ABSTRACT
Cable chains are essential in the semiconductor industry for preventing the twisting or sagging of moving cables. They can be broadly categorized into two types based on their fastening methods, with rivet-based assembly being the most common. An alternative method utilizes integral locking features without rivets, which simplifies manufacturing and reduces production costs. However, integral cable chains are more susceptible to breakage during assembly, limiting their use in various industrial environments.This study introduces a structural design approach aimed at minimizing localized stress during assembly while ensuring the cable chain meets the required retention force. Design variables were selected from the modifiable features of the integral cable chain. Through sensitivity analysis, we identified key variables that significantly influence the retention force, which allowed us to reduce the number of design iterations. By employing finite element analysis and response surface methodology, we derived an optimal shape that achieved the target pull-out force and resulted in a 9.7% reduction in assembly stress compared to the original design.
-
KEYWORDS: Cable chain, Finite element analysis, Response surface methodology, Shape-optimization
-
KEYWORDS: 케이블 체인, 유한요소해석, 반응표면법, 형상 최적화
1. 서론
케이블 체인은 산업 자동화, 정밀 공정 장비에서 전력, 신호 케이블을 외부 손상과 과도한 굽힘, 꼬임으로부터 보호한다[
1]. 클린룸 기반 생산 라인에서는 장비의 고정밀, 고반복 운용으로 인해 무빙 케이블의 신뢰성이 특히 중요하다[
2].
기존에 상용화된 케이블 체인의 대부분은 리벳(Rivet)을 이용한 체결 방식으로 구성되어 있다. 이 방식은 상대적으로 구조적인 신뢰성을 확보할 수 있다는 장점이 있다. 그러나 제조 과정에서 부품 간 체결을 위한 별도의 공정과 작업이 요구되므로, 제조 단가 상승, 조립 시간 증가, 유지보수의 비효율성 등 여러 가지 실용적인 한계가 존재한다[
3]. 이러한 문제를 개선하기 위해 최근에는 부품 간 리벳 없이 일체형으로 성형된 케이블 체인 구조가 개발 및 상용되고 있으며, 이는 제조 공정의 단순화와 생산 비용 절감이라는 측면에서 더 높은 가치를 지닌다.
이탈력(Extraction Force)은 체결된 부품에 인장 하중을 가하여 분리할 때, 분리 직전까지 저항하는 최대 반력으로 정의되며, 스냅핏(Snap-fit) 구조를 포함한 다양한 결합 구조의 유지력 평가에 일반적으로 활용되는 지표이다[
4]. 일체형 체인은 설계 방식에 따라 체결 시 과도한 응력이 집중되거나, 반복 체결 과정에서 파손이 발생할 가능성이 있으며, 이러한 현상은 시스템 전체의 신뢰성 저하 및 예기치 못한 유지보수 비용 증가로 이어질 수 있다. 따라서 체결 후 유지력을 평가하기 위한 정량 지표인 이탈력 확보와 함께 조립 응력을 동시에 고려한 설계 접근이 필요하다.
그러나 케이블 체인의 설계 변수가 체결 응력과 이탈력에 미치는 영향을 동시에 고려하여 형상을 최적화한 연구는 부족하다. 이에 본 논문은 시뮬레이션 기반 반응표면법(Response Surface Methodology, RSM)을 적용하여, 이탈력 요구조건을 충족하면서 조립 중 최대 등가응력 최소화를 달성하는 설계방안을 제안한다.
먼저 케이블 체인의 체결-분리 과정을 비선형 구조 해석(Nonlinear Finite Element Analysis)으로 구현하였다. 다음으로 민감도 분석(Sensitivity Analysis)으로 각 변수의 영향도를 정량화하고 주요 변수를 선별하였다. 선정된 설계 변수들을 바탕으로 반응표면법을 진행하였으며, 최대 등가응력 최소화와 이탈력 기준 충족을 동시에 만족하는 최적 형상을 도출하였다.
2. 케이블 체인 체결 프로세스 예측
2.1 유한요소해석(Finite Element Analysis, FEA)
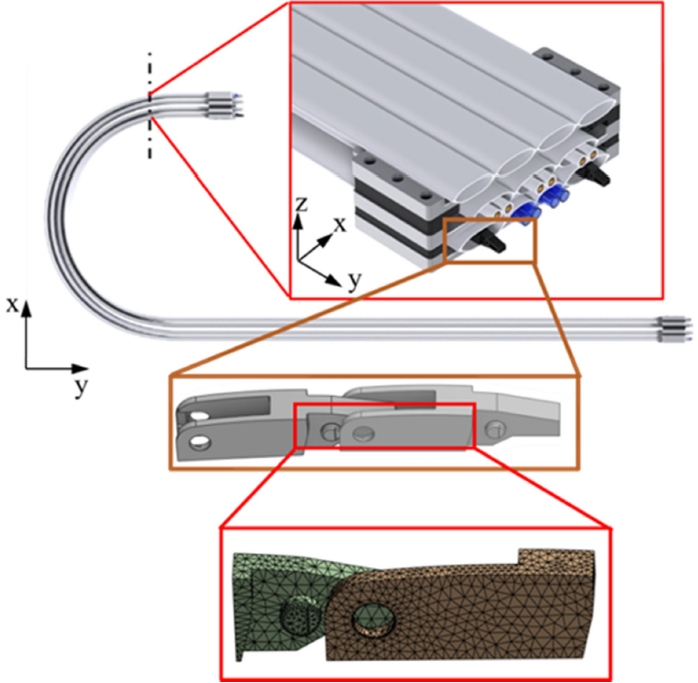
해석 모델은 무빙케이블 포드(Pod) 내부에 있는 상용 일체형 케이블 체인을 대상으로 구축하였다. 여기서 포드라 함은 반도체 생산시설 등 클린룸 환경에서 분진 유입을 차단하기 위하여 케이블 체인을 보호 피복하는 장치를 의미한다. 모델링은 3차원 CAD 프로그램인 CATIA V5를 이용하여
Fig. 1과 같이 구축하였다. 모델의 복잡도를 줄이고 해석 시간을 단축하기 위해 동일 형상의 링크 두 개 만을 구현하였으며, 해석 결과에 영향을 미치지 않는 곡면 요소는 제거하여 단순화하였다. 또한 본 케이블 체인의 형상은 xy 평면을 기준으로 대칭이므로, 선행논문과 같은 방식으로 전체 모델의 절반인 1/2 모델을 적용하여 계산 효율을 높였다[
5]. 해석에 사용된 메시는 총 8,306개의 요소로 구성되었으며, 비선형 거동 및 접촉 조건에 적합하도록 Hexa 요소와 Tetra 요소를 혼합하여 적용하였다.
N. Stefanoaea 외 2인은 유사한 재질인 PA6 GF60 스냅 핏 조립 후 유지력을 평가하기 위해 바디를 이탈방향으로 이동시켜 파손 또는 이탈 시점까지의 최대 반력을 이탈력으로 간주하였다[
6]. 이 방법을 참고하여 일체형 케이블 체인의 체결 및 분리 과정을 구현하기 위해,
Fig. 2와 같이 두 개의 링크 모델을 6 mm 간격으로 배치하였다. 또한 y 방향으로 체결과 분해 과정을 시뮬레이션 하였으며 이때 체결은 1 mm/s, 분해는 5 mm/min으로 설정하였다. 결합되는 링크의 y+ 방향 끝단에는 고정 경계 조건을 적용하여 링크간 상호 작용으로 인한 영향만을 고려하도록 하였다.
본 해석에 사용된 소재 물성은 Ansys Database을 참고하여 설정하였으며, 이때 사용된 데이터는
Table 1에 작성하였다[
7].
본 절에서는 상용 일체형 케이블 체인을 기반으로 한 기본 해석 모델에 대한 체결 및 분리 시뮬레이션 결과를 제시하고, 구조적 문제점 및 최적설계의 필요성을 도출한다.
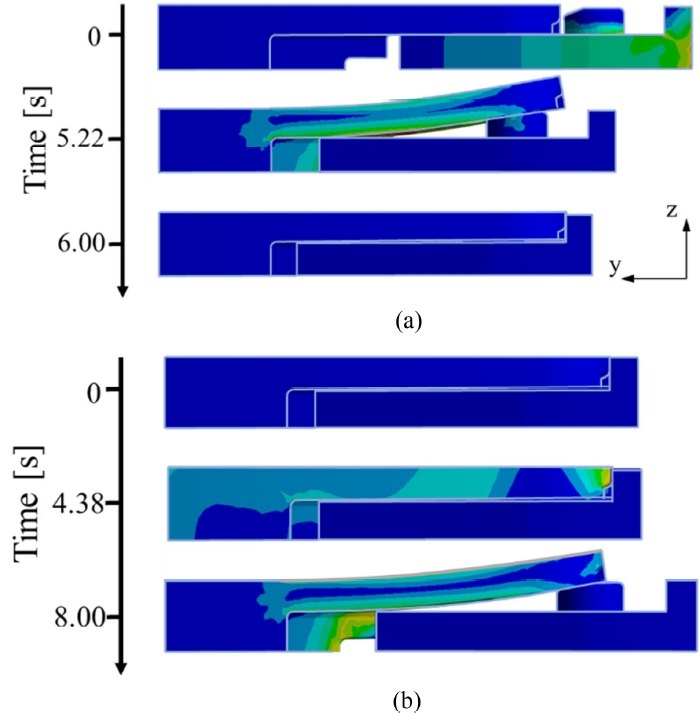
Figs. 3(a)와
3(b)는 체결 및 분리 과정을 시간 순으로 시각화한 결과로, 링크 간 체결 시 접촉이 발생하며 구조적으로 강한 변형이 유도됨을 확인할 수 있다. 분리 과정 해석에서는 후크 구조에 의해 반력이 형성되며, 분리가 시작되는 시점부터 급격하게 반력이 감소한다.
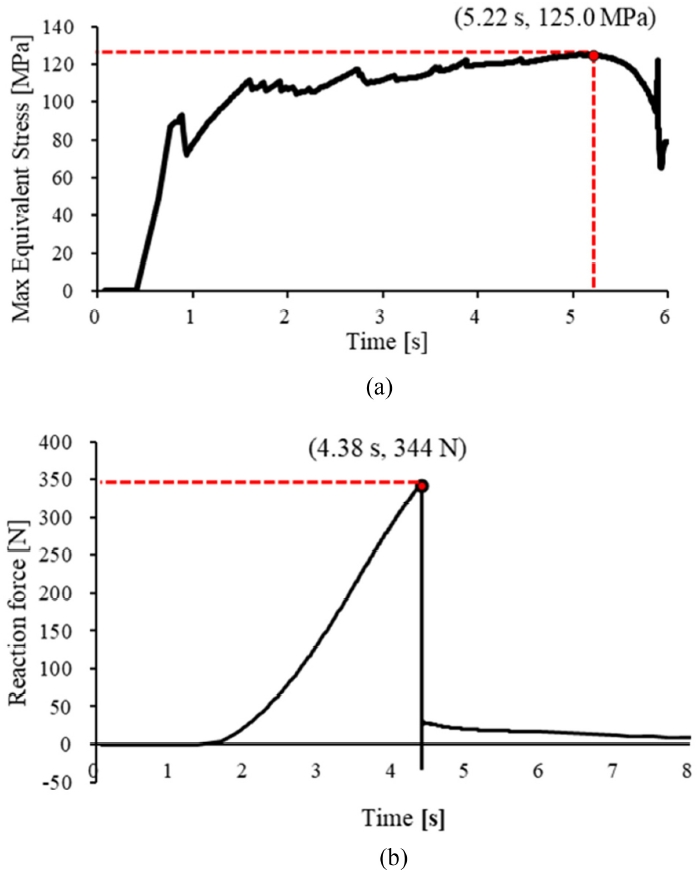
체결 시 발생하는 최대등가응력은
Fig. 4(a)와 같이 시간에 따라 점진적으로 상승하며, 체결 직전에 최대값에 도달한다. 해당 응력은 약 125.0 MPa로 항복응력인 141.4 MPa에 근접한다.
Fig. 4(b)는 분리해석 과정 중 발생하는 반력을 시간에 따라 나타낸 것으로, 최대 이탈력은 약 344 N 로 측정되었다.
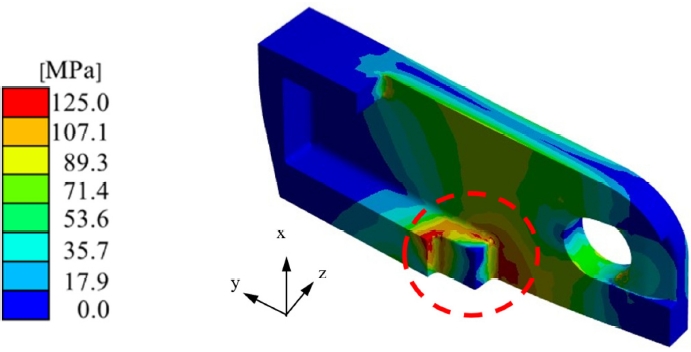
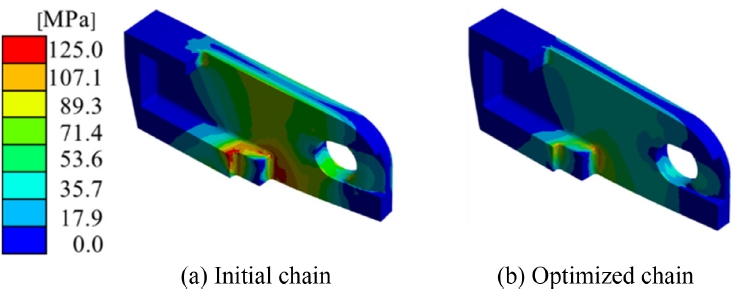
Fig. 5은 조립과정 해석 중 최대 등가응력이 발생하는 시점의 응력분포를 나타낸 그림이다. 체결 직전 케이블체인이 돌기에 의해 양 날개부분이 바깥쪽으로 벌어지므로 내부 모서리에 응력이 집중됨을 확인할 수 있다. 해당 부위의 응력을 감소시키기 위해선 그 부위의 필렛 반경, 케이블체인 끝부분의 변위량 최소화, 벌어지는 날개부 길이 감소 등의 개선방향이 필요할 것으로 판단된다.
이상의 해석 결과를 종합하면, 기본 모델은 이탈력은 준수하나, 조립 과정 중 최대등가응력의 감소가 필요하다. 이에 따라 후속장에서는 체결력 확보와 함께 응력 집중을 완화할 수 있는 형상 최적화가 요구되며 이를 위해 설계 변수 정의 및 최적설계를 수행하였다.
2.3 해석 모델 검증
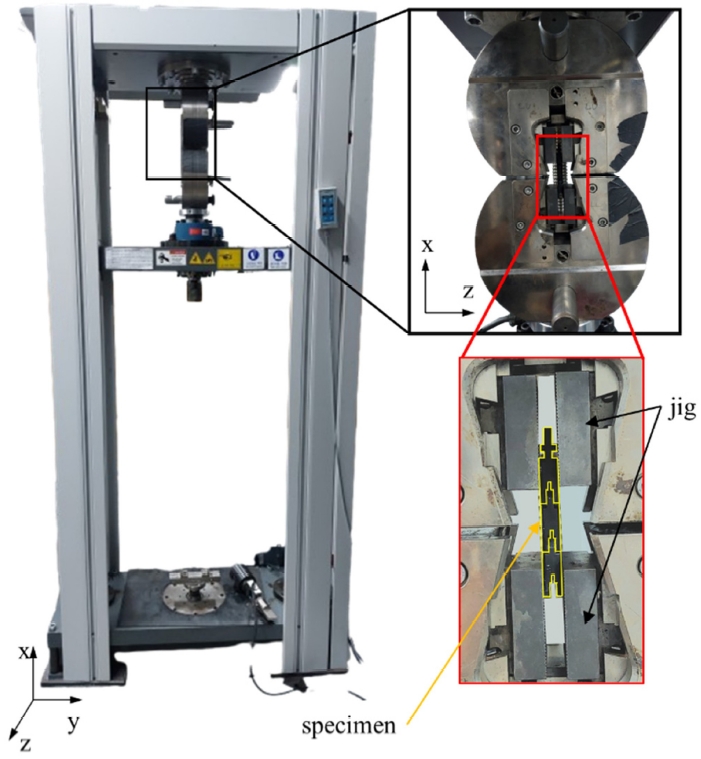
해석 결과의 타당성을 검증하기 위해, 체결된 일체형 케이블 체인의 분리 과정 중 최대 반력(이탈력)을 실험적으로 측정하였다. 실험은 인장시험기를 이용하여 수행하였으며,
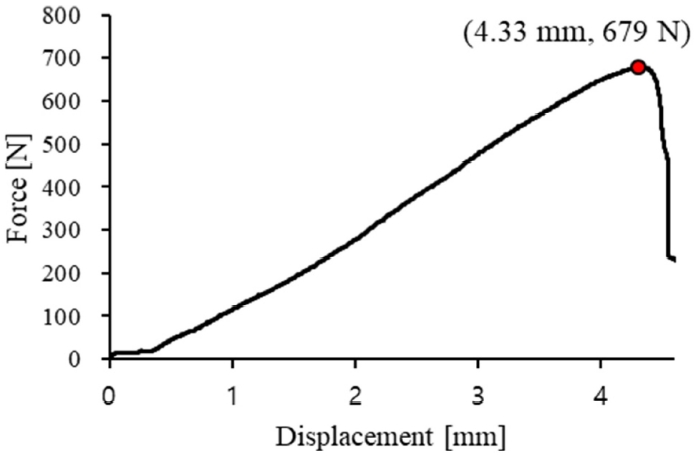
Fig. 6은 시험편이 지그에 고정된 상태를 보여준다. 체결된 케이블 체인 시편에 대해 y 방향으로 인장 하중을 가하였고, 파단 시까지의 하중–변위 데이터를 측정하였다.
플라스틱 소재 특성상 하중 속도가 결과에 미치는 영향을 최소화하기 위해, 인장 속도는 인장시험기의 최소 속도인 5 mm/min으로 설정하였다.
Fig. 7은 실험 중 측정된 하중–변위 곡선으로, 최대 인장 하중은 약 679 N으로 나타났다. 이는 2.2절에서 유한요소해석을 통해 도출된 최대 반력 값인 344 N의 약 두 배 수준으로 확인되었다.
해석 모델은 xy 평면 기준의 대칭성을 고려하여 전체 구조 중 절반만을 모델링하였기 때문에, 실험 결과와의 직접 비교를 위해서는 해석값을 두 배로 환산하여야 한다. 따라서, 실험 결과값 679 N과 해석 환산값인 688 N이 약 1.3% 이내의 오차 범위 내에서 일치함을 확인할 수 있으며, 이는 본 해석 모델의 신뢰성을 입증하는 결과로 판단된다.
3. 케이블 체인 형상 최적화
3.1 파라미터 설정
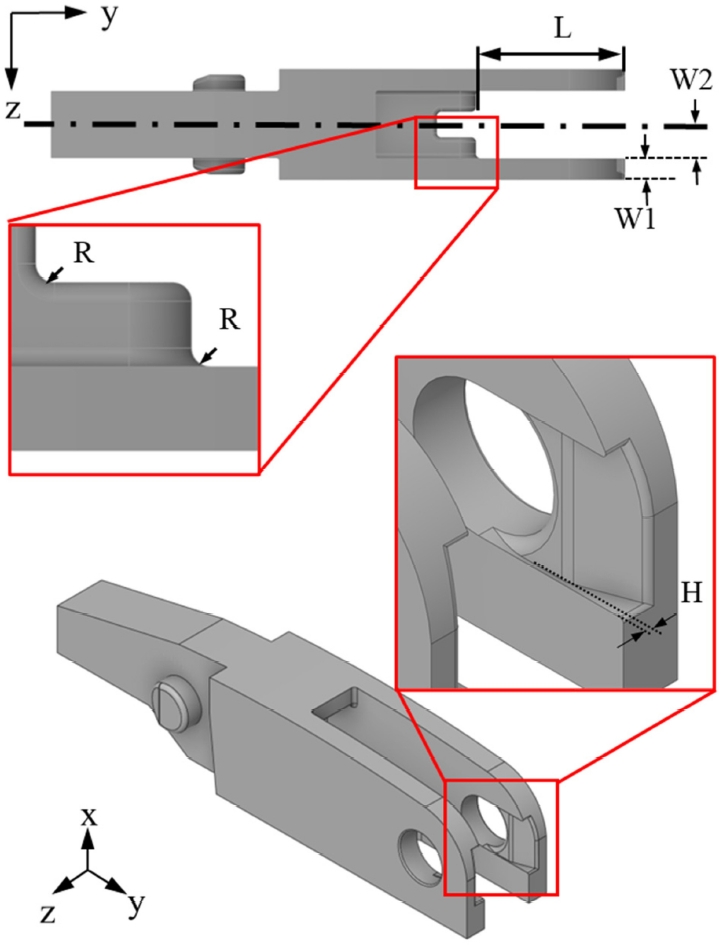
본 논문에서 설계변수는 케이블 체인의 체결 과정 중 날개부가 휘어지는 때의 응력에 영향이 큰 5가지로 선정하였다. 각 설계 변수는 체결부 간극(H), 날개부 길이(L), 필렛 반경(R), 바깥쪽 너비(W1) 그리고 안쪽 너비(W2)이며,
Fig. 8에 도시하였다. 기준이 되는 모델의 변수는 상용 일체형 케이블을 바탕으로 삼았으며 최대 등가 응력을 최소화하면서도 280 N의 이탈력을 보장하는 형상을 목표로 설계하였다. 초기 모델에 대한 각 변수를 변수범위의 중앙값으로 설정하였다. 케이블체인의 너비는 무빙 케이블 내 포드에 들어가야 하므로 7.2 mm이하로 제한하였다. L은 응력 민감도가 높다고 판단하여 범위를 넓게 설정하되, 음의 방향으로의 꺾임 방지 기능을 확보하기 위해 상한을 12 mm로 제한하였다. R은 금형 가공 한계를 고려하여 최소반경을 0.1 mm로 제한하였고 최대반경은 모델의 형상에서 벗어나지 않는 최대범위인 0.5 mm로 설정하였다. 각 설계변수의 범위는
Table 2에 나타내었다.
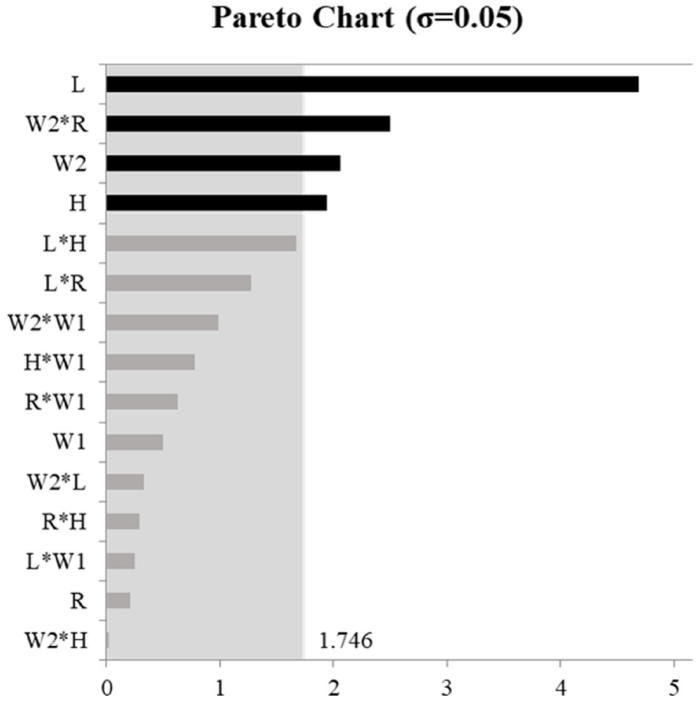
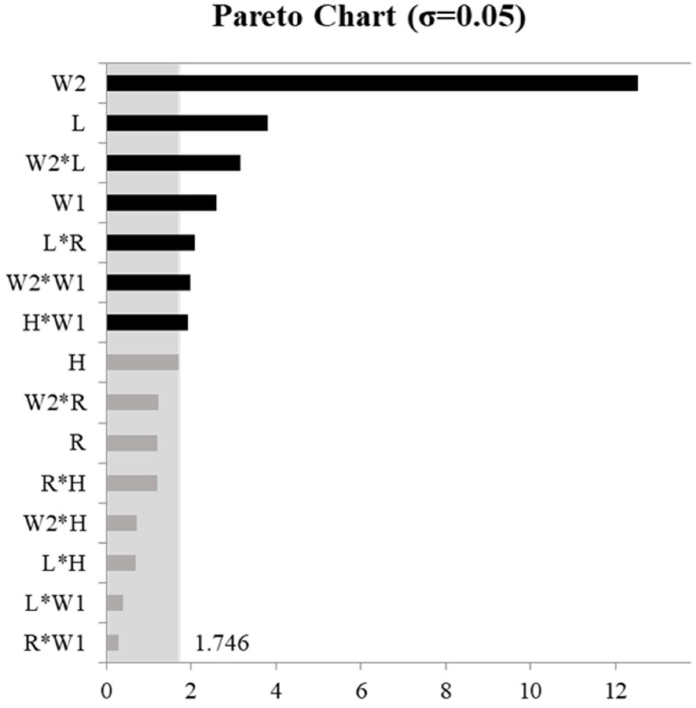
민감도 분석(Sensitivity Analysis)이란 설정한 설계변수들의 변화가 목적함수에 미치는 영향을 정량적으로 파악할 때 사용된다. 설계변수의 영향도는 수치로 표현 가능하며, 시각화 방법으로는 파레토 차트(Pareto Chart)가 활용된다. 이는 각 변수의 수치가 클수록 목적함수에 끼치는 영향이 크다는 것을 의미한다[
8].
각 설계변수들이 케이블 체인의 최대 등가 응력과 이탈력에 대하여 미치는 영향도를 분석하기 위해 5 요소 2 수준으로 총 32번의 민감도 해석을 각각 수행하였다. 각 경우의 수에 따른 결과로는 망소값인 최대등가응력 σ
max 와 구속조건의 기준이 되는 이탈력(Pull Off Force, F
PO)을 도출하였다. 이를 통해 얻은 파레토 차트를
Fig. 9,
10에 나타내었다. 이때 신뢰 수준 80%에 해당하는 유의 수준(Significance Level)은 0.05로 설정하였으며 파레토 차트상에서 기준선인 X = 1.746 그래프를 넘지 못하는 값은 통계적으로 유의미하지 못한 값으로 판단하여 스크리닝(Screening)을 통해 제거 후 반응표면법을 진행하였다[
9]. 민감도 분석 결과 최대 등가 응력에 대해서는 H, L 그리고 W2가 유의미한 값으로 나타났으며, 이탈력에 대해서는 L, W1 그리고 W2가 유의미한 값으로 나타났다. 두가지 값에 대하여 모두 만족하는 결과를 구하기 위하여 유의미한 모든 설계 변수를 포함하여 진행하였으며, 이때 최대 등가 응력과 이탈력에 대하여 R은 유의성을 만족하지 않으므로 제외하였다[
10].
민감도 분석을 바탕으로 설계변수들이 목적함수에 영향을 미친다는 것을 확인하였으며, 이를 바탕으로 목적함수와 설계변수들의 함수적인 관련성을 알아내고자 수학적 모형을 가정하기 위해 회귀분석을 적용하였다. 이러한 회귀 분석을 통해 설정된 설계변수 범위 내의 목적함수의 경향을 예측할 수 있다. 반응표면법은 일반적인 선형 회귀모델보다 복잡한 반응 곡면을 구성하여 더 정확한 근사 모델을 제공할 수 있는 회귀 분석 기법이다[
11].
본 연구에서는 케이블 체인 체결 시 발생하는 응력을 최소화하면서도, 최소한의 이탈력을 확보할 수 있는 형상을 도출하는 것을 목표로 하였다. 그러나 반응표면법 단독으로는 목적함수인 최대 등가 응력 최소화와 구속 조건인 최소 이탈력 확보를 동시에 만족시키는 데 한계가 있었다. 이에 따라, 본 연구에서는 순차적 반응표면법(Sequential RSM)을 적용하여, 먼저 구속 조건을 만족하는 설계 변수의 범위를 선별하고, 이후 그 범위 내에서 목적함수를 만족하는 최적 설계 변수를 도출하였다.
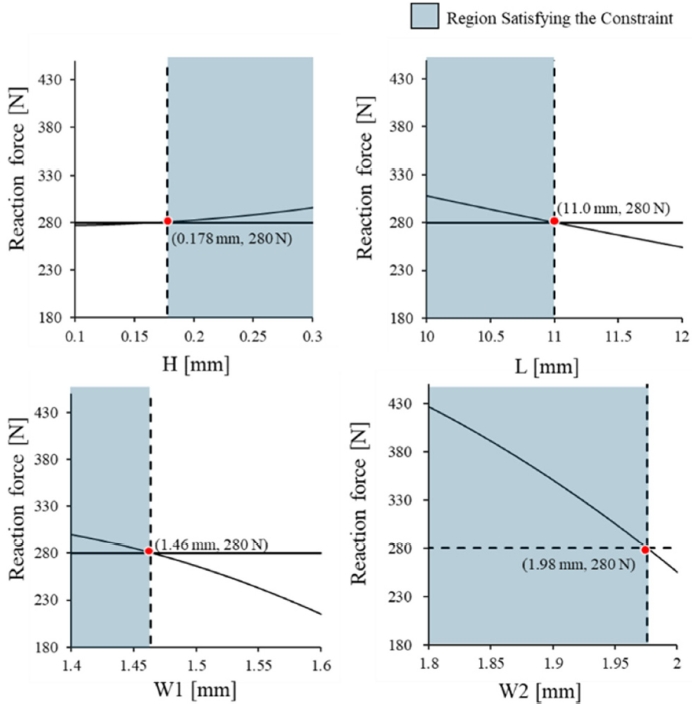
3.3.1 가중치 기반 변수 범위 재설정
앞서 선정한 설계 변수들을 기반으로 중심합성 계획법(Central Composite Design, CCD)을 통해 해석을 진행하였다. 이는 3수준의 Full-factorial Design 보다 적은 실험횟수로 회귀식을 도출하기 위한 방법이다.
본 데이터를 바탕으로
Fig. 11과 같이 변수별 구속 조건의 평균 응답 그래프를 도출하였으며 이를 바탕으로
Table 4에 구속 조건을 만족하는 변수 범위를 재설정하였다.
3.3.2 반응표면법
재설정한 설계변수를 바탕으로 다시 중심합성계획법을 통해 구조해석을 진행하였으며
Table 5에 나타내었다. 본 논문에서는 각 설계변수의 교호작용이 발생함을 이전 민감도 분석을 통해 확인하였기에 2차항 예측 모델인
식(1)을 사용하였다.
Y는 목적함수,
X는 설계변수이며
b는 회귀계수,
b0는
Y절편이다.
이를 통해 얻은 반응표면법 회귀 모델
식(2)을 나타내었다. 해당 회귀식의 신뢰성을 검토하고자 결정계수(R
2)를 고려하였다. 결정계수란 회귀모델에서 설계변수가 목적함수의 변동을 얼마나 잘 설명하는지 나타내는 척도다. 0-100%의 값을 나타내며 100%에 가까워질수록 회귀모델이 유효함을 뜻한다. 본 논문에서의 결정계수는 약 94.7%로 나타나, 본 모델에 근거한 최적해에 대해 충분한 신뢰성이 검증되었다.
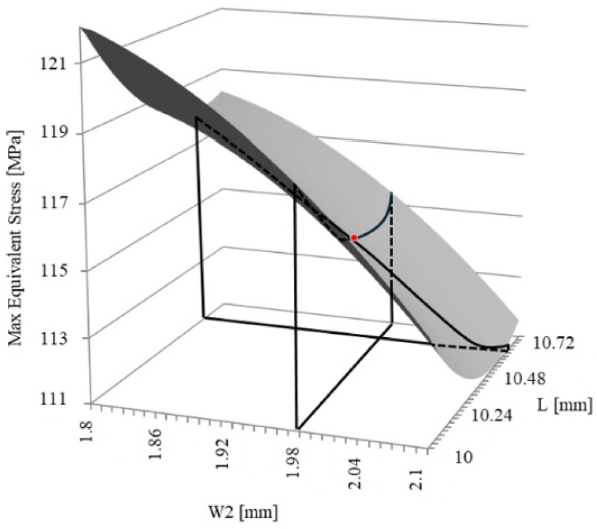
앞선 결과들을 통해 변수들과 목적함수 사이의 관계를 3차원 그래프로 작성하여
Fig. 12에 나타내었다. 목적함수와 각 변수의 관계를 통해 목표에 부합하는 최적 설계변수를
Table 6에 정리하였다.
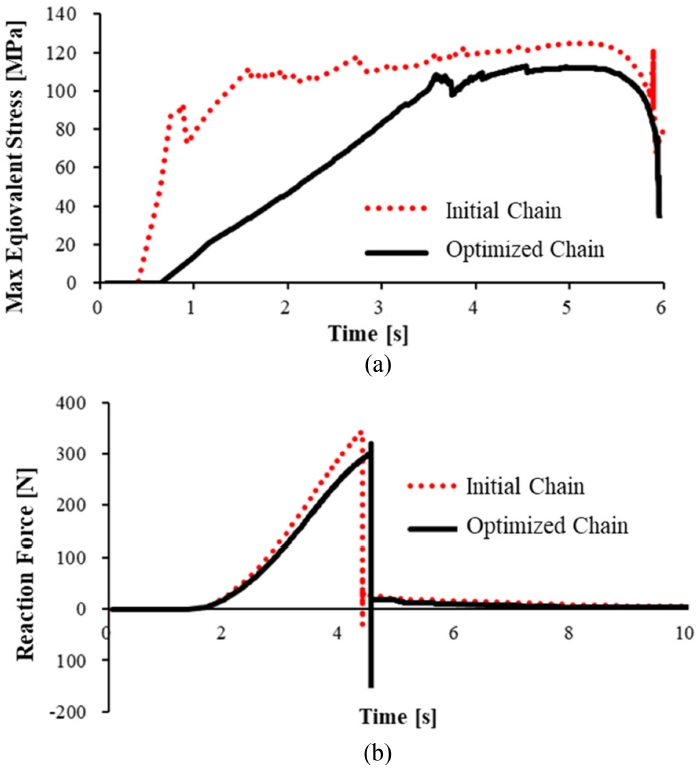
Table 6에서 도출된 최적 설계 변수를 기반으로 초기 형상과 최적 형상에 대해 유한요소해석을 수행하였으며, 그 결과는
Figs. 13과
14, 그리고
Table 7에 정리되어 있다.
Fig. 13에 제시 된 조립 과정 중 최대 등가응력이 발생하는 시점의 응력 분포를 살펴보면, 최적 형상은 초기 형상 대비 최대 응력이 125.0에서 112.9 MPa로 감소하여 약 9.7%의 응력 감소 효과를 나타냈다.
Fig. 14에서는 조립 과정에 따른 시간 기반 응력 및 반력 거동을 비교하였으며, 조립 과정에서는 최적 형상이 응력 변화율이 더 낮게 나타나 구조적 부담이 분산되는 경향을 보였다. 이탈 과정에서도 최적 형상은 319.7 N의 반력을 유지하여 최소 요구 기준인 280 N을 충분히 만족하였다.
Table 6은 이와 같은 결과를 정리해 놓았으며, 이를 통해 최적 설계 형상이 조립 중 응력 집중을 효과적으로 완화하고, 분리 시에도 충분한 체결 유지력을 확보하여 케이블 체인의 구조적 신뢰성을 향상시킬 수 있음을 확인할 수 있다.
4. 결론
본 연구에서는 일체형 케이블 체인의 이탈력 확보와 조립 응력 저감을 동시에 만족할 수 있는 최적 형상 설계를 목표로 하였다. 우선 유한요소 해석을 통해 케이블 체인의 체결, 분해 과정을 구현하였으며 반응표면법을 적용하여 조립 응력을 최소화할 수 있는 형상을 도출하고자 하였다. 이때 단순 반응표면법 만으로는 구속 조건인 최소 이탈력까지 고려하기는 어려우므로, 순차적 반응표면법을 통해 목표 이탈력을 만족하는 변수 범위를 재설정 한 뒤 최대 등가 응력에 대한 반응표면법을 진행하였다. 이를 통해 획득한 형상은 기존 설계 대비 약 9.7%의 응력 감소 효과를 보이며 체결 조건도 만족하였다. 본 연구 결과를 통해 클린룸 환경에서 사용되는 무빙 케이블 체인의 설계 및 개발이 가능할 것으로 기대된다.
다만 본 연구는 단순 인장 하중만을 고려하였다. 따라서 실제 사용 환경에서 빈번한 복합 하중에 대한 검증이 부족하다. 특히 무빙케이블의 왕복운동 과정에서 부품 간의 미세한 유격으로 인하여 발생하는 비틀림 하중에 대한 구조적 안정성은 평가하지 않았다. 향후 연구에서는 실제 무빙케이블에서 발생하는 비틀림 하중을 측정, 인장-비틀림 연계 해석 모델을 구축하여 보다 실환경에 근접한 설계 최적화를 수행하고자 한다.
Fig. 1
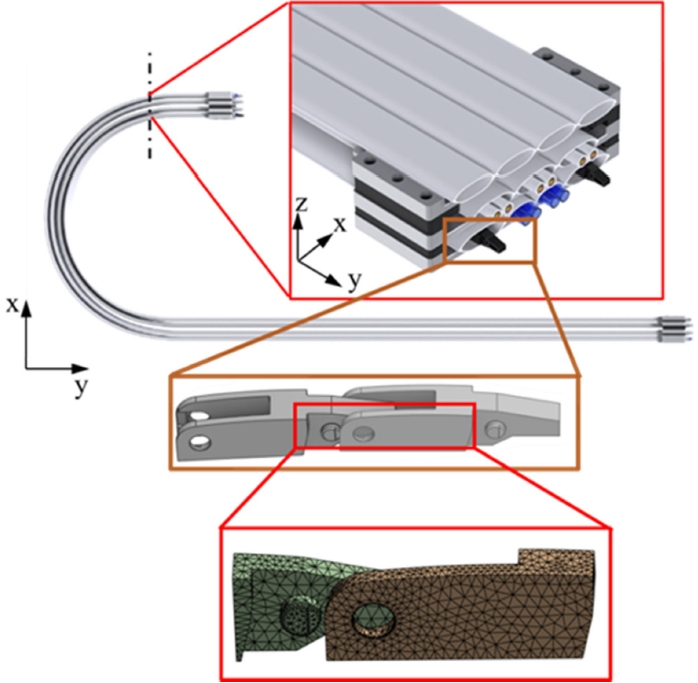
Fig. 2FEA contact and boundary conditions

Fig. 3(a) Assembly process of cable chain and (b) Unclipping processes of cable chain
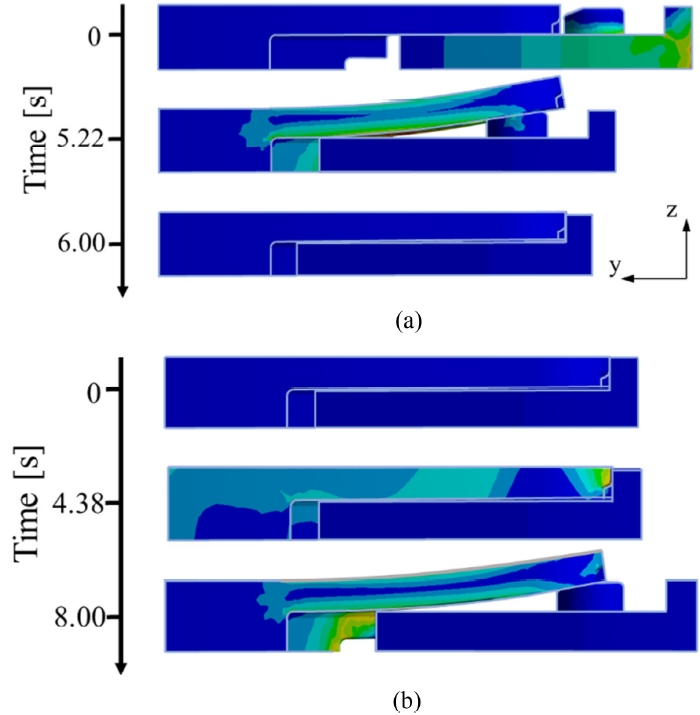
Fig. 4(a) Maximum equivalent stress over time during assembly process and (b) Reaction force over time during the detachment (pull off) process
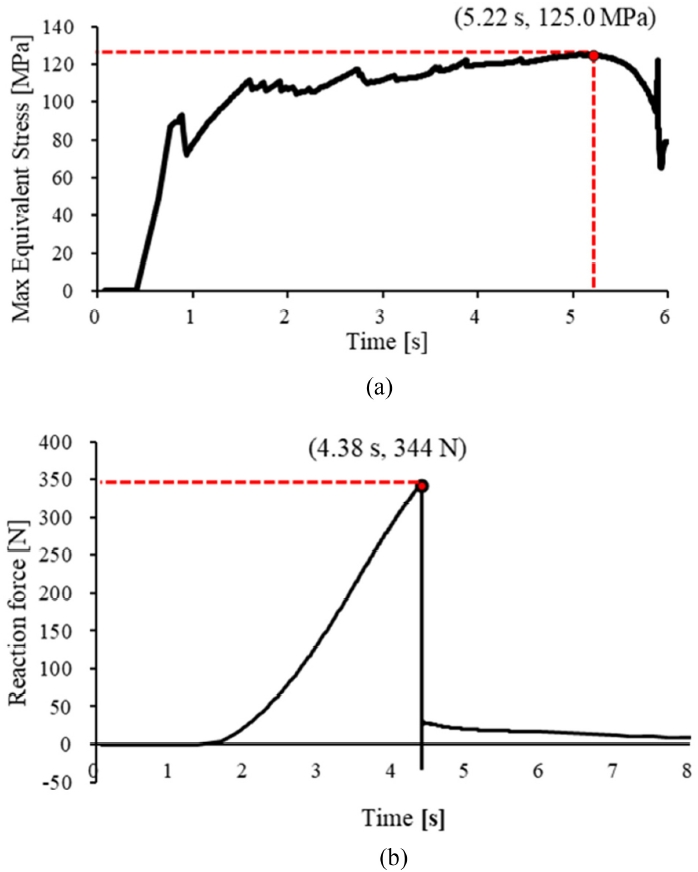
Fig. 5Equivalent stress distribution at the moment of maximum stress during assembly process
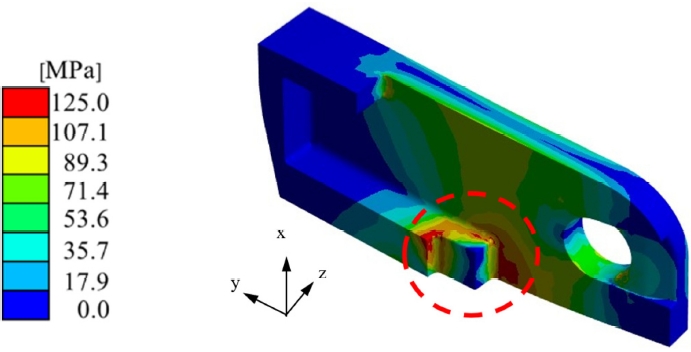
Fig. 6
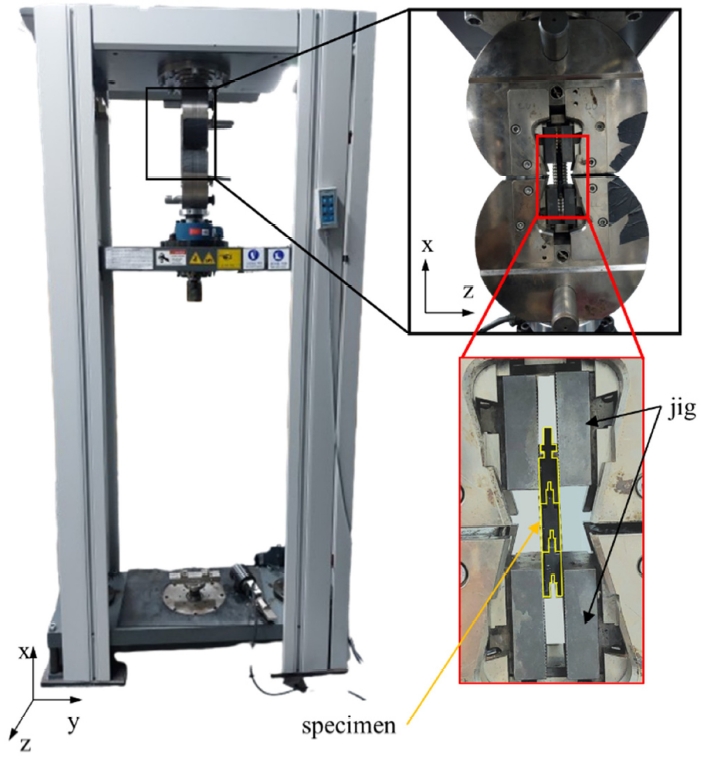
Fig. 7Tensile test result: load–displacement curve of the cable chain
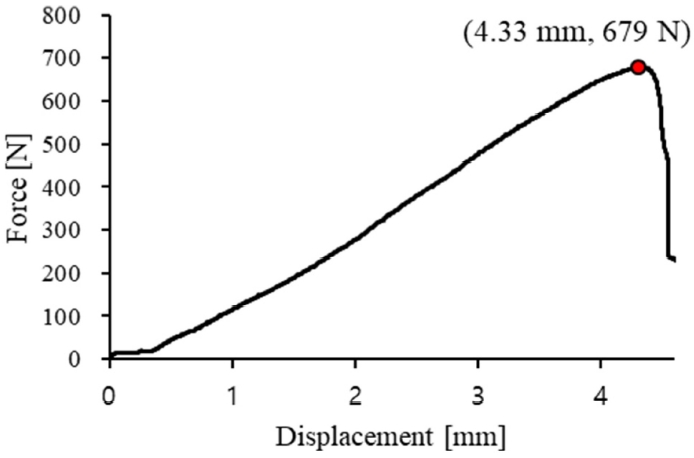
Fig. 8Geometric model with defined parameters
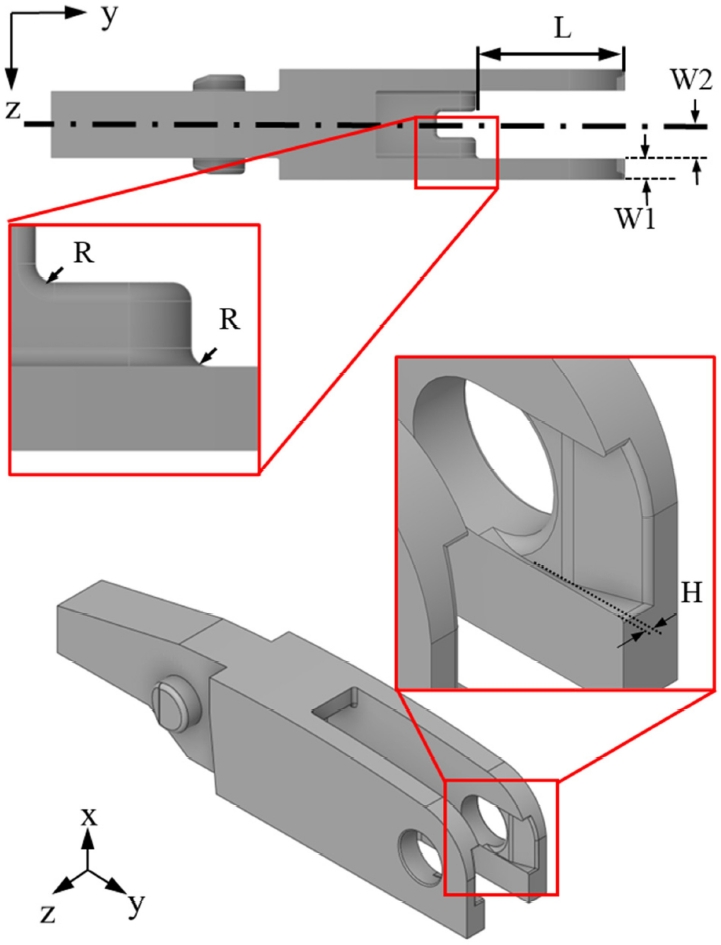
Fig. 9Sensitivity analysis - pareto chart for object function
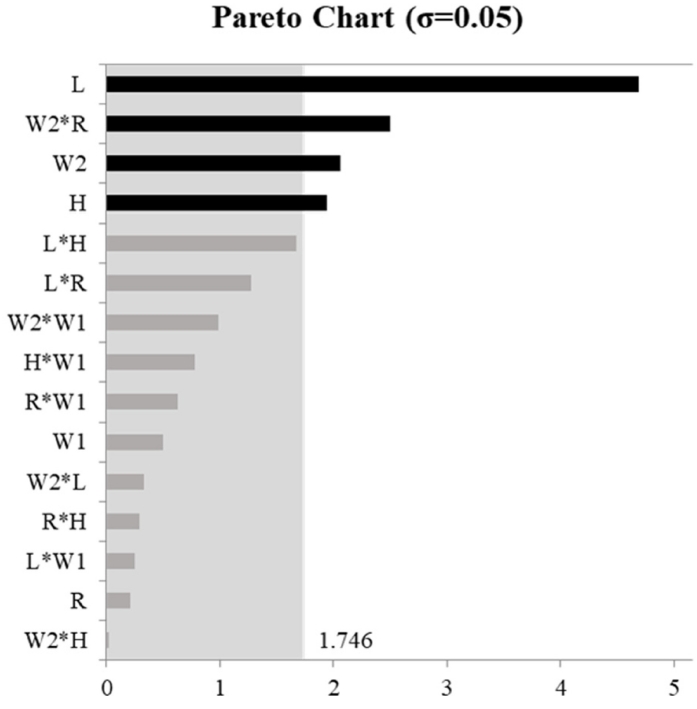
Fig. 10Sensitivity analysis - pareto chart for constraint
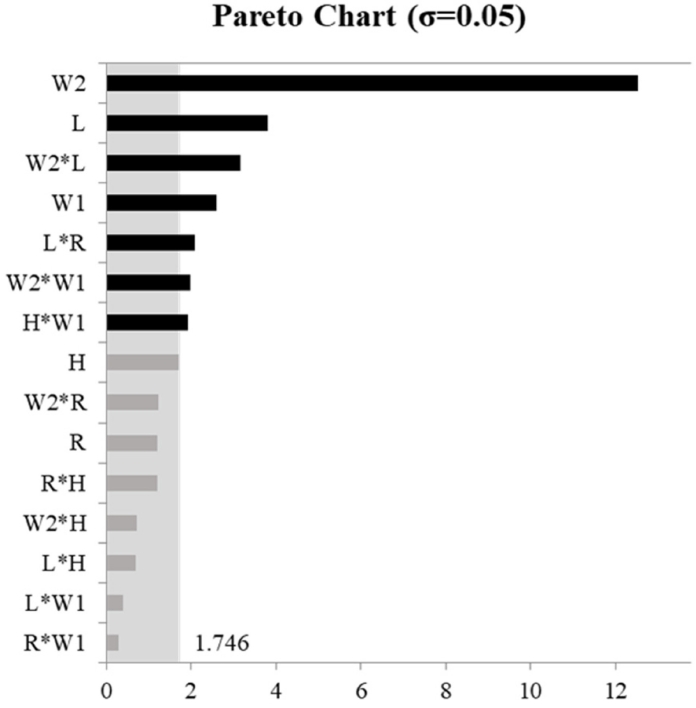
Fig. 11Region satisfying the constraint
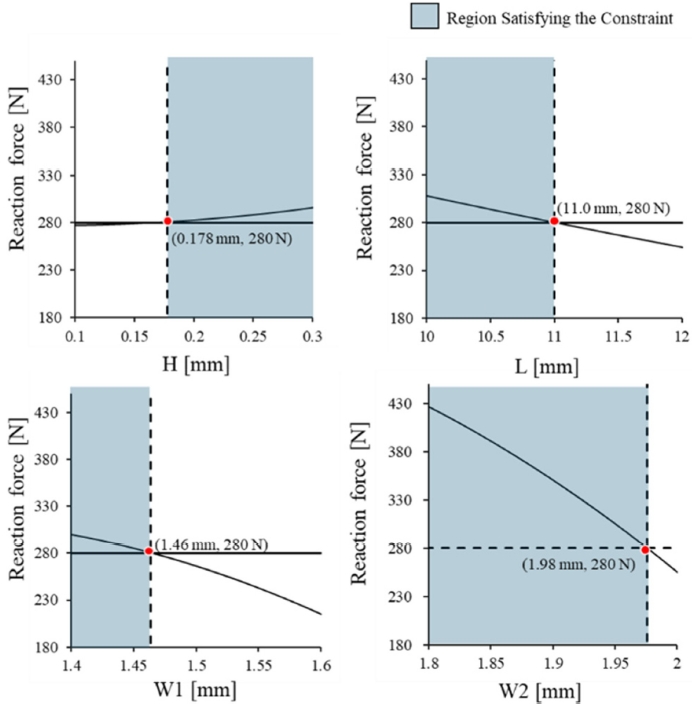
Fig. 12Relationship between L and W2
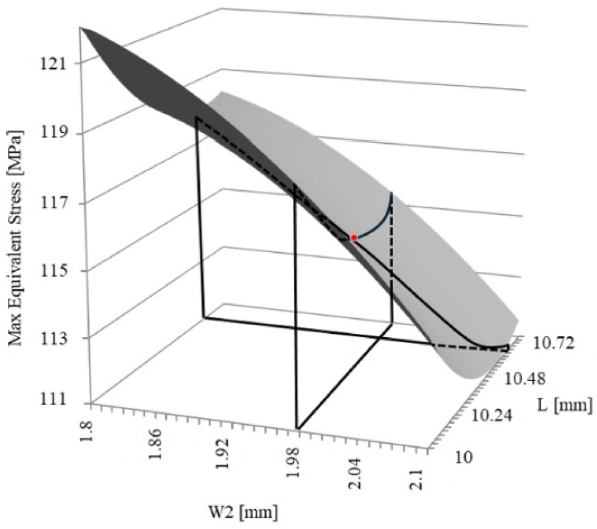
Fig. 13(a) Maximum equivalent stress over time during the assembly process and (b) Reaction force over time during the detachment (pull-off) process
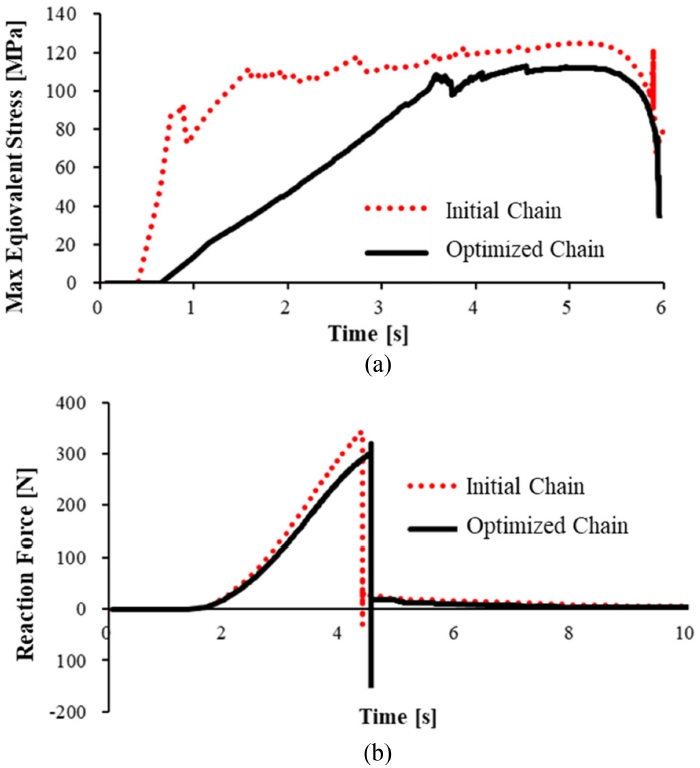
Fig. 14Comparison of assembly responses between initial and optimized cable chains
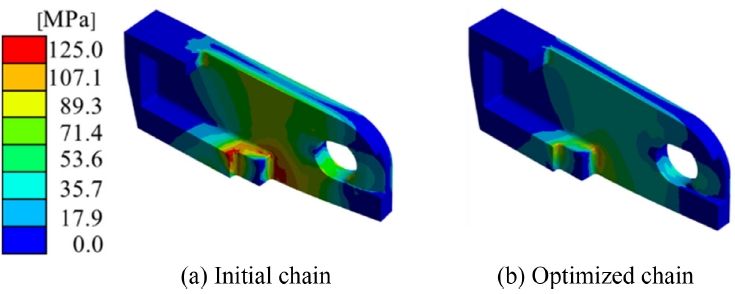
Table 1.
Table 1.
|
Properties |
Plastic, PA6 (30-35% glass fiber) |
|
Density [kg/m³] |
1,350 |
|
Young’s modulus [MPa] |
5,469 |
|
Poisson’s ratio [-] |
0.35 |
|
Yield tensile strength [MPa] |
141.4 |
Table 2.
Table 2.
|
Design variables |
Interlocking gap [mm] |
H |
|
Length [mm] |
L |
|
Fillet radius [mm] |
R |
|
Outer width [mm] |
W1 |
|
Inner width [mm] |
W2 |
|
|
|
|
Objective function |
Maximum equivalent stress |
Min. F(x) = σmax
|
|
Constraint |
Minimum pull off force |
280 N ≤ FPO
|
|
|
|
|
Design variables |
H[mm] |
0.1 ≤ H ≤ 0.3 |
|
L[mm] |
10 ≤ L ≤ 12 |
|
R[mm] |
0.1 ≤ R ≤ 0.5 |
|
W1[mm] |
1.4 ≤ W1 ≤ 1.6 |
|
W2[mm] |
1.8 ≤ W2 ≤ 2.0 |
Table 3.Design of experiment (DOE)
Table 3.
|
Design variable = H, L, R, W1, W2
|
Object function
|
Constraint
|
|
No. |
H [mm] |
L [mm] |
R [mm] |
W1 [mm] |
W2 [mm] |
σmax [MPa] |
FPO [N] |
|
1 |
0.1 |
10 |
1.4 |
1.8 |
0.1 |
130.8 |
454.1 |
|
2 |
0.1 |
10 |
1.4 |
1.8 |
0.3 |
124.0 |
369.2 |
|
3 |
0.1 |
12 |
1.4 |
1.8 |
0.1 |
120.2 |
453.5 |
|
4 |
0.1 |
12 |
1.4 |
1.8 |
0.3 |
121.2 |
370.7 |
|
5 |
0.5 |
10 |
1.4 |
1.8 |
0.1 |
137.0 |
452.5 |
|
6 |
0.5 |
10 |
1.4 |
1.8 |
0.3 |
131.7 |
369.1 |
|
7 |
0.5 |
12 |
1.4 |
1.8 |
0.1 |
122.7 |
452.7 |
|
8 |
0.5 |
12 |
1.4 |
1.8 |
0.3 |
126.6 |
369.7 |
|
9 |
0.1 |
10 |
1.6 |
1.8 |
0.1 |
127.0 |
468.7 |
|
10 |
0.1 |
10 |
1.6 |
1.8 |
0.3 |
119.3 |
437.6 |
|
11 |
0.1 |
12 |
1.6 |
1.8 |
0.1 |
126.5 |
403.5 |
|
12 |
0.1 |
12 |
1.6 |
1.8 |
0.3 |
118.5 |
408.3 |
|
13 |
0.5 |
10 |
1.6 |
1.8 |
0.1 |
133.3 |
481.1 |
|
14 |
0.5 |
10 |
1.6 |
1.8 |
0.3 |
133.6 |
442.8 |
|
15 |
0.5 |
12 |
1.6 |
1.8 |
0.1 |
119.5 |
422.4 |
|
16 |
0.5 |
12 |
1.6 |
1.8 |
0.3 |
117.6 |
420.5 |
|
17 |
0.1 |
10 |
1.4 |
2 |
0.1 |
121.9 |
278.1 |
|
18 |
0.1 |
10 |
1.4 |
2 |
0.3 |
130.8 |
326.0 |
|
19 |
0.1 |
12 |
1.4 |
2 |
0.1 |
121.2 |
211.8 |
|
20 |
0.1 |
12 |
1.4 |
2 |
0.3 |
119.4 |
285.8 |
|
21 |
0.5 |
10 |
1.4 |
2 |
0.1 |
132.9 |
281.1 |
|
22 |
0.5 |
10 |
1.4 |
2 |
0.3 |
117.1 |
335.1 |
|
23 |
0.5 |
12 |
1.4 |
2 |
0.1 |
115.6 |
215.9 |
|
24 |
0.5 |
12 |
1.4 |
2 |
0.3 |
116.6 |
300.7 |
|
25 |
0.1 |
10 |
1.6 |
2 |
0.1 |
135.2 |
224.9 |
|
26 |
0.1 |
10 |
1.6 |
2 |
0.3 |
123.0 |
195.7 |
|
27 |
0.1 |
12 |
1.6 |
2 |
0.1 |
121.7 |
166.1 |
|
28 |
0.1 |
12 |
1.6 |
2 |
0.3 |
119.9 |
145.9 |
|
29 |
0.5 |
10 |
1.6 |
2 |
0.1 |
126.4 |
235.5 |
|
30 |
0.5 |
10 |
1.6 |
2 |
0.3 |
118.9 |
214.2 |
|
31 |
0.5 |
12 |
1.6 |
2 |
0.1 |
116.2 |
172.2 |
|
32 |
0.5 |
12 |
1.6 |
2 |
0.3 |
120.3 |
156.5 |
Table 4.Parameters – region satisfying the constraint
Table 4.
|
Design variables |
H [mm] |
0.18 ≤ H ≤ 0.30 |
|
L [mm] |
10.0 ≤ L ≤ 11.0 |
|
W1 [mm] |
1.40 ≤ W1 ≤ 1.46 |
|
W2 [mm] |
1.80 ≤ W2 ≤ 1.98 |
Table 5.Comparison of simulation and RSM
Table 5.
|
Design variable = H, L, R, W1, W2
|
Object function
|
|
No. |
H [mm] |
L [mm] |
W1 [mm] |
W2 [mm] |
σmax [MPa] |
|
1 |
11 |
1.4 |
0.18 |
1.8 |
122.5 |
|
2 |
10 |
1.46 |
0.18 |
1.8 |
123.8 |
|
3 |
10 |
1.4 |
0.3 |
1.8 |
120.8 |
|
4 |
11 |
1.46 |
0.3 |
1.8 |
119.6 |
|
5 |
10 |
1.4 |
0.18 |
1.98 |
119.5 |
|
6 |
11 |
1.46 |
0.18 |
1.98 |
116.3 |
|
7 |
11 |
1.4 |
0.3 |
1.98 |
118.3 |
|
8 |
10 |
1.46 |
0.3 |
1.98 |
117.0 |
|
9 |
10.5 |
1.43 |
0.24 |
1.89 |
116.7 |
|
10 |
10.5 |
1.43 |
0.24 |
1.89 |
116.7 |
|
11 |
10 |
1.4 |
0.18 |
1.8 |
121.1 |
|
12 |
11 |
1.46 |
0.18 |
1.8 |
117.7 |
|
13 |
11 |
1.4 |
0.3 |
1.8 |
118.5 |
|
14 |
10 |
1.46 |
0.3 |
1.8 |
121.7 |
|
15 |
11 |
1.4 |
0.18 |
1.98 |
118.9 |
|
16 |
10 |
1.46 |
0.18 |
1.98 |
121.0 |
|
17 |
10 |
1.4 |
0.3 |
1.98 |
117.8 |
|
18 |
11 |
1.46 |
0.3 |
1.98 |
115.7 |
|
19 |
10.5 |
1.43 |
0.24 |
1.89 |
116.7 |
|
20 |
10.5 |
1.43 |
0.24 |
1.89 |
116.7 |
|
21 |
10 |
1.43 |
0.24 |
1.89 |
121.6 |
|
22 |
11 |
1.43 |
0.24 |
1.89 |
118.9 |
|
23 |
10.5 |
1.4 |
0.24 |
1.89 |
119.7 |
|
24 |
10.5 |
1.46 |
0.24 |
1.89 |
117.2 |
|
25 |
10.5 |
1.43 |
0.18 |
1.89 |
117.9 |
|
26 |
10.5 |
1.43 |
0.3 |
1.89 |
119.4 |
|
27 |
10.5 |
1.43 |
0.24 |
1.8 |
118.7 |
|
28 |
10.5 |
1.43 |
0.24 |
1.98 |
117.2 |
|
29 |
10.5 |
1.43 |
0.24 |
1.89 |
116.7 |
|
30 |
10.5 |
1.43 |
0.24 |
1.89 |
116.7 |
Table 6.Optimized design variables
Table 6.
|
Design variable |
H [mm] |
L [mm] |
W1 [mm] |
W2 [mm] |
|
Value |
0.29 |
10.7 |
1.47 |
1.98 |
Table 7.comparison between initial and optimized cable chain
Table 7.
|
Equivalent stress [MPa] |
Pull off force [N] |
Improvement rate [%] |
|
Initial chain |
125.0 |
344.0 |
- |
|
Optimized chain |
112.9 |
319.7 |
9.7 |
REFERENCES
- 1. Shin, E., Kim, K., (2018), Influence of the operating conditions of a cable carrier on the dynamic characteristics, Journal of the Korean Society of Manufacturing Technology Engineers, 27(6), 570-576.
- 2. Ramalho, P., Campilho, R., Silva, F., Pedroso, A., Sales-Contini, R., (2024), Productivity improvement of control cable manufacturing machine for the automotive industry, Mechanics Based Design of Structures and Machines, 52(12), 9717-9740.
- 3. Uhe, B., Kuball, C.-M., Merklein, M., Meschut, G., (2023), Increased sustainability in fastener production with the example of self-piercing rivets, Journal of Manufacturing and Materials Processing, 7(6), 193.
- 4. Yoshida, K., Wada, H., (2020), Mechanics of a snap fit, Physical Review Letters, 125(19), 194301.
- 5. Žák, S., Lassnig, A., Cordill, M. J., Pippan, R., (2021), Finite element-based analysis of buckling-induced plastic deformation, Journal of the Mechanics and Physics of Solids, 157, 104631.
- 6. Stefanoaea, N., Rusu, D.-M., Pascu, A.-M., (2024), A simulation method for the one-time snap-fit assembly process of PA6 GF60-components, Engineering, Technology & Applied Science Research, 14(1), 12988-12992.
- 7. Ansys, Ansys granta materials data. https://www.ansys.com/products/materials/materials-data-library#tab1-1.
- 8. Lee, C., Hong, S., (2018), Curvature area prediction for the deep drawing-ironing process of a cylindrical cup using finite element method and regression analysis, Journal of Mechanical Science and Technology, 32(12), 5913-5918.
- 9. Montgomery, D. C., (2017), Design and analysis of experiments. John Wiley & Sons.
- 10. Hwang, S., Lee, C., Hong, S., optimal design technique for the shape of induction heating electric range coil using response surface method, Journal of the Korean Society for Precision Engineering, 41(5), 407-413.
- 11. Gu, B.-J., Hong, S.-M., (2019), Numerical approach to optimize piercing punch and die shape in hub clutch product, Journal of the Korea Academia-Industrial Cooperation Society, 20(9), 517-524.
Biography
- Min Je Kim
M.S. student in the Department of Smart Mobility Engineering, Kongju National University. His research interest is FEA.
- Min Seong Oh
M. S. candidate in the Department of Future Convergence Engineering, Kongju National University. His research interest is FEA.
- Soon Jae Hwang
Ph.D. candidate in the Department of Future Convergence Engineeting, Kongju National University. His research interest is FEA.
- Do Hyoung Kim
He received M. Eng. Degree in the Department of Electronic Engineering, Cheongju University. His research interest is the material analysis of ePTFE
- Seok Moo Hong
Professor in the Department of Future Automotive Engineering, Kongju National University. His interest are Metal Sheet Forming and Forging, FEA, Optimizing.