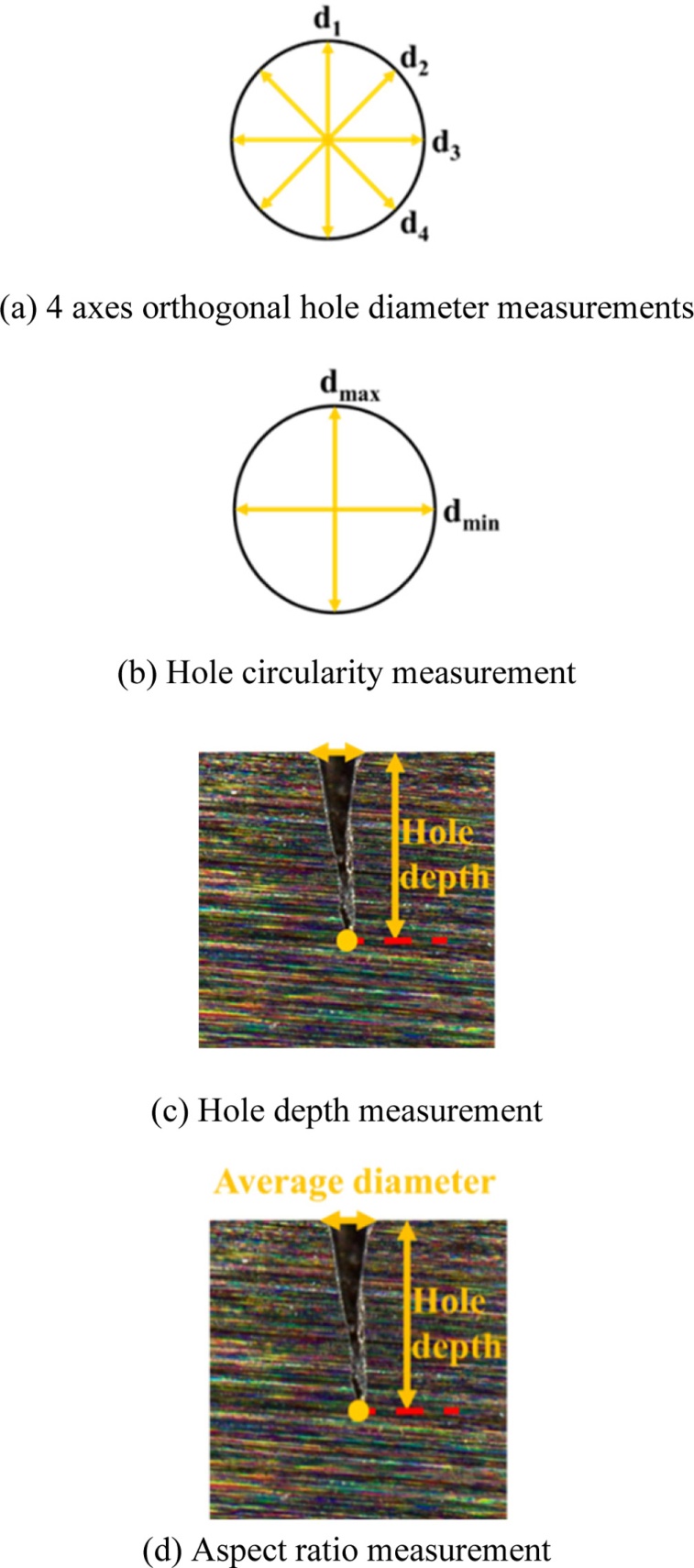
2.3 Micro Hole Morphology Characterization
In this study, the average diameter, hole circularity, depth, and aspect ratio were employed as evaluation indices to assess the geometric accuracy of the fabricated holes. The average diameter is defined as the arithmetic mean of multiple diameter measurements acquired along different orientations intersecting the geometric center of the micro-hole. To account for potential shape asymmetry, diameters d
1, d
2, d
3, and d
4 as depicted in
Fig. 2(a), are measured along four orthogonal axes passing through the hole center and calculated as shown in
Eq. (1) [
33].
Hole circularity quantifies the deviation of the micro-hole shape from an ideal circle. It is computed as the ratio of the minimum to maximum measured diameters across the hole, expressed as a percentage, with a value of 100% indicating perfect circularity [
34].
Hole depth shown in
Fig. 2(c) is the vertical distance from the surface to the deepest point along the central axis of the micro-hole. This parameter is critical for assessing the penetration capability and efficiency of the laser drilling process.
The aspect ratio was calculated as the ratio of the average hole depth to the average hole diameter from
Eq. (3). This parameter provides a quantitative measure of the relative depth compared to the lateral dimension of the micro-holes [
35].
3. Results and Discussion
3.1 Effect of Laser Power
An experiment was conducted to investigate the influence of laser power on micro-hole drilling, as detailed in
Table 3. The laser power was varied from 20 to 200 mW, while the pulse repetition rate, scanning speed, and number of scans were maintained at 5 kHz, 20 mm/s, and 100, respectively.
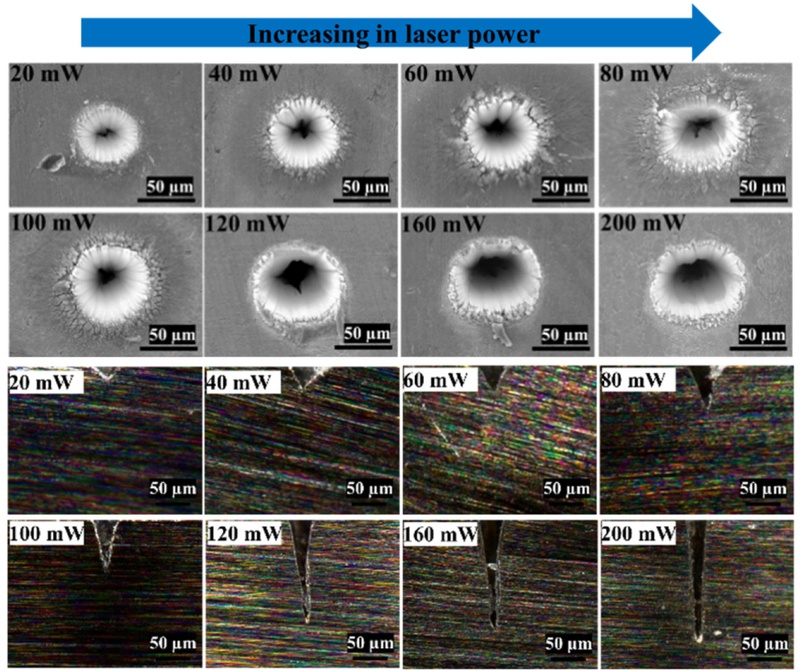
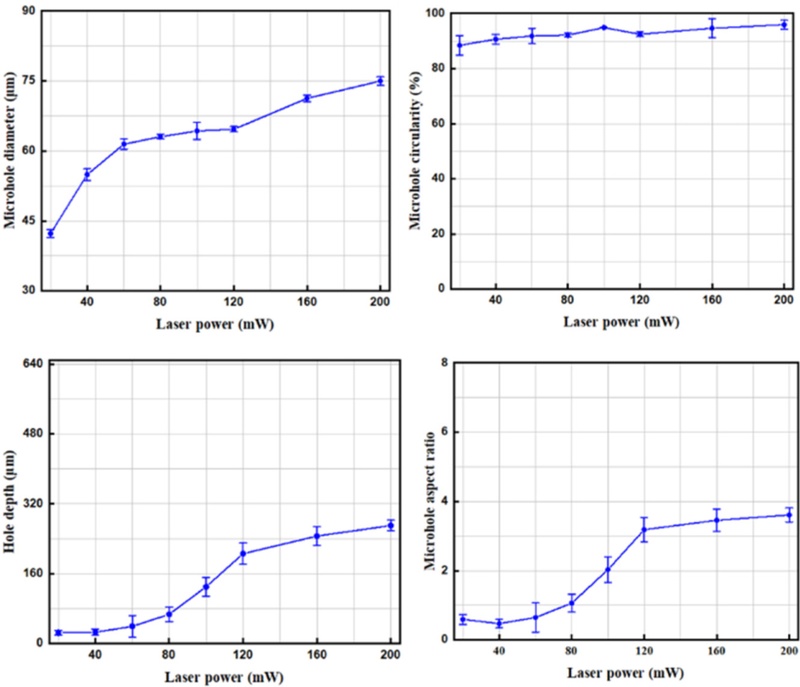
Fig. 3 presents the surface morphology and cross-sectional profiles of the drilled holes captured via SEM and OM under various laser power levels. The dimensional characteristics of the micro-holes, including diameter, depth, circularity, and aspect ratio, are summarized in
Table 4. At the lowest laser power of 20 mW, the resulting micro-hole exhibited a small diameter (42.29 µm), shallow depth (24.53 µm), and a circularity of 88.40%. As the laser power increased, more material was ablated, leading to larger hole diameters and depths. The maximum values of diameter (74.97 µm), circularity (95.89%), depth (270.30 µm), and aspect ratio (3.61) were achieved at the highest laser power of 200 mW. This trend revealed that increasing laser power enhances material removal, leading to larger hole diameters, greater depths, and improved circularity. At 200 mW, optimal performance was achieved while preserving the advantages of femtosecond laser drilling, producing holes with negligible recast layers, minimal sputtering, and reduced heat-affected zones. This demonstrates efficient material removal combined with geometric precision, establishing a benchmark for fabricating sub 90 µm holes with high aspect ratios. To verify the reliability of the selected optimal parameter (200 mW), additional experimental studies were conducted by varying the number of scans and scan speeds. These variations help assess the consistency of performance under different process conditions. The outcomes of these studies are presented in the following subsections and further support the selection of 200 mW as the optimal laser power for precise micro-drilling applications.
Table 3Process conditions for laser power effect on micro-holes
Table 3
|
Pulse repetition rate [kHz] |
Laser power [mW] |
Scanning speed [mm/s] |
Number of scans |
|
5 |
20 |
20 |
100 |
|
5 |
40 |
20 |
100 |
|
5 |
60 |
20 |
100 |
|
5 |
80 |
20 |
100 |
|
5 |
100 |
20 |
100 |
|
5 |
120 |
20 |
100 |
|
5 |
160 |
20 |
100 |
|
5 |
200 |
20 |
100 |
Fig. 3SEM and optical microscopy analysis of micro-hole morphology as a function of laser power
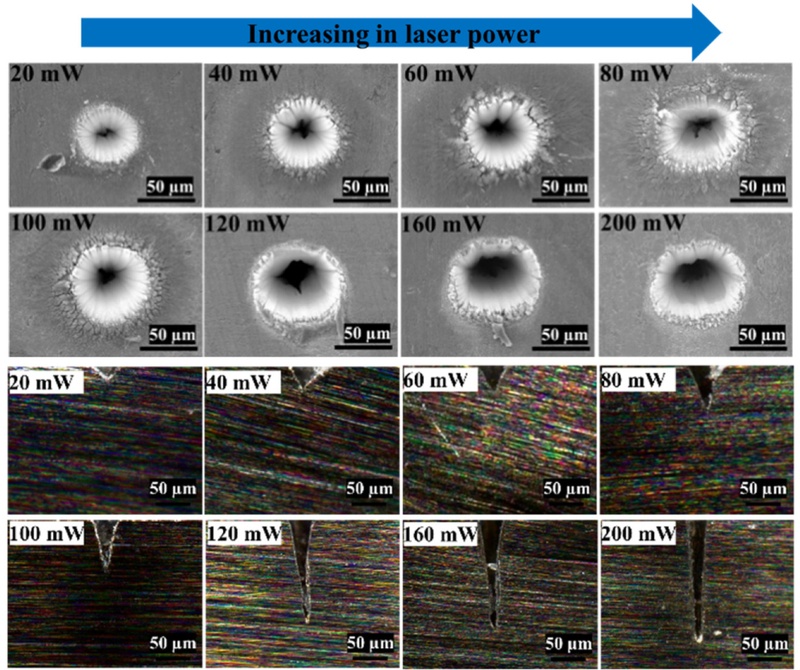
Table 4Micro-hole morphological results
Table 4
|
Laser power [mW] |
Hole average diameter [μm] |
Hole circularity [%] |
Average hole depth [μm] |
Aspect ratio |
|
20 |
42.29 |
88.40 |
24.53 |
0.59 |
|
40 |
54.93 |
90.64 |
25.83 |
0.47 |
|
60 |
61.45 |
91.80 |
39.40 |
0.65 |
|
80 |
63.05 |
92.12 |
66.93 |
1.06 |
|
100 |
64.26 |
94.85 |
130.06 |
2.03 |
|
120 |
64.63 |
94.42 |
205.80 |
3.18 |
|
160 |
71.26 |
94.60 |
246.08 |
3.45 |
|
200 |
74.97 |
95.89 |
270.30 |
3.61 |
Fig. 4Effect of laser power on micro-hole diameter, hole circularity, hole depth and aspect ratio
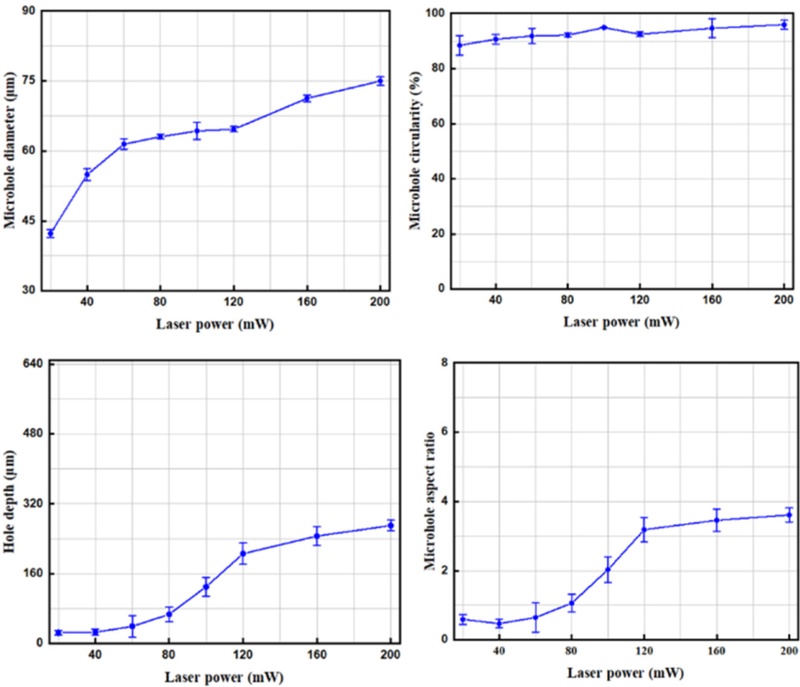
Table 5Process conditions for number of scans effect on micro-holes
Table 5
|
Pulse repetition rate [kHz] |
Laser power [mW] |
Scanning speed [mm/s] |
Number of scans |
|
5 |
20 |
20 |
100 |
|
5 |
20 |
20 |
500 |
|
5 |
20 |
20 |
3,000 |
|
5 |
20 |
20 |
5,000 |
|
5 |
20 |
20 |
8,000 |
|
5 |
20 |
20 |
10,000 |
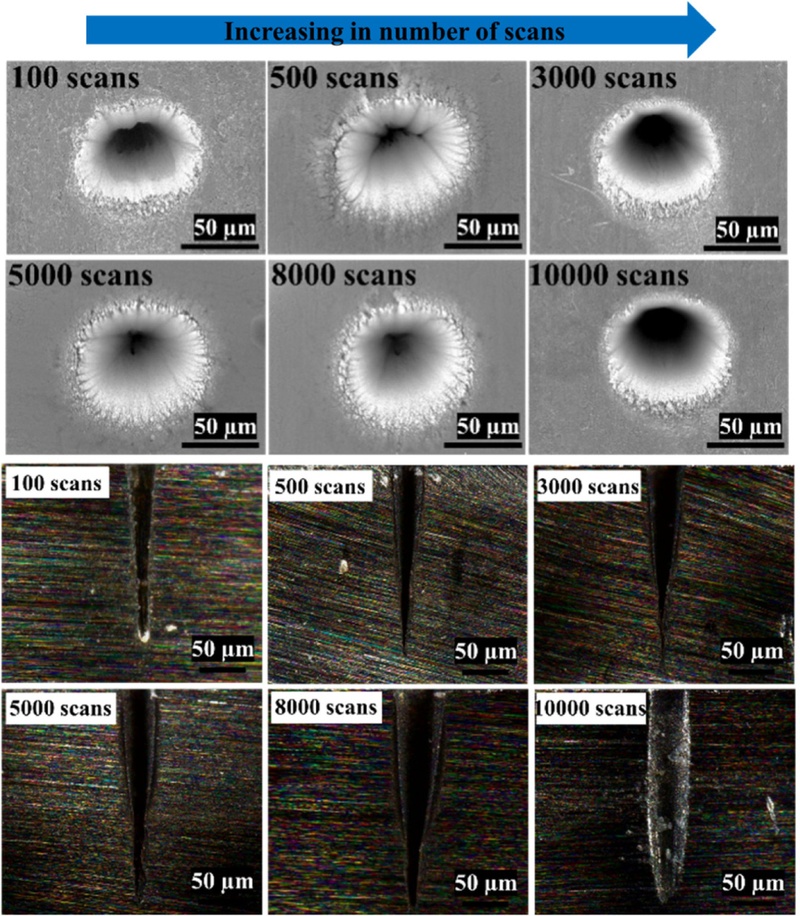
3.2 Effect of the Number of Scans
In laser trepanning drilling, optimizing the number of scans is critical to achieving the desired hole morphology and depth. In this phase of the experiment, the number of scans was systematically varied while maintaining a constant pulse repetition rate, laser power, and scanning speed at 5 kHz, 20 mW, and 20 mm/s, respectively, to examine its influence on micro-hole characteristics. As illustrated in
Fig. 5 and summarized in
Table 6, increasing the number of scans led to a gradual enlargement of the hole entrance diameter from 74.97 to 83.95 µm and an increase in hole depth from 270 to 576.92 µm, resulting in a corresponding rise in aspect ratio from 3.61 to 6.94. Each successive scan contributes incrementally to material removal, producing progressively deeper and wider holes as illustrated in
Fig. 5. At 100 scans, the laser primarily interacts with a relatively flat surface, enabling efficient ablation and a well-defined entrance. As the number of scans increases from 500 to 10000, the hole continues to expand both laterally and vertically due to cumulative material removal from the sidewalls and bottom. However, as the hole deepens, geometric constraints begin to reduce the effectiveness of subsequent laser scans. This results in a decrease in material removal efficiency, with growth in hole dimensions continuing at a slower rate.
Fig. 5Micro-hole morphology and cross section according to the number of scans effect
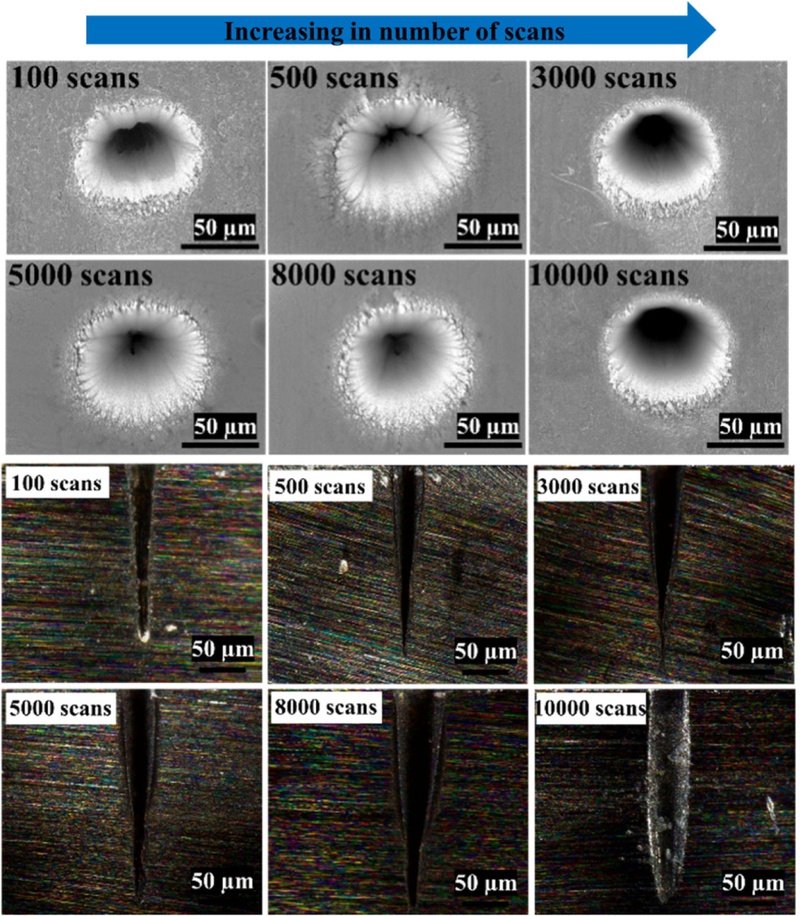
Table 6Micro-hole morphological results
Table 6
|
Number of scans |
Hole average diameter [μm] |
Hole Circularity [%] |
Average hole depth [μm] |
Aspect ratio |
|
100 |
74.97 |
95.89 |
270 |
3.61 |
|
500 |
78.48 |
90.46 |
299.49 |
3.82 |
|
3,000 |
81.35 |
93.70 |
304.87 |
3.74 |
|
5,000 |
81.84 |
87.82 |
326.53 |
3.10 |
|
8,000 |
82.32 |
92.53 |
408.17 |
4.98 |
|
10,000 |
83.95 |
93.57 |
576.92 |
6.94 |
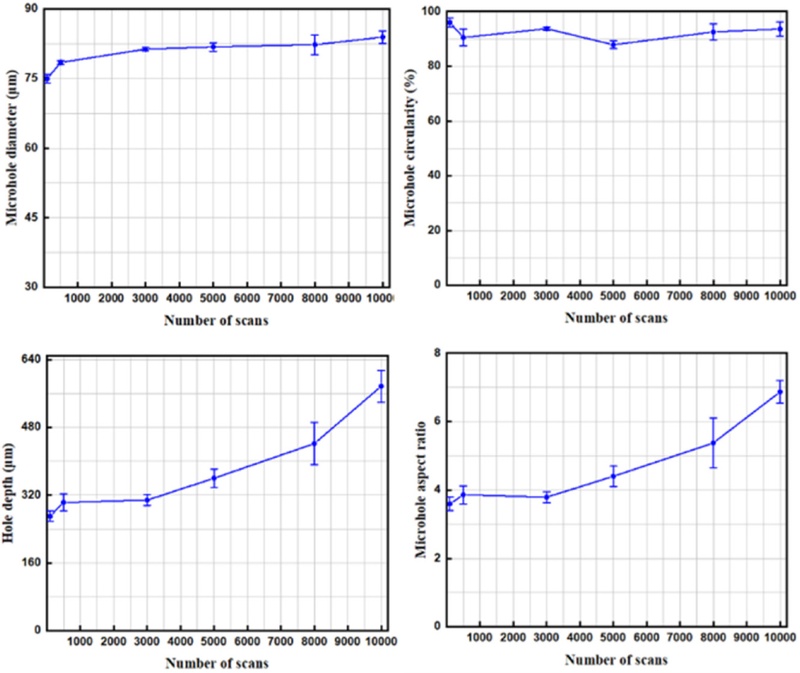
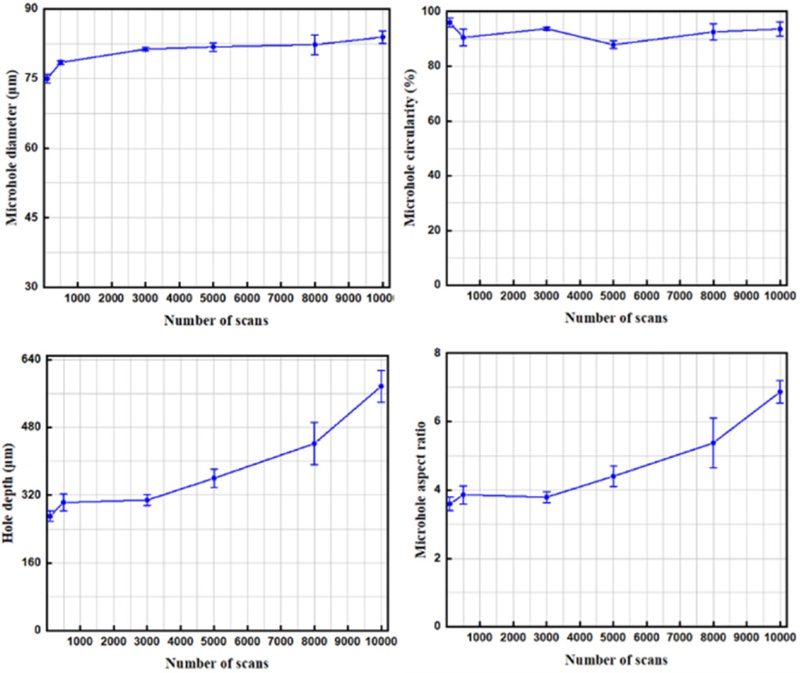
Fig. 6Effect of number of scans on micro-hole diameter, hole circularity, hole depth and aspect ratio
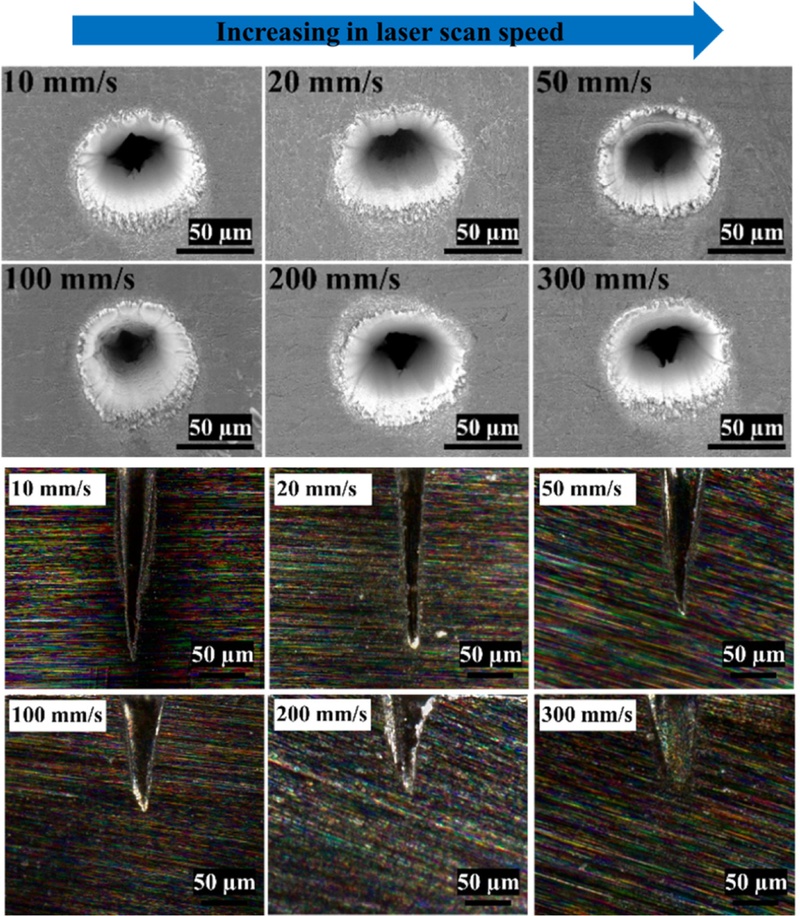
3.3 Effect of Laser Scan Speed
The femtosecond laser scanning speed plays a critical role in micro-hole drilling by influencing the overlap ratio between adjacent laser pulses along the scanning path. In this study, the scanning speed was varied from 10 to 300 mm/s, while other parameters were held constant as detailed in
Table 7. As shown in
Fig. 7, an increase in scanning speed led to a gradual decrease in both hole diameter and depth. The maximum hole diameter (76.29 µm) and depth (321.34 µm) were observed at the lowest scanning speed of 10 mm/s. At lower scan speeds, the increased dwell time results in greater energy deposition per unit area, promoting larger entrance diameters, deeper penetration, and more significant melting. In contrast, higher scan speeds reduce the interaction time between the laser and material, limiting energy absorption and resulting in smaller, shallower holes with cleaner edges, reduced sputter deposition, and minimal heat-affected zones, as evidenced by SEM imaging in
Fig. 7. These effects are governed by the interplay between thermal conduction, melting, and ablation mechanisms. Slower scan speeds allow more time for heat diffusion, expanding the melt pool and enhancing both melt ejection and vaporization. Conversely, faster scan speeds constrain melt formation and limit material removal. Despite variations in hole dimensions, the circularity of the beam profile remained consistently high, ranging from 95.70 to 96.92% across all scanning speeds as shown in the graph in
Fig. 8.
Table 7Process conditions for laser scan speed effect on micro-holes
Table 7
|
Pulse repetition rate [kHz] |
Laser power [mW] |
Scanning speed [mm/s] |
Number of scans |
|
5 |
20 |
10 |
100 |
|
5 |
20 |
20 |
100 |
|
5 |
20 |
50 |
100 |
|
5 |
20 |
100 |
100 |
|
5 |
20 |
200 |
100 |
|
5 |
20 |
300 |
100 |
Fig. 7Micro-hole morphology and cross section according to the laser scan speed effect
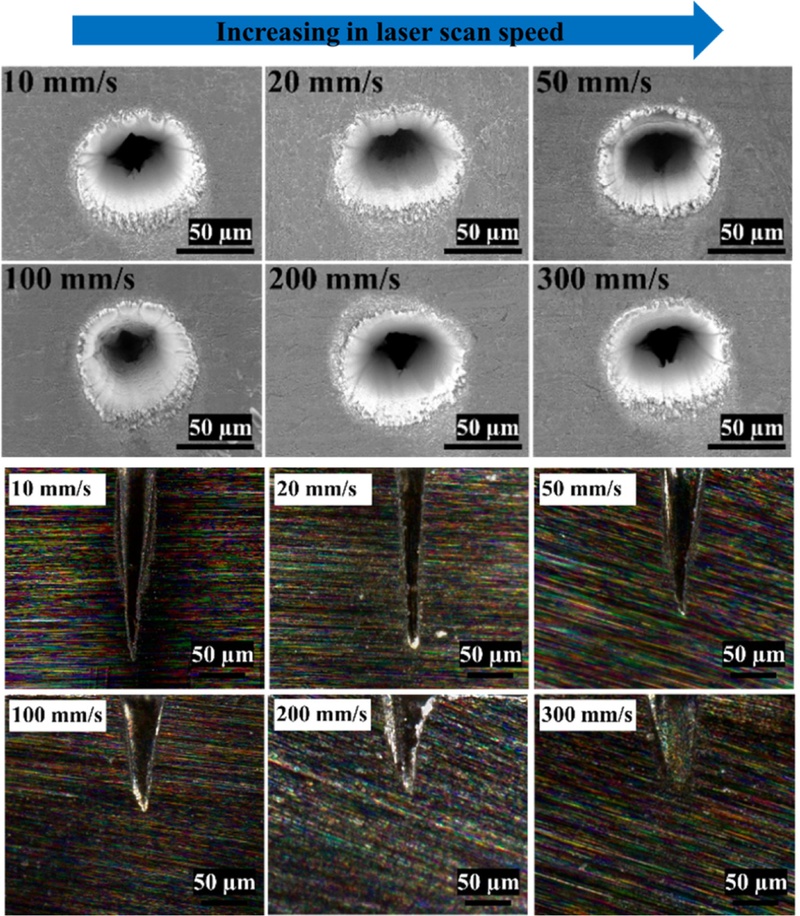
Table 8Micro-hole morphological results
Table 8
|
Laser scan speed [mm/s] |
Hole average diameter [μm] |
Hole circularity [%] |
Average hole depth [μm] |
Aspect ratio |
|
10 |
76.29 |
95.70 |
321.34 |
4.48 |
|
20 |
74.97 |
95.89 |
270.30 |
3.61 |
|
50 |
72.95 |
95.69 |
249.05 |
3.41 |
|
100 |
72.76 |
96.67 |
214.95 |
2.96 |
|
200 |
71.65 |
96.91 |
147.51 |
2.06 |
|
300 |
71.55 |
96.92 |
146.02 |
2.04 |
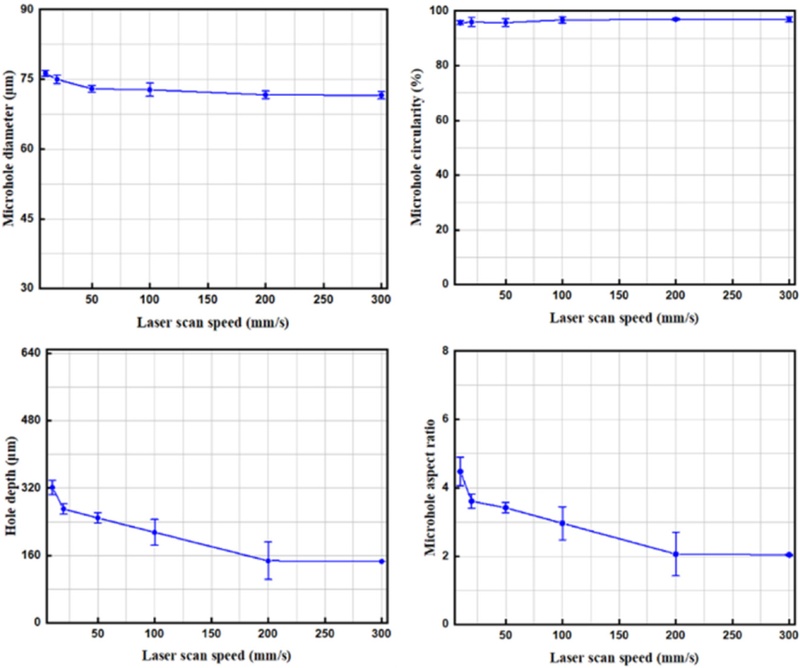
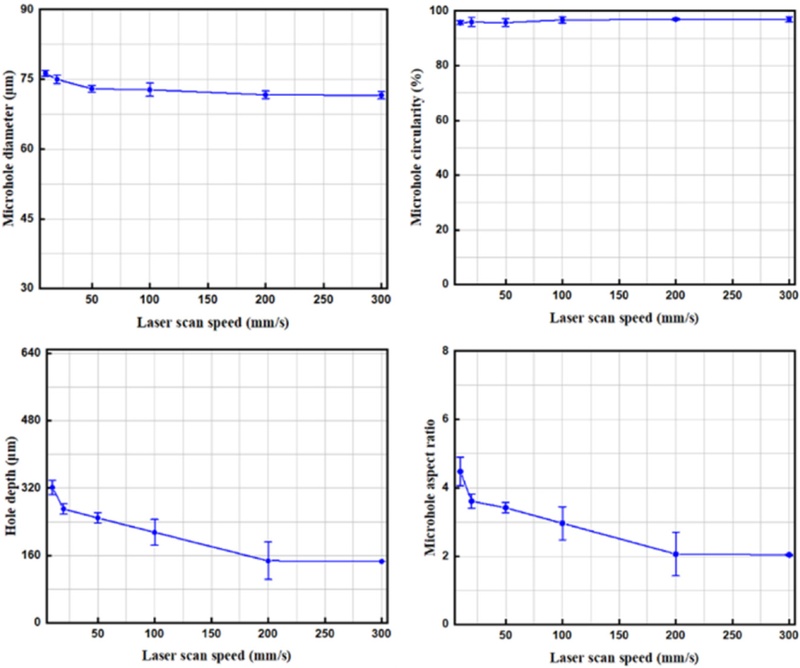
Fig. 8Effect of laser scan speed on micro-hole diameter, hole circularity, hole depth and aspect ratio
4. Conclusion
This study has demonstrated the feasibility and effectiveness of femtosecond laser-based single circular path trepanning for micro-drilling sub-90 µm holes in stainless steel 316L. The experimental results highlight the critical influence of laser power, number of scans, and scanning speed on hole geometry and quality:
1. Optimal laser power conditions were observed at 200 mW, yielding a maximum hole diameter of 74.97 µm, a depth of 270.30 µm, and an aspect ratio of 3.61, with a high degree of circularity (95.89%).
2. Increasing the number of scans significantly enhanced material removal, with the highest performance recorded at 10000 scans, producing a hole diameter of 83.95 µm, a depth of 576.92 µm, and an aspect ratio of 6.94.
3. Scanning speed was found to be a key parameter in controlling hole morphology and quality. Across the range studied (10-300 mm/s), hole circularity was consistently high (95.70-96.92%). At the highest scan speed (300 mm/s), the smallest hole diameter (71.55 µm) was achieved, with a corresponding depth of 146.02 µm and aspect ratio of 2.04.
These findings confirm that single path trepanning with a femtosecond laser enables the precise fabrication of micro-holes with minimal thermal effects, excellent dimensional control, and high geometric accuracy. The process offers strong potential for integration into advanced manufacturing applications requiring high-aspect-ratio micro-features particularly in sectors such as aerospace, biomedical devices, and fuel injection systems and filters without the need for post-processing treatment.
ACKNOWLEDGMENTS
The research described herein was supported by the National Research Foundation of Korea (NRF) (No. RS-2023-00208039) funded by the Ministry of Science and ICT (MSIT, Korea) and was supported by the Korea Institute for Advancement of Technology (KIAT) (No. P0018009) funded by the Ministry of Trade, Industry, and Energy (MOTIE, Korea). This work was also supported by the Human Resources Development Program of the Korea Institute of Energy Technology Evaluation and Planning (KETEP) (No. RS-2024-00394769). The opinions expressed in this paper are those of the authors and do not necessarily reflect the sponsors' views.
REFERENCES
- 1.
- 2.
Corbett, J., McKeown, P., Peggs, G., Whatmore, R., (2000), Nanotechnology: International developments and emerging products, CIRP annals, 49(2), 523-545.
10.1016/S0007-8506(07)63454-4
- 3.
Gao, S., Huang, H., (2017), Recent advances in micro-and nano-machining technologies, Frontiers of Mechanical Engineering, 12, 18-32.
10.1007/s11465-017-0410-9
- 4.
Hasan, M., Zhao, J., Jiang, Z., (2017), A review of modern advancements in micro drilling techniques, Journal of Manufacturing Processes, 29, 343-375.
10.1016/j.jmapro.2017.08.006
- 5.
Pattanayak, S., Panda, S., Dhupal, D., (2020), Laser micro drilling of 316l stainless steel orthopedic implant: A study, Journal of Manufacturing Processes, 52, 220-234.
10.1016/j.jmapro.2020.01.042
- 6.
Madou, M. J., (2011), Fundamentals of microfabrication and nanotechnology, three-volume set, CRC Press.
- 7.
Rong, Y., Huang, Y., Lin, C., Liu, Y., Shi, S., Zhang, G., Wu, C., (2020), Stretchability improvement of flexible electronics by laser micro-drilling array holes in pdms film, Optics and Lasers in Engineering, 134, 106307.
10.1016/j.optlaseng.2020.106307
- 8.
Palmieri, F. L., Ledesma, R. I., Dennie, J. G., Kramer, T. J., Lin, Y., Hopkins, J. W., Wohl, C. J., Connell, J. W., (2019), Optimized surface treatment of aerospace composites using a picosecond laser, Composites Part B: Engineering, 175, 107155.
10.1016/j.compositesb.2019.107155
- 9.
Abioye, T., Zuhailawati, H., Aizad, S., Anasyida, A., (2019), Geometrical, microstructural and mechanical characterization of pulse laser welded thin sheet 5052-h32 aluminium alloy for aerospace applications, Trans Nonferrous Met Soc China, 29, 667-679.
10.1016/S1003-6326(19)64977-0
- 10.
Huang, H., Yang, L.-M., Liu, J., (2014), Micro-hole drilling and cutting using femtosecond fiber laser, Optical Engineering, 53(5), 051513-051513.
10.1117/1.OE.53.5.051513
- 11.
Zhang, H., Di, J., Zhou, M., Yan, Y., (2014), A comparison in laser precision drilling of stainless steel 304 with nanosecond and picosecond laser pulses, Chinese Journal of Mechanical Engineering, 27(5), 972-977.
10.3901/CJME.2014.0723.125
- 12.
Dumitru, G., Romano, V., Weber, H., Sentis, M., Hermann, J., Bruneau, S., Marine, W., Haefke, H., Gerbig, Y., (2003), Metallographical analysis of steel and hard metal substrates after deep-drilling with femtosecond laser pulses, Applied Surface Science, 208, 181-188.
10.1016/S0169-4332(02)01366-1
- 13.
Leigh, S., Sezer, K., Li, L., Grafton-Reed, C., Cuttell, M., (2010), Recast and oxide formation in laser-drilled acute holes in cmsx-4 nickel single-crystal superalloy, Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture, 224(7), 1005-1016.
10.1243/09544054JEM1541
- 14.
Yao, Y. L., Chen, H., Zhang, W., (2005), Time scale effects in laser material removal: A review, The International Journal of Advanced Manufacturing Technology, 26, 598-608.
10.1007/s00170-003-2026-y
- 15.
Meijer, J., Du, K., Gillner, A., Hoffmann, D., Kovalenko, V., Masuzawa, T., Ostendorf, A., Poprawe, R., Schulz, W., (2002), Laser machining by short and ultrashort pulses, state of the art and new opportunities in the age of the photons, CIRP Annals, 51(2), 531-550.
10.1016/S0007-8506(07)61699-0
- 16.
Chichkov, B. N., Momma, C., Nolte, S., Von Alvensleben, F., Tünnermann, A., (1996), Femtosecond, picosecond and nanosecond laser ablation of solids, Applied Physics A, 63, 109-115.
10.1007/s003390050359
- 17.
Li, T., Ren, N., Wang, H., Zhou, W., Wu, N. E., Xia, K., Xu, Y., Tian, J., (2020), Femtosecond laser layered ring trepanning of stainless steel sheets with and without transverse magnetic assistance, Optics & Laser Technology, 129, 106231.
10.1016/j.optlastec.2020.106231
- 18.
Kamlage, G., Bauer, T., Ostendorf, A., Chichkov, B., (2003), Deep drilling of metals by femtosecond laser pulses, Applied Physics A, 77, 307-310.
10.1007/s00339-003-2120-x
- 19.
Romoli, L., Rashed, C., Fiaschi, M., (2014), Experimental characterization of the inner surface in micro-drilling of spray holes: A comparison between ultrashort pulsed laser and edm, Optics & Laser Technology, 56, 35-42.
10.1016/j.optlastec.2013.07.010
- 20.
Cusanelli, G., Minello, M., Torchia, F., Ammann, W., Grize, P., Posalux, S., Oppliger, F., (2007), Properties of micro-holes for nozzle by micro-edm, 15th International Symposium on Electromachining (ISEM XV).
- 21.
Romoli, L., Vallini, R., (2016), Experimental study on the development of a micro-drilling cycle using ultrashort laser pulses, Optics and Lasers in Engineering, 78, 121-131.
10.1016/j.optlaseng.2015.10.010
- 22.
Gu, Z., He, Y., Yang, J., Fu, Y., Ji, J., Zhang, Y., Li, J., Liu, G., (2023), Dual-path micro-holes process for 0Cr17Ni7Al stainless steel thin plate with picosecond laser, Journal of Manufacturing Processes, 101, 1224-1233.
10.1016/j.jmapro.2023.07.004
- 23.
Gruner, A., Schille, J., Loeschner, U., (2016), Experimental study on micro hole drilling using ultrashort pulse laser radiation, Physics Procedia, 83, 157-166.
10.1016/j.phpro.2016.08.030
- 24.
Ramirez-San-Juan, J., Padilla-Martinez, J., Zaca-Moran, P., Ramos-Garcia, R., (2011), Micro-hole drilling in thin films with cw low power lasers, Optical Materials Express, 1(4), 598-604.
10.1364/OME.1.000598
- 25.
Tokarev, V., Lopez, J., Lazare, S., Weisbuch, F., (2003), High-aspect-ratio microdrilling of polymers with uv laser ablation: Experiment with analytical model, Applied Physics A, 76, 385-396.
10.1007/s00339-002-1511-8
- 26.
Tu, J., Paleocrassas, A. G., Reeves, N., Rajule, N., (2014), Experimental characterization of a micro-hole drilling process with short micro-second pulses by a cw single-mode fiber laser, Optics and Lasers in Engineering, 55, 275-283.
10.1016/j.optlaseng.2013.11.002
- 27.
Zhang, L., Tong, H., Li, Y., (2015), Precision machining of micro tool electrodes in micro edm for drilling array micro holes, Precision Engineering, 39, 100-106.
10.1016/j.precisioneng.2014.07.010
- 28.
Puranik, M., Joshi, S., (2008), Analysis of accuracy of high-aspect-ratio holes generated using micro-electric discharge machining drilling, Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture, 222(11), 1453-1464.
10.1243/09544054JEM1186
- 29.
Egashira, K., Masuzawa, T., (1999), Microultrasonic machining by the application of workpiece vibration, CIRP Annals, 48(1), 131-134.
10.1016/S0007-8506(07)63148-5
- 30.
Zhang, Z., (2010), Modelling of ultrasonically assisted micro drilling, Ph.D. Thesis, Loughborough University.
- 31.
Zheng, L., Lin, S., Lu, H., Huang, B., Liu, Y., Wang, J., Wei, X., Wang, J., Wang, C., (2024), Characterization of micro-holes drilled using a uv femtosecond laser in modified polyimide flexible circuit boards, Micromachines, 15(9), 1078.
10.3390/mi15091078
- 32.
Putzer, M., Ackerl, N., Wegener, K., (2021), Geometry assessment of ultra-short pulsed laser drilled micro-holes, The International Journal of Advanced Manufacturing Technology, 117, 2445-2452.
10.1007/s00170-020-06199-5
- 33.
Saini, S. K., Dubey, A. K., Upadhyay, B., Choubey, A., (2018), Study of hole characteristics in laser trepan drilling of zta, Optics & Laser Technology, 103, 330-339.
10.1016/j.optlastec.2018.01.052
- 34.
Zhang, F., Wang, J., Wang, X., Zhang, J., Hayasaki, Y., Kim, D., Sun, S., (2021), Experimental study of nickel-based superalloy in792 with femtosecond laser drilling method, Optics & Laser Technology, 143, 107335.
10.1016/j.optlastec.2021.107335
- 35.
Zhang, N., Wang, M., Ban, M., Guo, L., Liu, W., (2024), Femtosecond laser drilling 100 μm diameter micro holes with aspect ratios> 20 in a nickel based superalloy, Journal of Materials Research and Technology, 28, 1415-1422.
10.1016/j.jmrt.2023.12.049
Biography
- Samuel Crankson
M.Sc. candidate in the Department of Future Convergence Engineering, Kongju National University. My research focuses on the laser-based fabrication of micro-holes in metallic materials. I am especially drawn to advancing ultrafast laser processing methods for applications in fields such as aerospace, medical devices, and microfluidics.
- Dongkyu Kim
B.Sc. candidate in the Department of Mechanical and Automotive Engineering, College of Engineering, Kongju National University. My research is focused on laser-based micro-hole drilling in both semiconductor substrates and metallic materials, with an emphasis on advancing ultrafast laser processing techniques. These methods are particularly relevant for applications in precision manufacturing and material characterization.
- Dongkyoung Lee
Dongkyoung Lee received his Ph.D. in Mechanical Engineering in 2012 and an M.S. degree in the same field in 2011, both from the University of Michigan, Ann Arbor, MI, U.S.A. He also earned an M.S. in Aerospace Engineering from the same university in 2017, and a B.S. in Mechanical Engineering from Hanyang University, Seoul, South Korea in 2006. He is an Associate (Tenured) Professor at Kongju National University, South Korea, in the Department of Mechanical and Automotive Engineering, Department of Future Convergence Engineering, and Center for Advanced Materials and Parts of Powder (CAMP2). His research focuses on laser-aided manufacturing, particularly on applications in lithium-ion batteries, fuel cells, nuclear decommissioning, advanced semiconductor packaging, and display technologies.