ABSTRACT
This study proposes a systematic data preprocessing algorithm tailored for AI-based modeling of manufacturing data from a roll-to-roll (R2R) lithium iron phosphate (LFP) battery electrode coating process. The preprocessing strategy specifically addresses process characteristics and spatiotemporal inconsistencies in sensor data, significantly improving data quality for machine learning applications. Utilizing the refined dataset, machine learning models were created to predict coating-related characteristics, resulting in high explanatory power and low prediction errors. This framework effectively illustrates the potential of data-driven modeling for reliable predictions and quantitative analysis of coating uniformity in battery manufacturing.
-
KEYWORDS: Coating process, Data preprocessing, AI model
-
KEYWORDS: 코팅 공정, 데이터 전처리, 인공지능 모델
1. 서론
코팅 공정은 기판 표면에 기능성 물질을 균일하게 도포함으로써 소재의 물리적 화학적 특성을 부여하는 공정으로 필름, 디스플레이, 반도체, 에너지 소재 등 다양한 산업 분야에서 널리 활용되고 있다[
1-
4]. 이러한 코팅 공정 중에서도 롤투롤(Roll-to-Roll, R
2R) 공정은 높은 생산성, 공정 연속성, 대면적 기판 처리가 가능하다는 장점으로 인해 산업 전반에서 핵심 제조 기술로 자리잡고 있다. 특히 슬롯다이(Slot-die), 그라비어(Gravure)와 같은 롤투롤 기반 코팅 방식은 공정 재현성과 두께 제어성이 우수하여 대량 생산 환경에 적합한 대표적인 공정으로[
5,
6], 이차전지의 전극 제조 공정에서의 연구가 활발히 진행되고 있다[
7,
8]. 이차 전지 전극 제조 공정은 활물질 슬러리를 집전체 위에 코팅하여 제조되며, 전극 두께의 불균일성은 전극 내 전류 밀도 분포, 전하 전달 저항, 열 발생 특성에 직접적인 영향을 미친다. 코팅 두께의 불균일성은 국부적인 리튬의 도금, 전극 열화 가속, 충방전 효율 저하 및 장기 사이클 수명 감소와 같은 문제를 유발할 수 있으며, 이는 전지의 성능 및 안정성 저하로 이어질 수 있다[
9-
11]. 따라서 생산성 및 안정성 확보를 위해서 코팅공정에서의 코팅 균일도 유지가 필수적이다. 그러나 기존의 경험적 접근 방식은 공정 변수가 매우 다양하고 공정 구조가 복잡하여, 변수 간 상호작용을 체계적으로 파악하는 데 근본적인 한계를 지닌다. 이러한 한계를 극복하기 위한 대안으로, 제조데이터 기반 인공지능모델(Artificial Intelligence Model)을 적용한 방법이 활용되고 있다. Chen [
12] 등은 리튬이온배터리 전극 특성을 효율적으로 예측하기 위해 인공 지능 기반의 역전파 신경망(BPNN) 예측 방법을 제안하였으며, 기존의 선형회귀(MLR) 모델 대비 평균 35.5%의 RMSE 감소를 달성하며 우수한 예측 정확도를 확인하였다. Liu [
13] 등은 리튬 이온 배터리 제조 변수의 중요도를 분석하고 전극 질량 부하를 예측하는 ARD (Automatic Relevance Determination) 커널이 통합된 GPR (Gaussian Process Regression) 기반 기계 하급 프레임워크를 제시하였으며, 4가지 제조 변수 중에서 코터갭이 질량 부하 예측에 가장 중요한 영향을 미치는 것을 확인하였다.
이와 같이 최근에는 이차전지 산업을 비롯한 다양한 산업 분야에서 제조 데이터를 기반으로 한 인공지능 모델링 연구가 활발히 수행되고 있으며[
14-
16], 이러한 모델의 적용을 위해서는 체계적인 데이터 전처리 과정을 통해 신뢰성 있는 데이터 확보가 필수적이다. 이와 관련하여 Wuest [
17]등은 제조 공정에서 머신러닝 모델의 성능 저하 및 적용 실패의 주요 원인으로 노이즈, 비정합 데이터, 불충분한 데이터 전처리를 언급하였고, 데이터 품질 확보의 중요성을 강조하였다. 또한 Gao [
18] 등은 복잡한 제조 환경에서 센서 데이터의 시공간적 불일치와 이질성이 공정 예측 모델의 신뢰성을 저해할 수 있음을 확인하였고, Sculley [
19]등은 머신러닝 시스템 전반에서 데이터 전처리 및 파이프라인 관리의 미흡함이 성능 저하와 기술적 부채(Technical Debt)를 유발하는 핵심 요인임을 확인하였다. 그러나 이러한 선행 연구들에서는 데이터 품질 문제의 중요성을 확인하는 데 초점이 맞추어져 있으며, 체계적인 데이터 전처리 절차가 구축되어있지 않다는 한계가 있다. 이에 본 연구에서는 인공지능 모델의 신뢰성 확보 및 성능 향상을 위해 수집된 공정 데이터로부터 데이터 변환, 측정시점을 고려한 데이터 동기화, 유효영역의 추출을 위한 데이터 파티셔닝, 데이터셋 구축을 위한 병합과정을 통해 체계적인 데이터 전처리 절차를 구축하였으며, 코팅공정에서의 로딩량(Mass Loading) 예측 모델에 적용하여 성능을 평가하였다.
2. 데이터 수집 및 분석
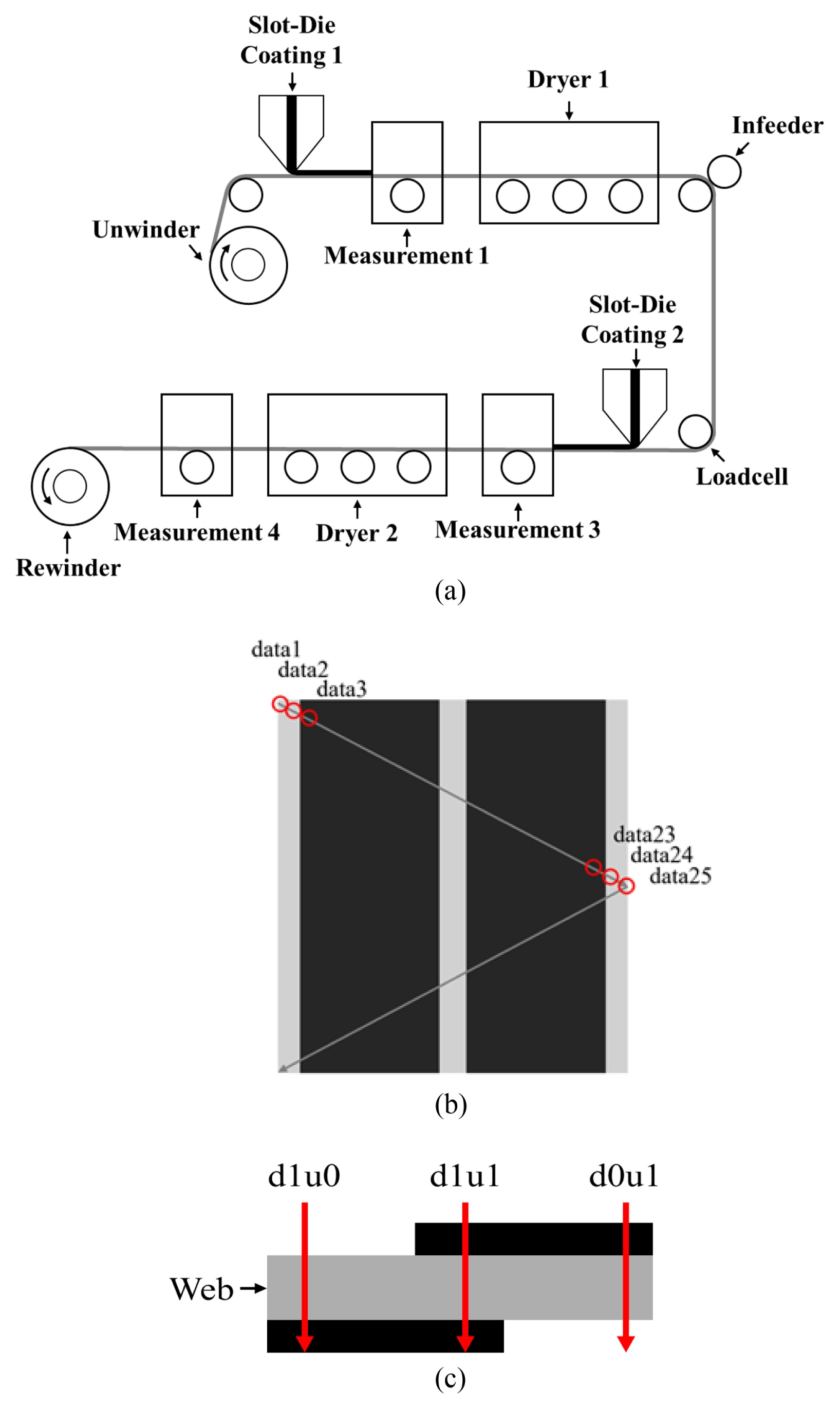
본 논문에서는 LFP (Lithium Iron Phosphate) 이차전지 음극 제조공정에 적용되는 산업용 롤투롤 코팅 장비로부터 데이터를 수집하였다. 해당 공정은 언와인더(Unwinder), 리와인더(Rewinder), 로드셀(Loadcell), 건조로(Dryer), 슬롯다이(Slotdie), 코팅 밀도 측정기(Coating Density Measurement), 인피더(Infeeder)등으로 구성되며, 공정의 개략도 및 구성요소는
Fig. 1(a)에 제시하였다.
각 구간의 로드셀은 장력을 실시간으로 계측하여 제어 시스템에 피드백을 제공하며, 인피더는 서보 모터에 의해 구동되며, 모터의 속도 제어를 통해 공정에 필요한 공급 속도를 조절한다. 언와인더는 설정된 장력 조건하에서 필름 롤을 안정적으로 풀어내어 공정 내부로 공급하며, 리와인더는 가공된 필름을 균일한 장력으로 다시 권취한다. 슬롯다이 코팅 장치에서는 활물질 슬러리가 기재 표면에 균일하게 도포되고, 이어지는 건조로를 통해 용매가 열에 의해 증발하여 코팅층이 형성된다.
코팅 밀도를 계측하기 위한 측정 장비는 하부 코팅 라인에서는 코팅 전·후 각각 1개씩, 상부 코팅 라인에서는 코팅 후 1개가 위치하여 총 3개로 구성되며, 각 측정장비의 위치는
Fig. 1(a)에 도시한 Measurement 1-3과 같다. 이러한 방식으로 계측된 코팅의 형태는
Fig. 1(b)와 같이 다중라인코팅(Multi-lane Coating) 구조이며, 대각선형태로 data 1-25의 코팅 데이터가 계측되어 저장된다. 계측된 데이터는 필름위에 로딩된 양의 값이 저장되며 센서 신호로부터 산출된 임의단위(Arbitrary Unit)로 표현되며, 실제 물리적 단위는 부여되지 않는다. 또한 코팅 공정에서 슬러리가 필름 표면에 도포되는 과정은 상부 및 하부 코팅이 서로 다른 위치에서 순차적으로 수행되는 공정 구조를 가지므로, 웹의 진행 방향을 따라 코팅 상태가 달라지며
Fig. 1(c)와 같이 세 가지 코팅 특성(d1u0, d0u1, d1u1)으로 구분될 수 있다. 여기서 d1u0는 아랫면만 코팅된 상태, d0u1은 윗면만 코팅된 상태, d1u1은 양면이 모두 코팅된 상태를 의미한다.
상부 코팅 라인에서는 윗면만 코팅되는 구간(d0u1)만 형성되며, 하부 코팅 라인에서는
Fig. 1(c)와 같이 아랫면과 윗면이 모두 코팅된 구간(d1u1), 윗면만 코팅된 구간(d0u1), 아랫면만 코팅된 구간(d1u0)이 혼재하여 나타난다. 이러한 코팅 특성을 고려할 때, Measurement 1에서는 단일 데이터가 수집되며, Measurement 3 및 4에서는 각각 세 가지 코팅 상태에 해당하는 데이터가 수집되어 총 7종의 데이터가 확보되었다. 다만 일부 구간에서 확보된 데이터의 양이 충분하지 않아, 최종적으로 5개의 데이터셋을 구성하였다.
3. 데이터 전처리 알고리즘 절차
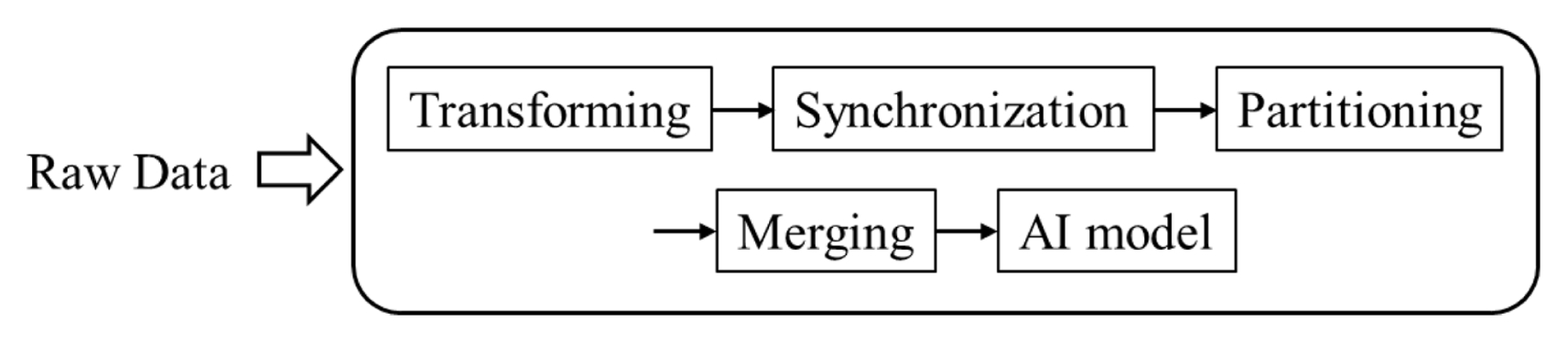
공정을 통해 수집된 데이터를 이용해 전처리 알고리즘의 전체 개략도를
Fig. 2에 도시하였다. 공정에서 수집된 Raw Data로부터 데이터 변환(Transforming), 동기화(Synchronization), 파티셔닝(Partitioning), 병합(Merging), 인공지능모델(AI Model) 적용을 통해 전처리된 데이터를 바탕으로 예측 모델을 생성하였다.
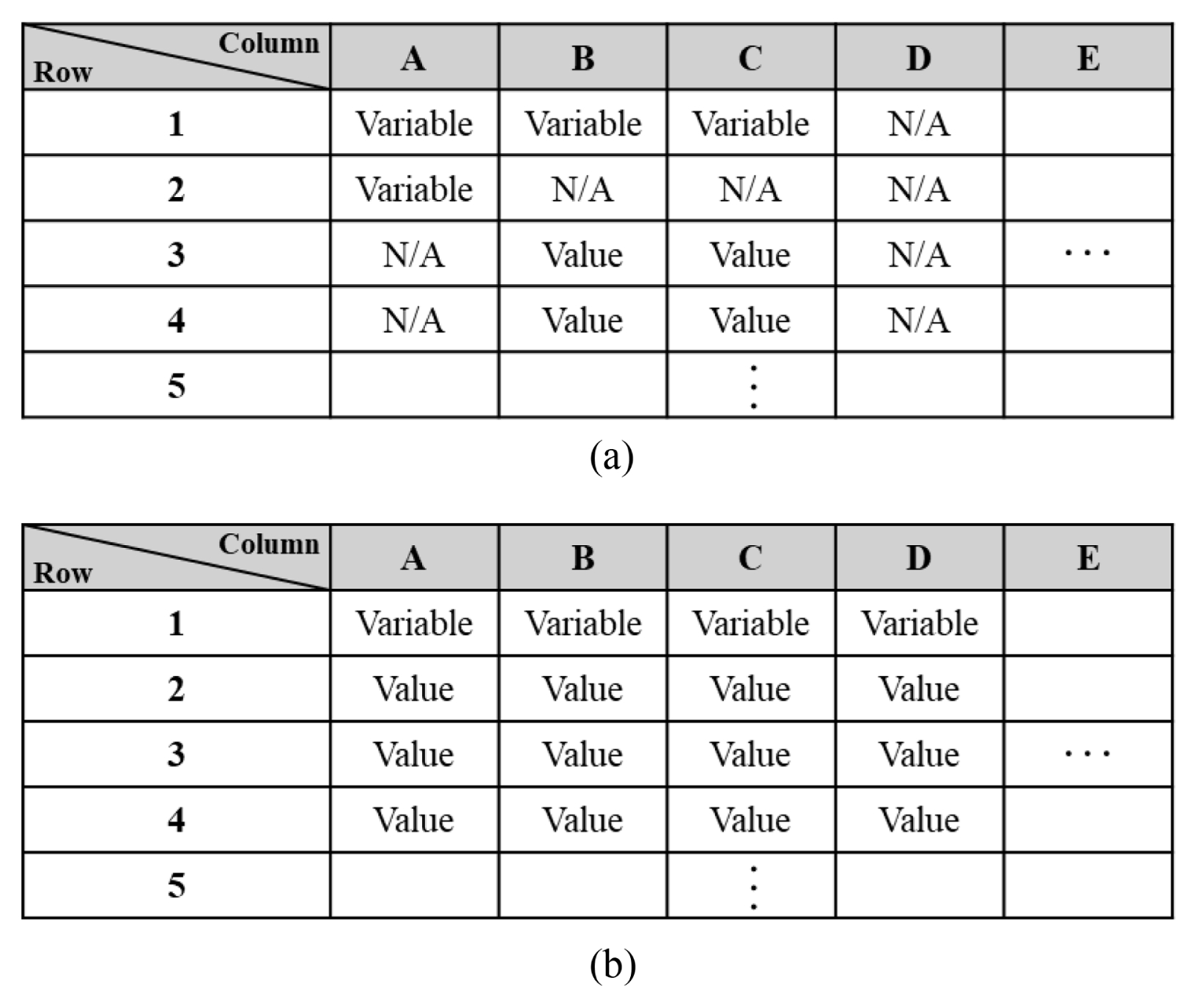
본 절차에서는 공정으로부터 수집된 Access 파일의 데이터는 구조적 한계로 인해 대규모 데이터 처리와 일반 분석 도구와의 통합이 어려워, 자동화된 데이터 파이프라인을 구축하는 데 있어 특히 호환성 및 처리 속도 측면에서 비효율적이다. 따라서 호환성이 높고 안정적인 파일형식인 CSV 형식으로 변환이 필요하며, 공정으로부터 수집된 Access 파일의 데이터 분포는
Fig. 2(a) 같이 결측값을 포함하고 있고, 변수와 값이 불규칙하게 분포되어 있다.
따라서 데이터 파이프라인 구축을 위한 첫 단계에서는 Access 파일을
Fig. 3(b)와 같이 각 열에 변수와 값이 체계적으로 정렬된 구조적 CSV 형식으로 변환한다. 이후에 동일한 구조를 갖는 신규 데이터가 수집되면 파이프라인 구동을 통해 자동으로 변환하여 저장된다.
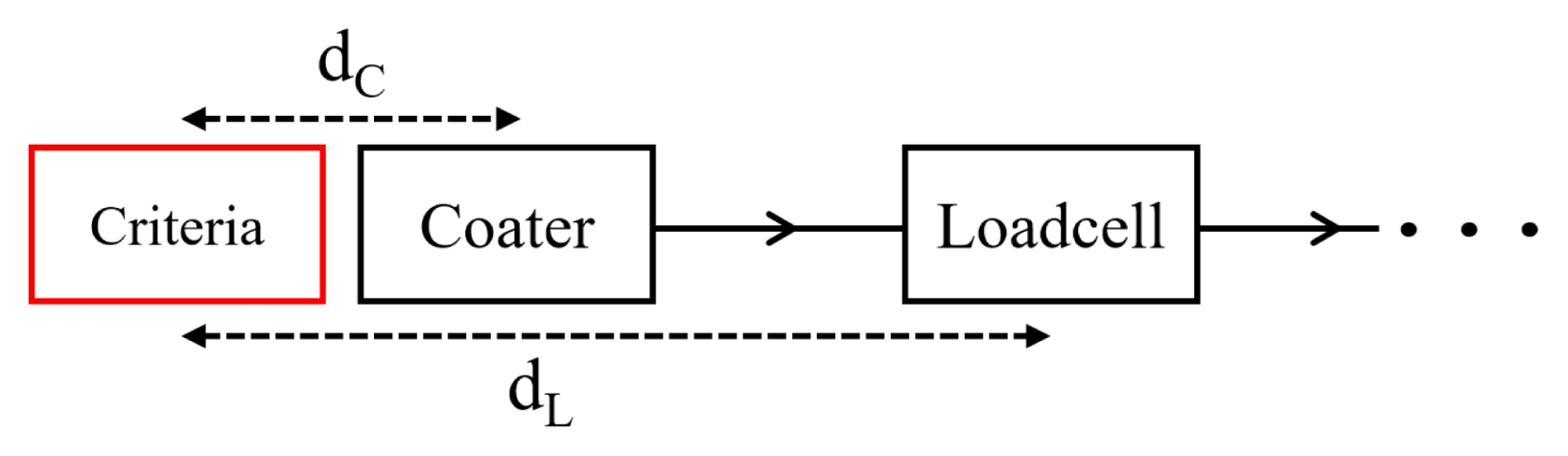
동기화단계에서는 제품관점에서의 센서 간 지연 시간을 계산하여 각 열마다의 데이터를 행 단위로 이동하였다.
Fig. 4에서 확인할 수 있듯이, 공정에서의 센서들은 서로 다른 위치에 배치되어 있어, 지연되는 시간에 대해 데이터 행의 이동이 필요하다[
20]. 각 센서의 지연 시간은 센서 간 위치 거리를 공정 속도를 통해 계산되며, 산출된 지연 시간에 따라 해당 열을 행 방향으로 이동시킨다. 또한 이러한 위치 정보를 이용해 코팅 밀도 측정 구간 이전의 변수들이 입력 변수 후보로 지정되었다. 이러한 데이터 동기화 절차는 모델 학습을 위한 정확하고 시간적으로 정렬된 데이터셋을 구축하는 데 핵심적인 과정이며, 추출된 위치 거리값은 모델의 입력변수를 선정하는 과정에서 사용된다.
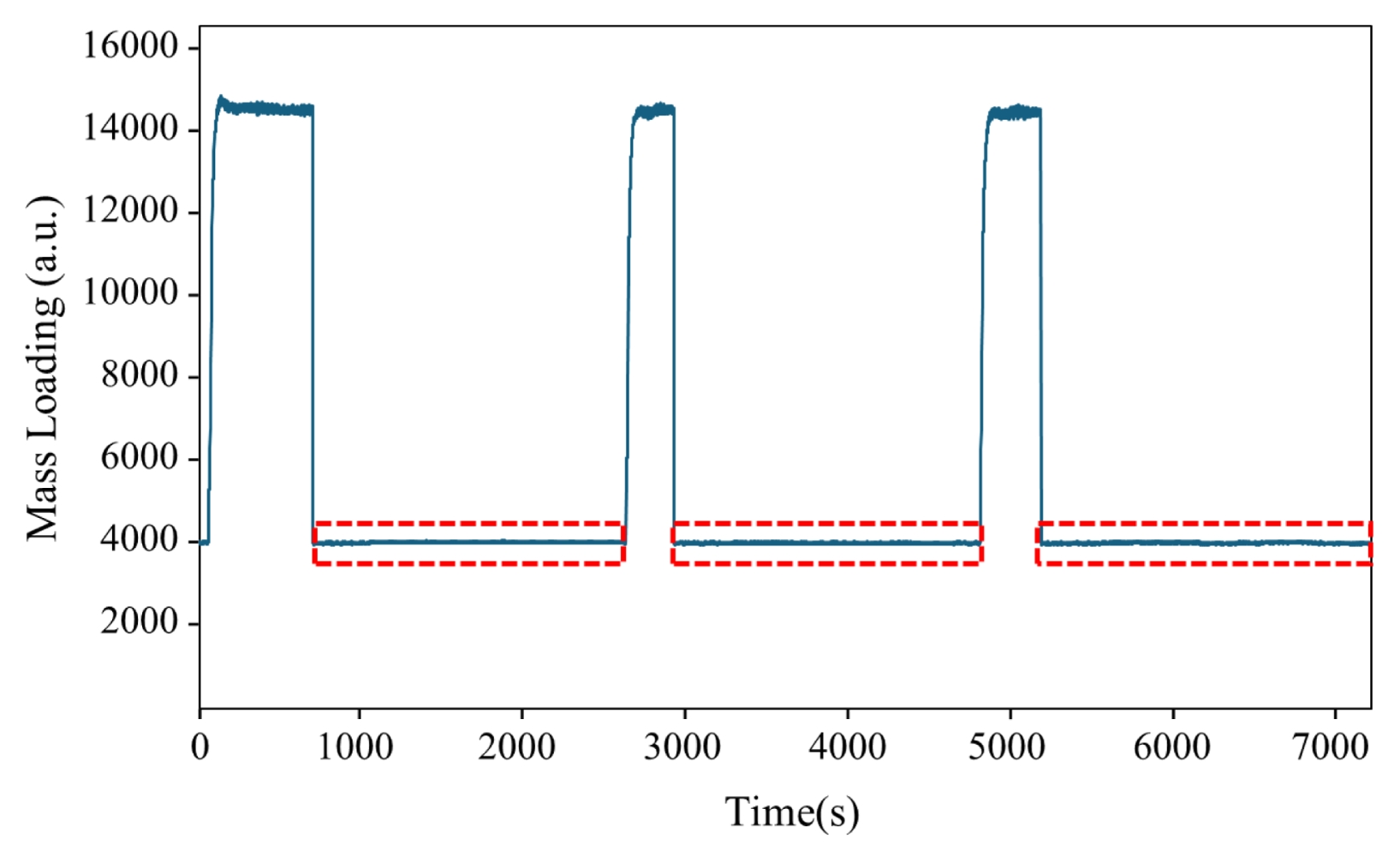
파티셔닝 단계에서는 코팅 특성에 따라 데이터가 구분되며, 코팅 공정에서의 필름의 상·하부 표면에 모두 수행되어 앞서 언급한 것과 같이 d1u0, d1u1, d0u1의 세 가지 타입으로 분류된다. Raw Data의 분포는
Fig. 5와 같이 구성되며 전체 데이터 중에서 빨간 점선의 영역과 같이 실험 영역이 아닌 데이터도 수집되는 것을 확인할 수 있다. 이러한 데이터는 고품질 데이터셋을 구축에 방해가 되므로, 실제 실험 데이터 영역을 추출하는 데이터 파티셔닝 작업이 필요하다.
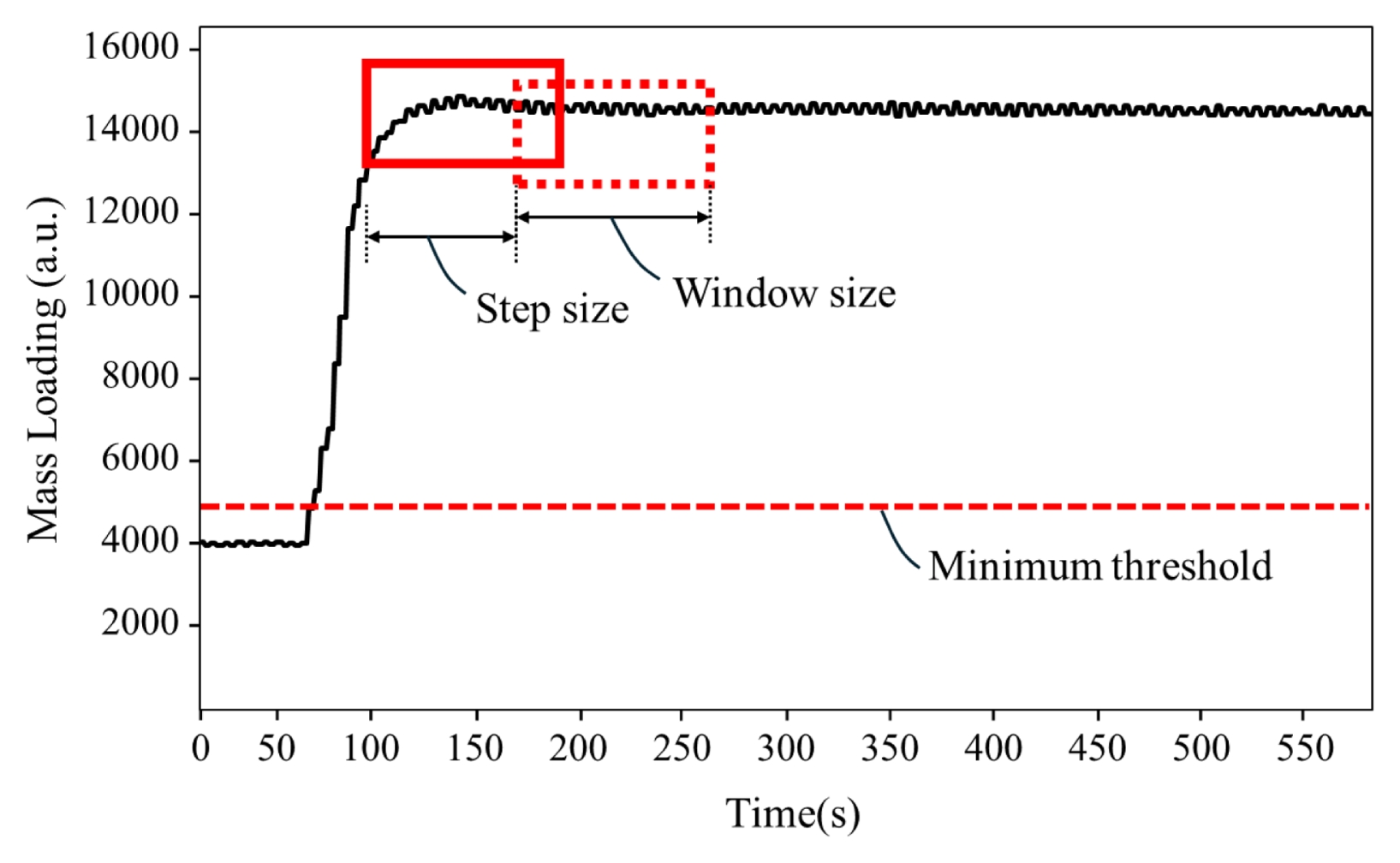
Raw Data로부터 유효 데이터 영역을 추출하기 위해
Fig. 6과 같이 윈도우 사이즈 기법을 사용하였다. 이 방법은 전체 영역의 데이터를 윈도우 사이즈 크기로 분할하여 검사하며, 검사영역내의 표준편차 값을 기준으로 이내에 해당하는 영역 내의 데이터만을 유효영역으로 추출한다. 또한 최소 임계값(Minimum Threshold) 설정을 통해 유효하지 않은 영역의 데이터를 제거하였다. 각 파티셔닝 파라미터 값은
Table 1과 같다.
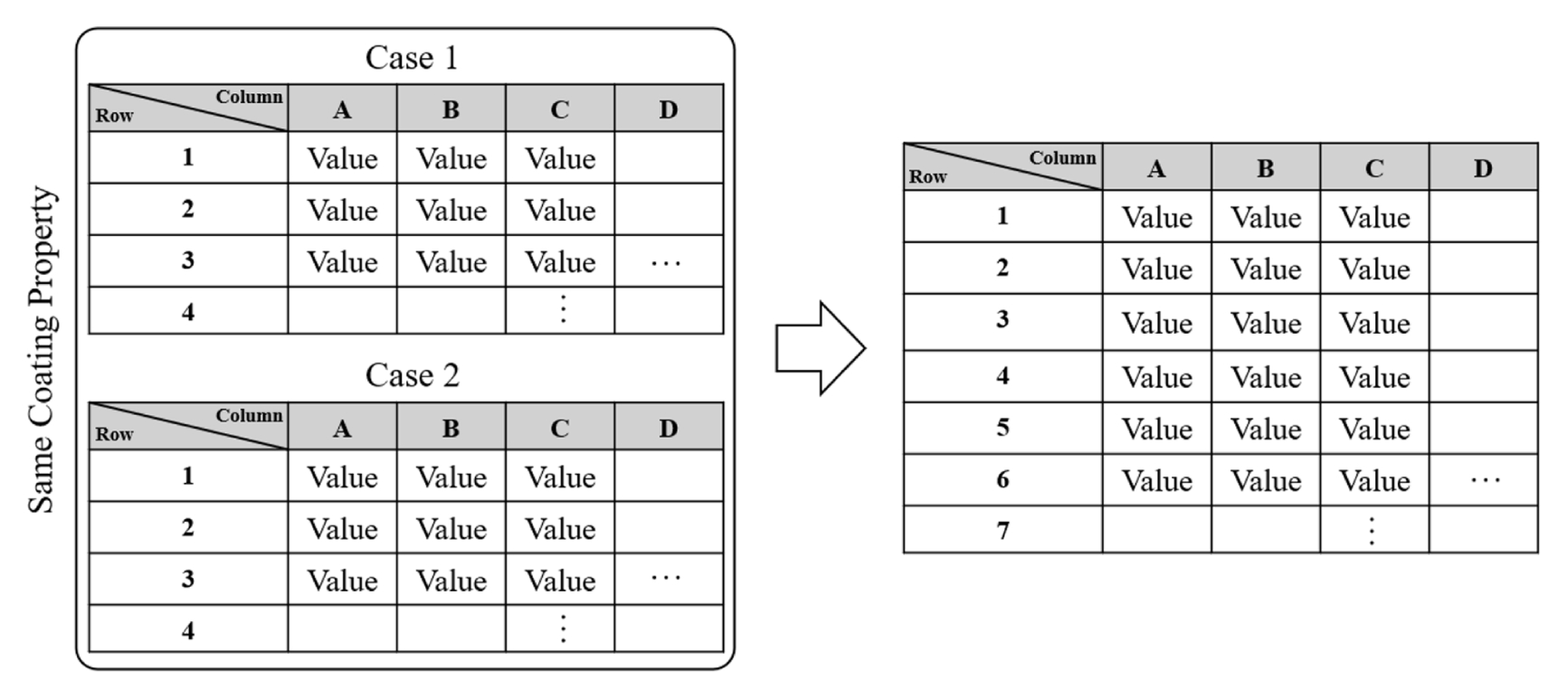
병합단계에서는 파티셔닝 과정에서 분리된 파일들을 동일한 특성을 가지는 파일들을 병합하여 데이터 셋을 구축한다. 앞선 파티셔닝 과정을 통해 1개의 Raw Data에서 다량의 동특성을 가지는 파일들이 생성되었고, 모두 유효한 영역에 대해서만 추출되었다. 추출된 데이터 파일들을 병합 과정을 통해 코팅특성에 따라 총 5개의 파일로 구성되며, 절차는
Fig. 7과 같다.
4. 인공지능 모델을 적용한 예측 결과
입력 변수 선정 과정을 통해 각 모델에 가장 큰 영향을 미치는 주요 변수들이 선정되었고, 선정된 변수들로 필터링된 데이터셋을 기반으로 랜덤포레스트회귀(Random Forest Regressor) 모델을 구성하였으며, 성능 평가 지표로 결정계수(Coefficient of Determination, R2)와 평균제곱근오차(Root Mean Square Error, RMSE)를 이용하였다.
4.1 모델 선정
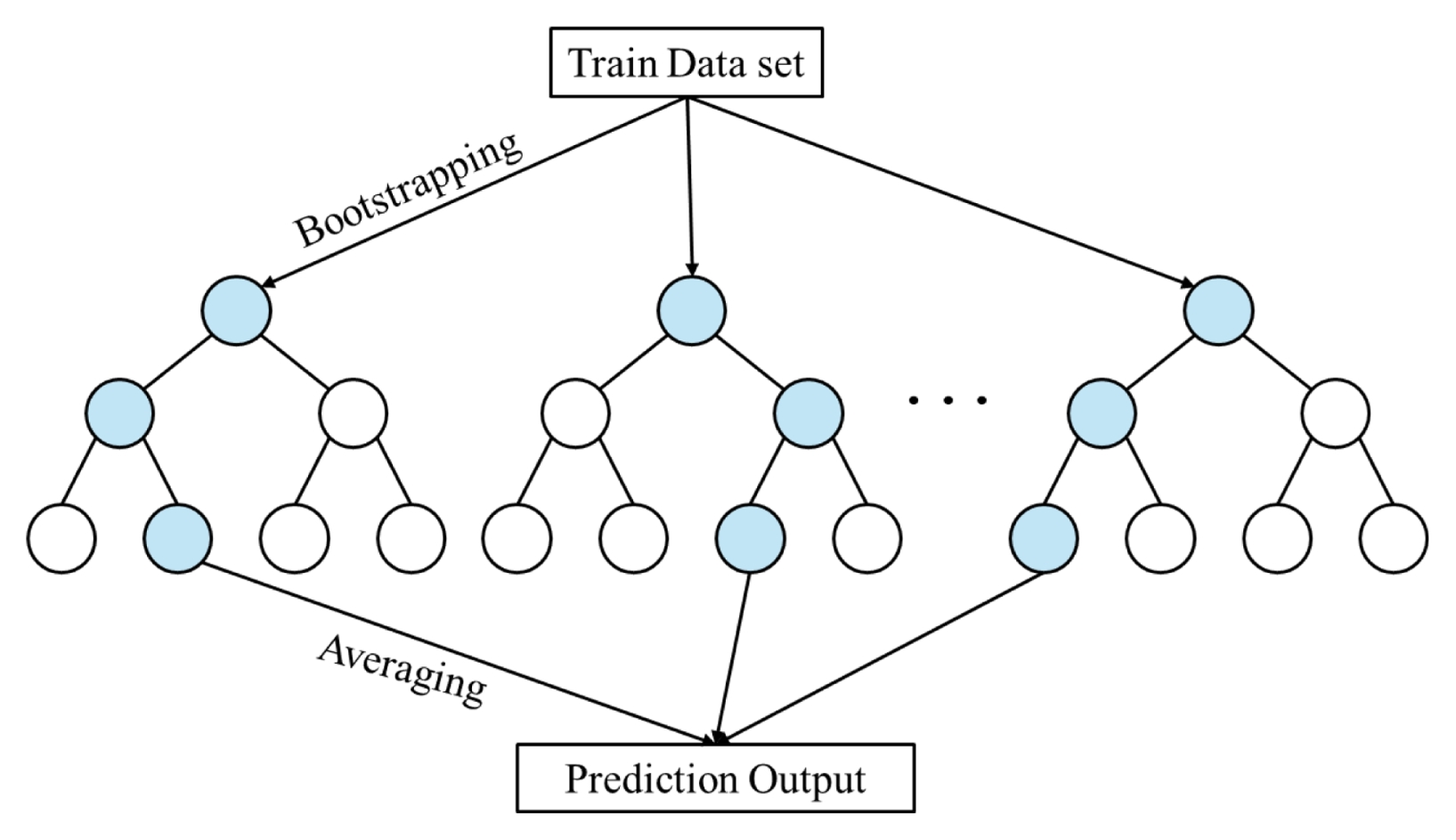
랜덤포레스트는 앙상블 기법에 기반한 알고리즘으로, 다수의 결정트리로 구성된다. 각 트리의 노드에서는 분할을 결정하기 위해 전체 변수 중 일부가 무작위로 선택되며, 이는 모델 간 다양성을 확보하고 과적합을 감소시키는 데 기여한다. 학습 과정에서는 배깅(Bagging)이 적용되는데, 이는 원본 데이터셋으로부터 크기 N의 표본을 복원추출 방식으로 무작위 선택하여 여러 학습용 하위 데이터셋을 생성하는 방법이다. 즉, 서로 다른 특성 부분집합 또는 조합을 기반으로 훈련된 개별 트리들이 구성되며, 최종 예측값은 모든 트리의 출력값을 평균하여 산출된다. 랜덤 포레스트의 전체 구조는
Fig. 8과 같이 도시하였고, 주요 하이퍼 파라미터는
Table 2과 같다.
랜덤포레스트 모델의 예측 성능을 평가하기 위해 R
2와 RMSE의 두 회귀 지표를 사용하였다. R
2은 목표 변수의 분산 중 모델이 설명하는 비율을 의미하며, RMSE는 평균제곱오차의 제곱근으로서 목표 변수와 동일한 단위를 갖기 때문에 예측 오차의 크기를 보다 직관적으로 해석할 수 있다. 이러한 지표들의 수식적 정의는
식(1) 및
식(2)와 같다[
21].
변수 간의 관계를 분석하기 위해 피어슨 상관계수(Pearson Correlation Coefficient) 기반의 히트맵을 생성하였다. 피어슨 상관계수는 머신러닝 회귀 모델의 성능 분석에서도 널리 활용되는 지표로, 두 변수 간의 선형적 의존성을 정량화한다. 이는 두 변수의 공분산을 각 변수의 표준편차의 곱으로 나누어 계산된다. 상관계수의 수식적 정의는
식(3)에 제시되어 있으며, 여기서 E는
기대값 연산자를, cov는 공분산 함수를 의미한다[
22].
모델의 해석 가능성을 향상시키기 위해 설명 가능한 인공지능(Explainable AI) 기법인 SHAP (Shapley Additive Explanation)을 적용하였다. SHAP은 협력 게임 이론에 기반하며, 전체 성능에 대한 각 참여자의 기여도를 공정하게 분배하는 개념을 바탕으로 한다. 전통적인 랜덤포레스트의 특성 중요도와 달리, SHAP값은 모델 학습 이후 계산되며 각 특성이 예측에 기여한 정도를 공정하게 평가할 수 있으며,
식(4)와 같이 정의한다[
23].
식(4)에서 n은 입력 특성의 총 개수를 의미하며, S는 전체 특성 집합의 부분집합을 나타낸다. 또한 v(S)는 부분집합 S에 포함된 특성만을 사용하여 모델을 구성했을 때의 출력 값을 의미하며, 이러한 SHAP 기반의 분석은 통해서 모델의 입력변수를 선정하였다. 동기화 단계에서 계산된 각 부품의 거리에 대한 정보를 이용해 코팅 측정 영역 기준 이전의 값들이 입력변수의 후보군을 선정하고, SHAP의 Feature Importance를 기준으로 상위 10개의 변수에 대해서 모델의 최종 입력변수로 선정하였다.
4.3 모델 예측 결과
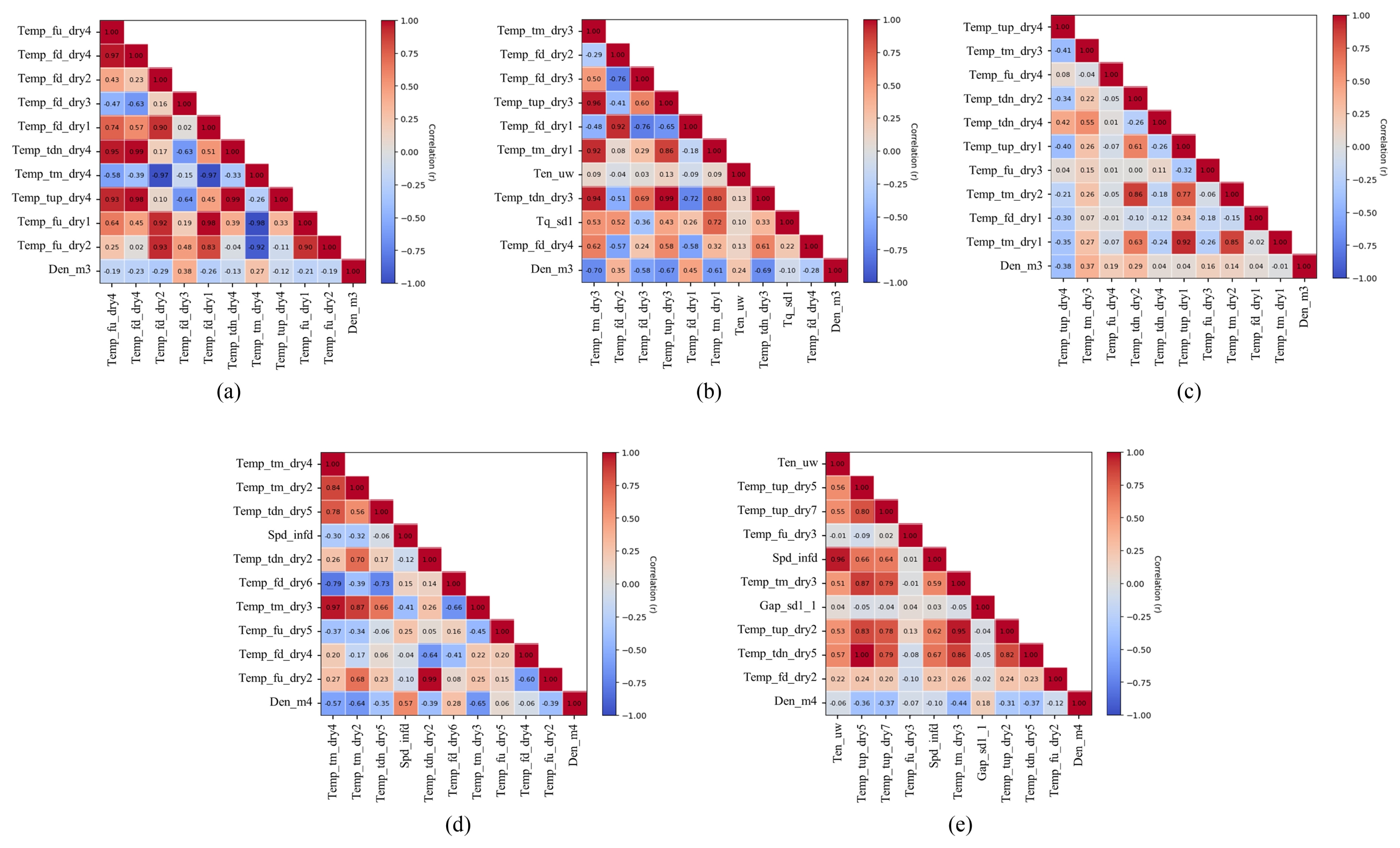
측정 위치에 따라 총 5개의 예측 모델로 구성되었으며, 각 모델에서의 변수 간의 상관관계를 파악하기 위해 피어슨 상관계수(Pearson Correlation Coefficient)에 기반한 히트맵을
Fig. 9와 같이 도시하였다. 대각선에 위치한 값들은 각 변수가 자기 자신과 완전한 상관관계를 갖기 때문에 모두 1로 나타나며, 파란색에 가까울수록 음의 상관을 의미한다.
이러한 상관관계 분석을 통해 목표값인 y와 상관도가 높은 변수들을 확인하였으며, 변수명은 Parameter_Location_Index 형식으로 표준화하여 축약 표기하였다. Parameter는 계측 물리량을 의미하며, Temp (Temperature), Den (Density), Spd (Motor Speed), Tq (Motor Torque), Ten (Tension)으로 표기하였다. Location은 공정 내 측정 위치를 의미하며, 밀도 측정 위치는 m1,3,4 (Measurement 1,3,4)필름 상·하면은 fu/fd (FilmUp /FilmDown), 건조로 트렁크 상·중·하단은 tup/tm/tdn (TrunkUp/TrunkMiddle/TrunkDown), 슬롯다이는 sd1,2 (Slotdie1,2), 언와인더는 uw (Unwinder), 인피더는 infd (Infeeder)를 뜻한다. 또한, 건조로 온도(Temp_tup_dry1-8)와 같이 공정 내 상세 구간 구분이 필요한 경우에는 추가적인 인덱스를 부여하였다.
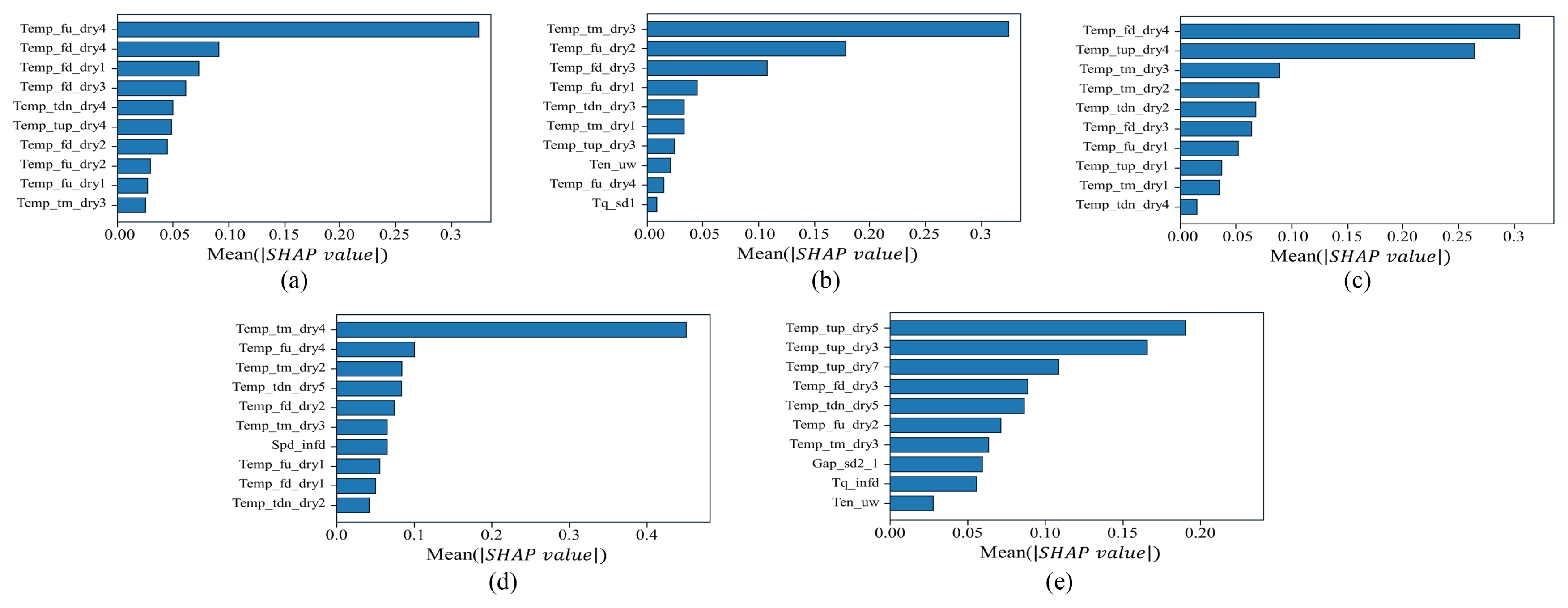
또한
Fig. 10과 같이 SHAP 기반 특성 중요도를 통해, 모든 모델에서 건조로 내부 온도가 Mass Loading에 가장 큰 영향을 미치는 주요 변수인 것을 확인하였다. 이는 내부 온도가 건조 과정의 열전달 물질전달 및 용매 증발속도를 지배하여 전극 내 용매 제거에 가장 큰 영향을 미친 것으로 판단된다[
24].
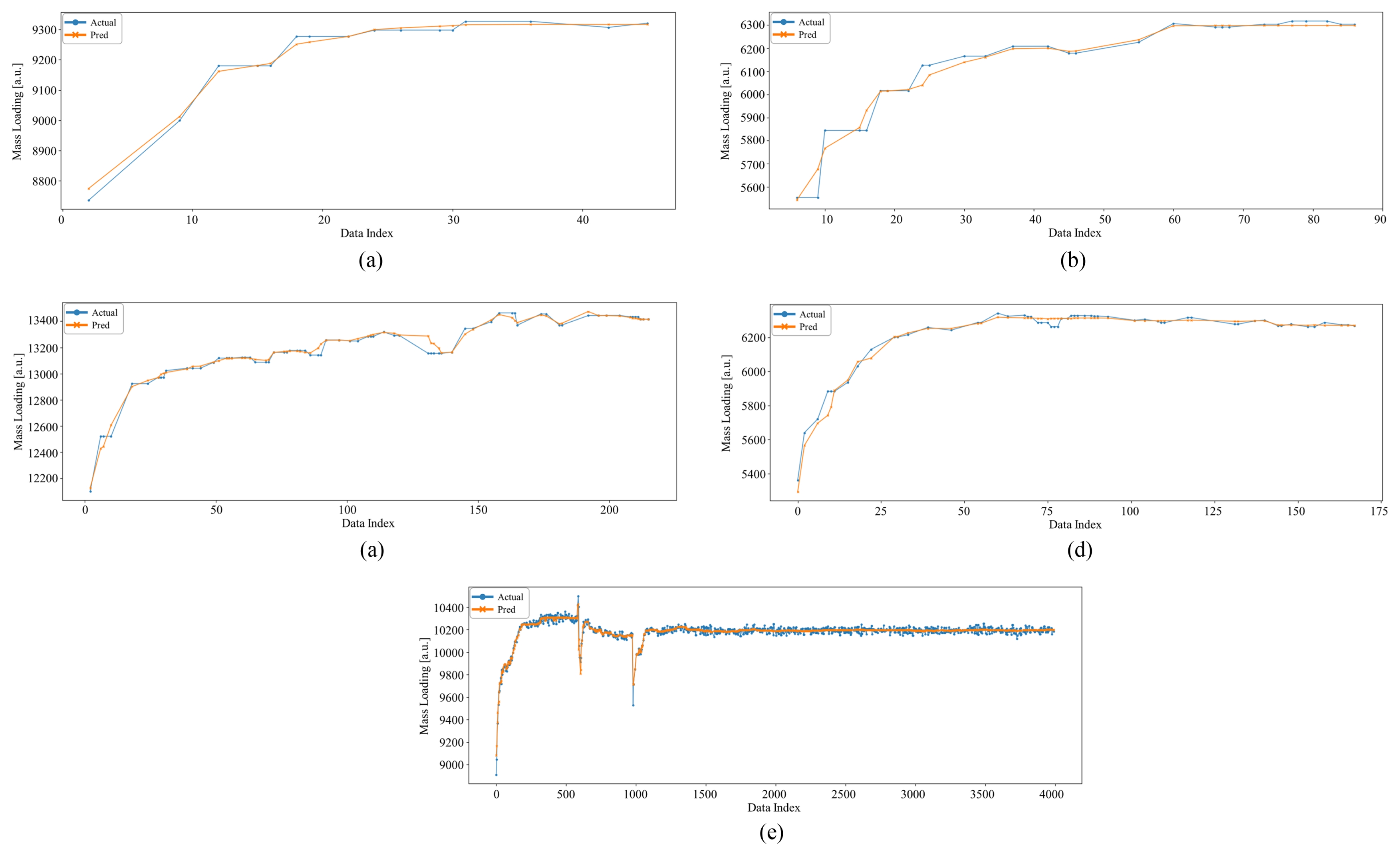
모델의 예측값과 실측값의 관계는
Fig. 11과 같다. x축은 데이터의 인덱스를, y축은 코팅의 로딩양을 나타내며, 파란색 선은 실제 측정한 값을, 주황색 선은 모델이 예측한 값을 나타내며, R
2와 RMSE를 통해 정량적으로 평가하였다.
Fig. 11에 도시한 것과 같이, 모델들의 R
2는 0.880.97 범위로 모델 간 성능 차이는 존재하지만 전반적으로 높은 설명력을 확인하였다. 또한 RMSE는 13.663.8 범위로 나타났으며, 이는 타깃 변수의 평균값 대비 약1% 수준으로 제안된 모델이 안정적인 예측 성능을 확보하고 있음을 확인하였다.
5. 결론
본 연구에서는 이차전지 롤투롤 코팅 공정 데이터를 이용하여 데이터 전처리 알고리즘을 개발하였다. 개발된 전처리알고리즘을 바탕으로 실제 공정 데이터를 바탕으로 데이터를 변환, 동기화, 파티셔닝, 병합, 입력변수 선정의 절차를 통하여 낮은 품질의 Raw Data로부터 고품질의 학습데이터셋을 구축하였다. 이러한 고품질 데이터를 바탕으로 Mass Loading에 대한 예측 모델을 통하여 높은 성능을 확인하였고, 이는 고품질의 데이터의 중요성을 시사한다. 향후 본 연구에서 제안한 데이터 전처리 알고리즘과 예측 모델은 롤투롤 전극 코팅 공정의 공정 데이터 품질을 체계적으로 관리하는 표준 절차로 확장될 수 있으며, 디지털 트윈 공정과 같은 고도화된 제조 공정 기술로 연계할 수 있을 것으로 기대된다.
FOOTNOTES
-
ACKNOWLEDGEMENT
본 연구는 국가과학기술연구회(NST)의 지원(No. GTL24011-000)과 산업통상자원부(MOTIE)의 제조공정기술개발사업(No. RS-2024-00507607) 지원을 받아 수행된 연구임. 또한 이 연구는 한국기계연구원 기본사업(No. NK256E) 지원과 정부(과학기술정보통신부)의 재원으로 한국연구재단의 지원을 받아 수행된 연구임(No. RS-2026-25487925).
Fig. 1Data acquisition from coating system. (a) Roll-to-Roll (R2R) process schematics, (b) Coating measurement method, and (c) Coating type
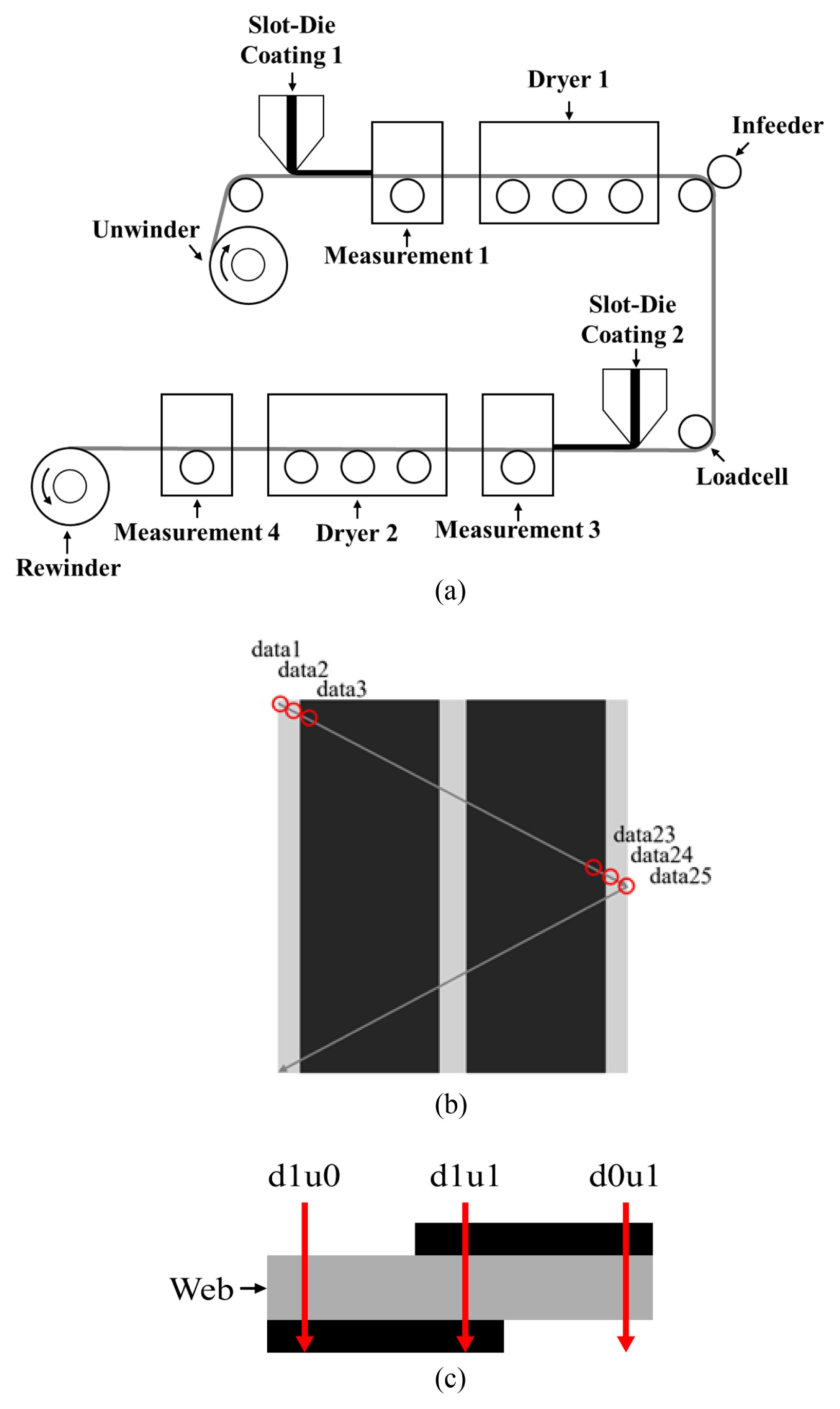
Fig. 2Data preprocessing algorithm process
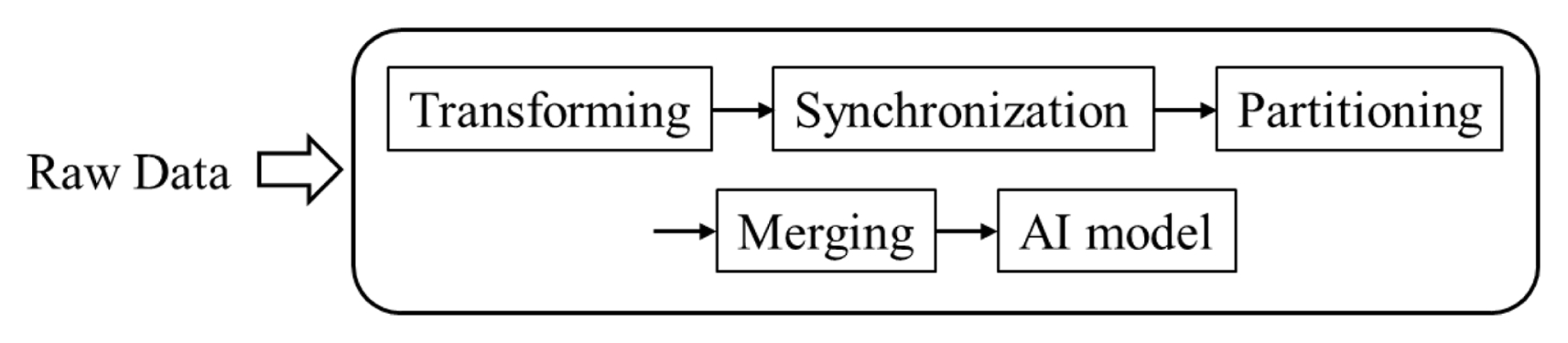
Fig. 3Format of each file. (a) Access file, (b) CSV file
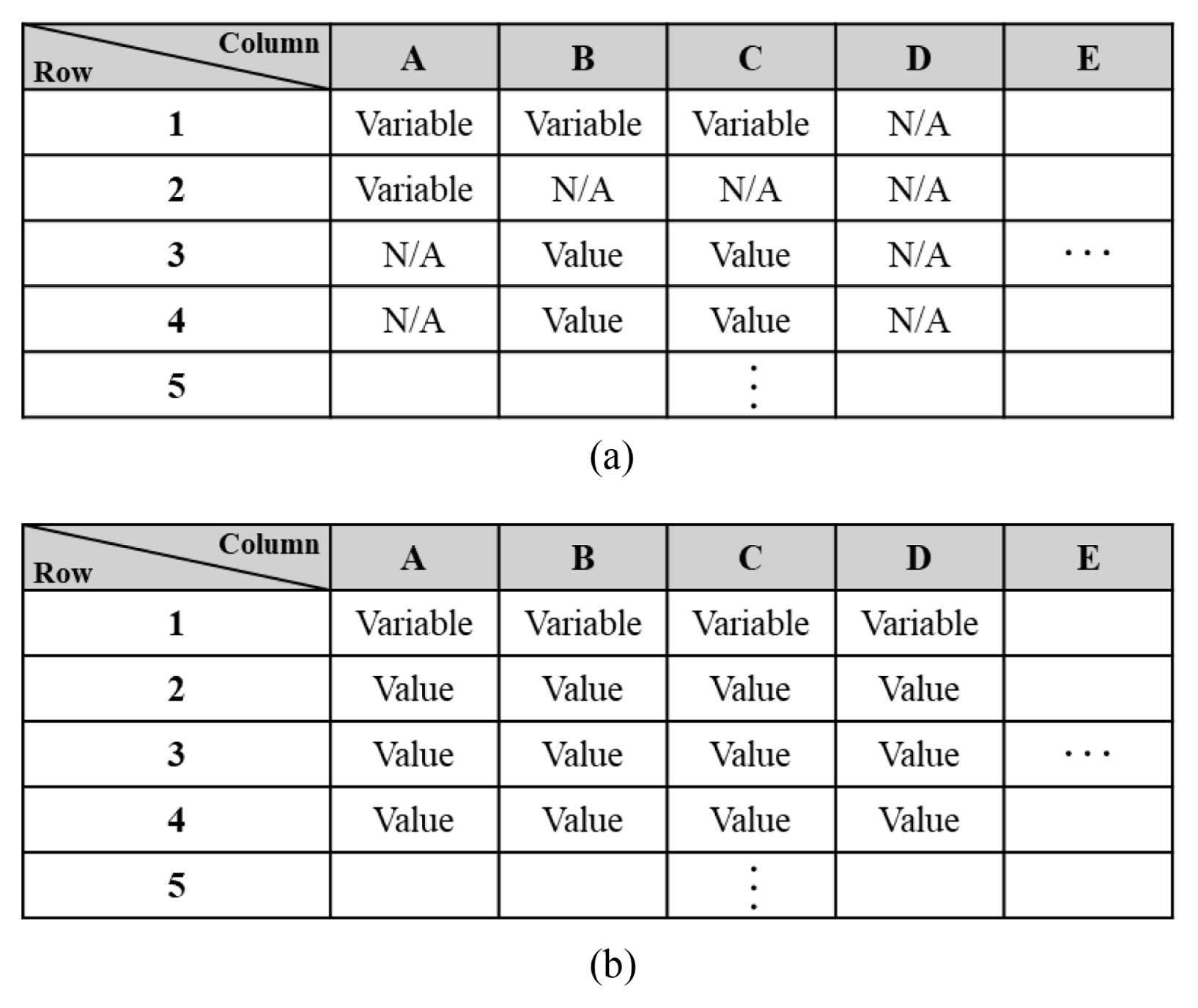
Fig. 4Data synchronization of each component
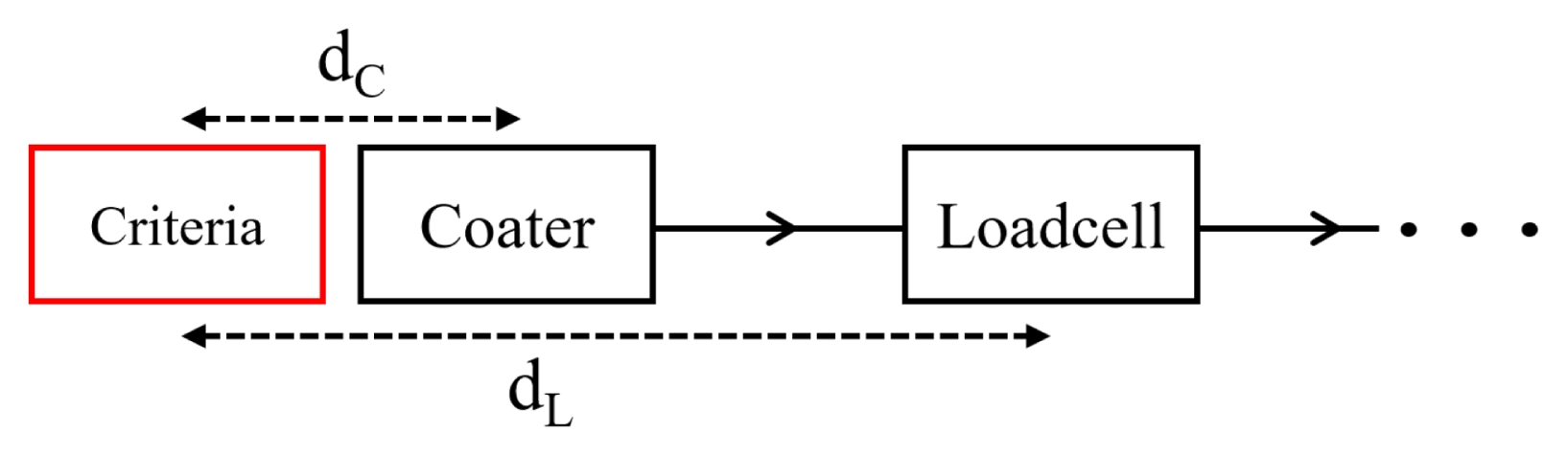
Fig. 5Calculate delay time of each component
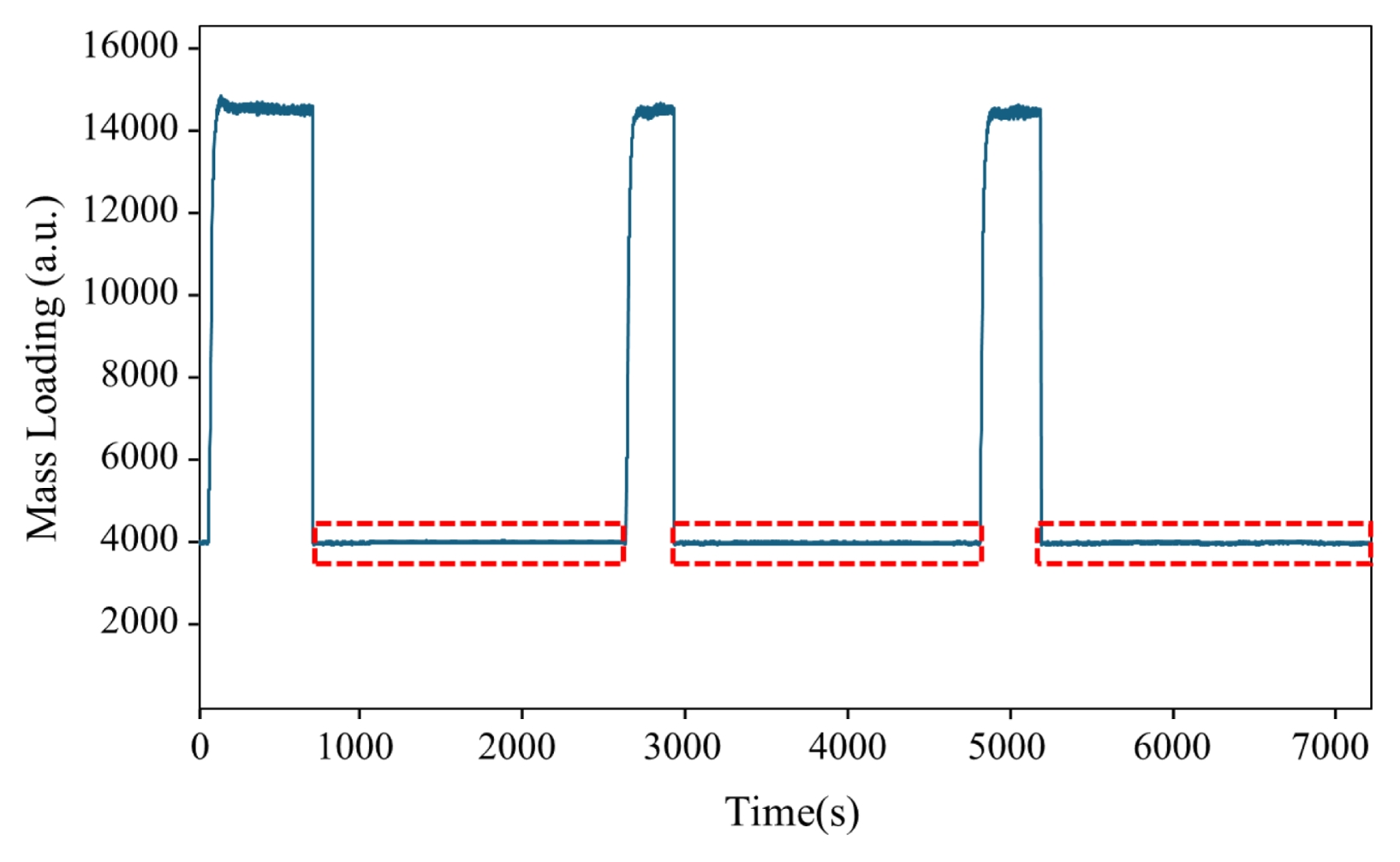
Fig. 6Extraction of valid region
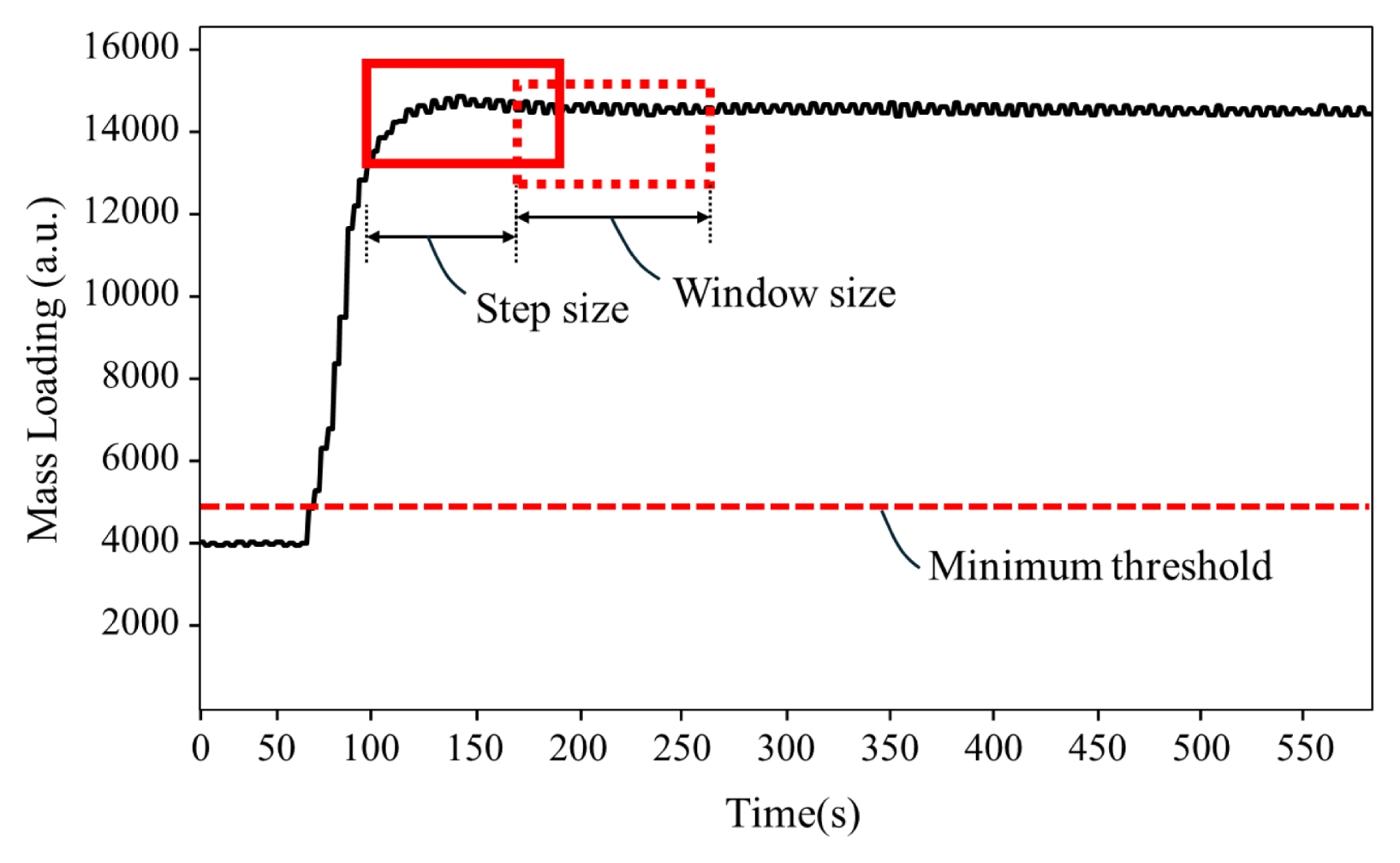
Fig. 7
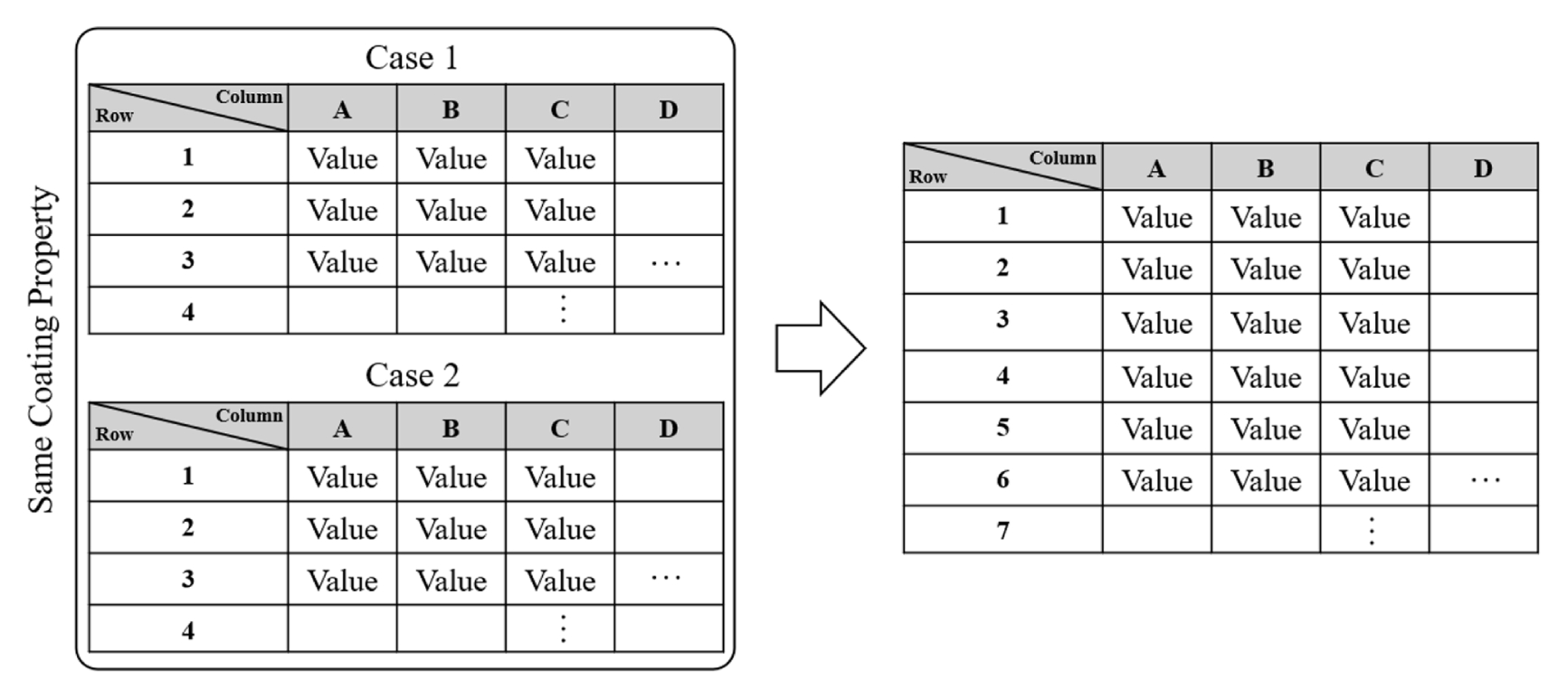
Fig. 8
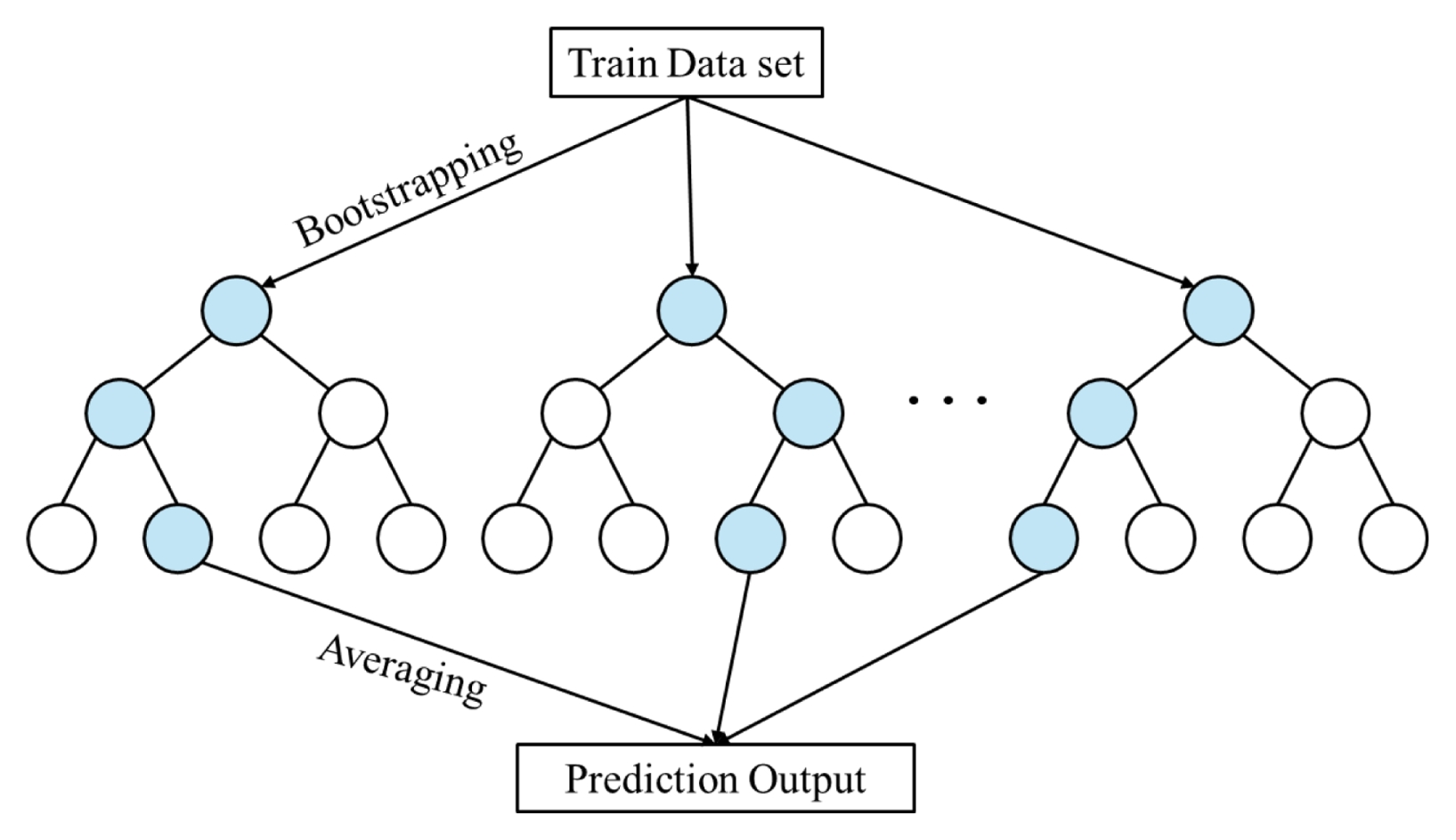
Fig. 9Pearson correlation coefficient heatmap. (a) Model 1, (b) Model 2, (c) Model 3, (d) Model 4, and (e) Model 5
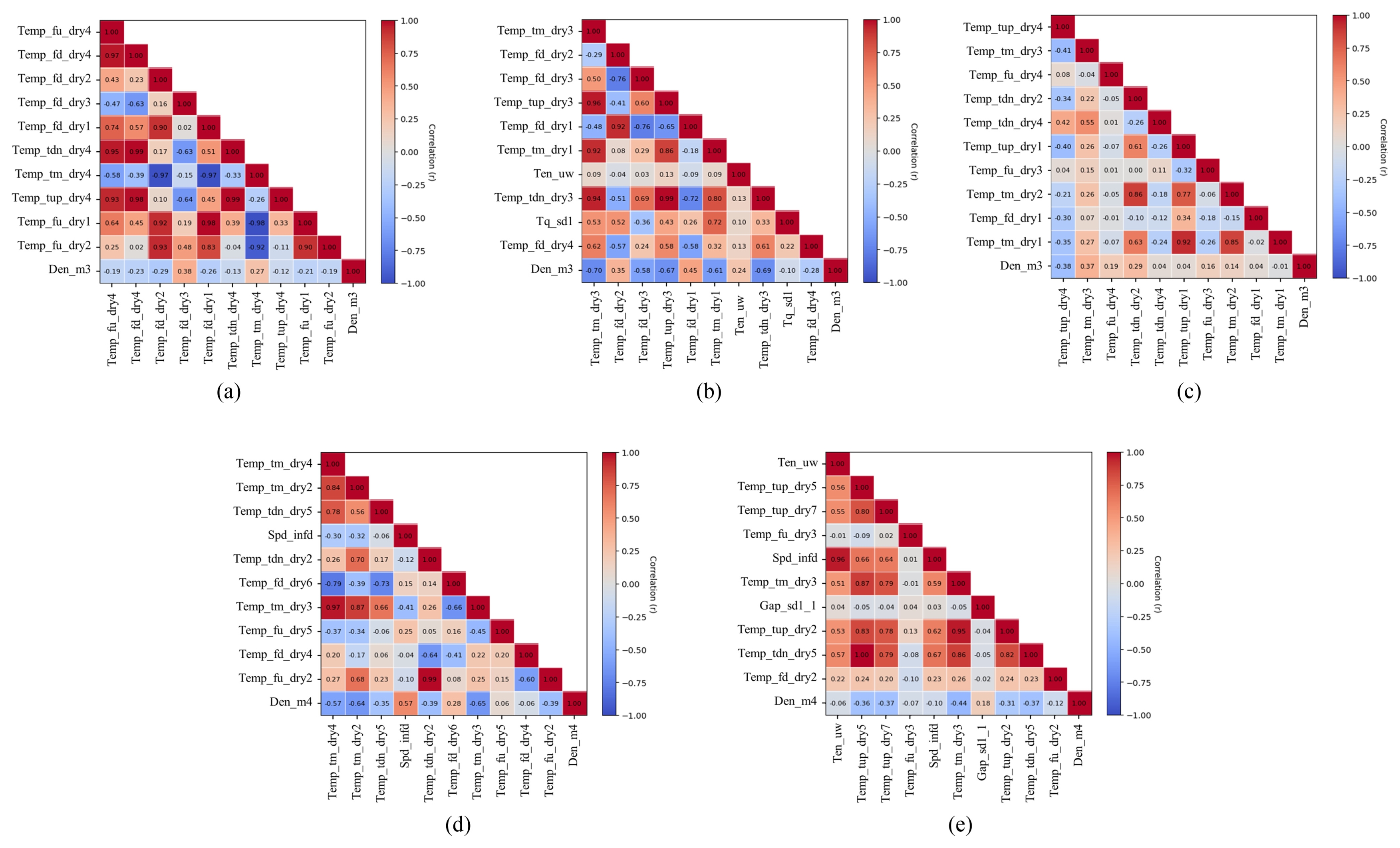
Fig. 10Feature importance results for the models. (a) Model 1, (b) Model 2, (c) Model 3, (d) Model 4, and (e) Model 5
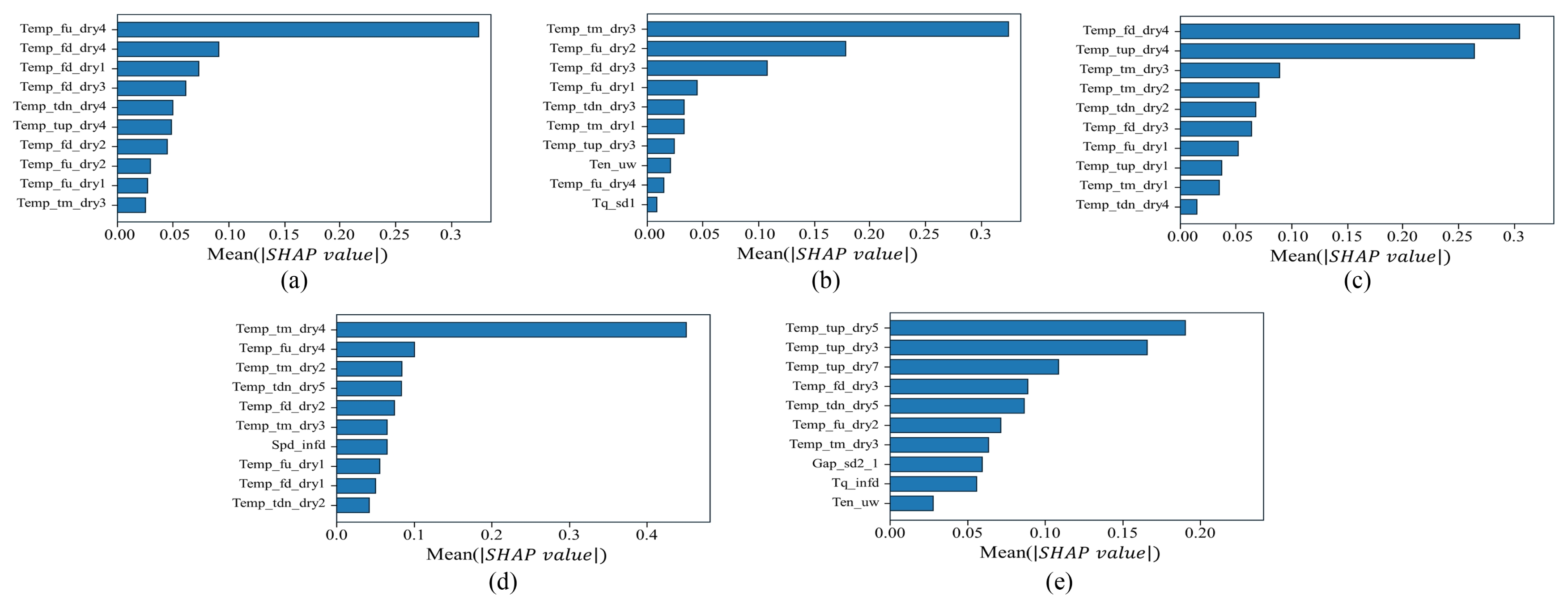
Fig. 11Prediction results of the models. (a) Model 1, (b) Model 2, (c) Model 3, (d) Model 4, and (e) Model 5
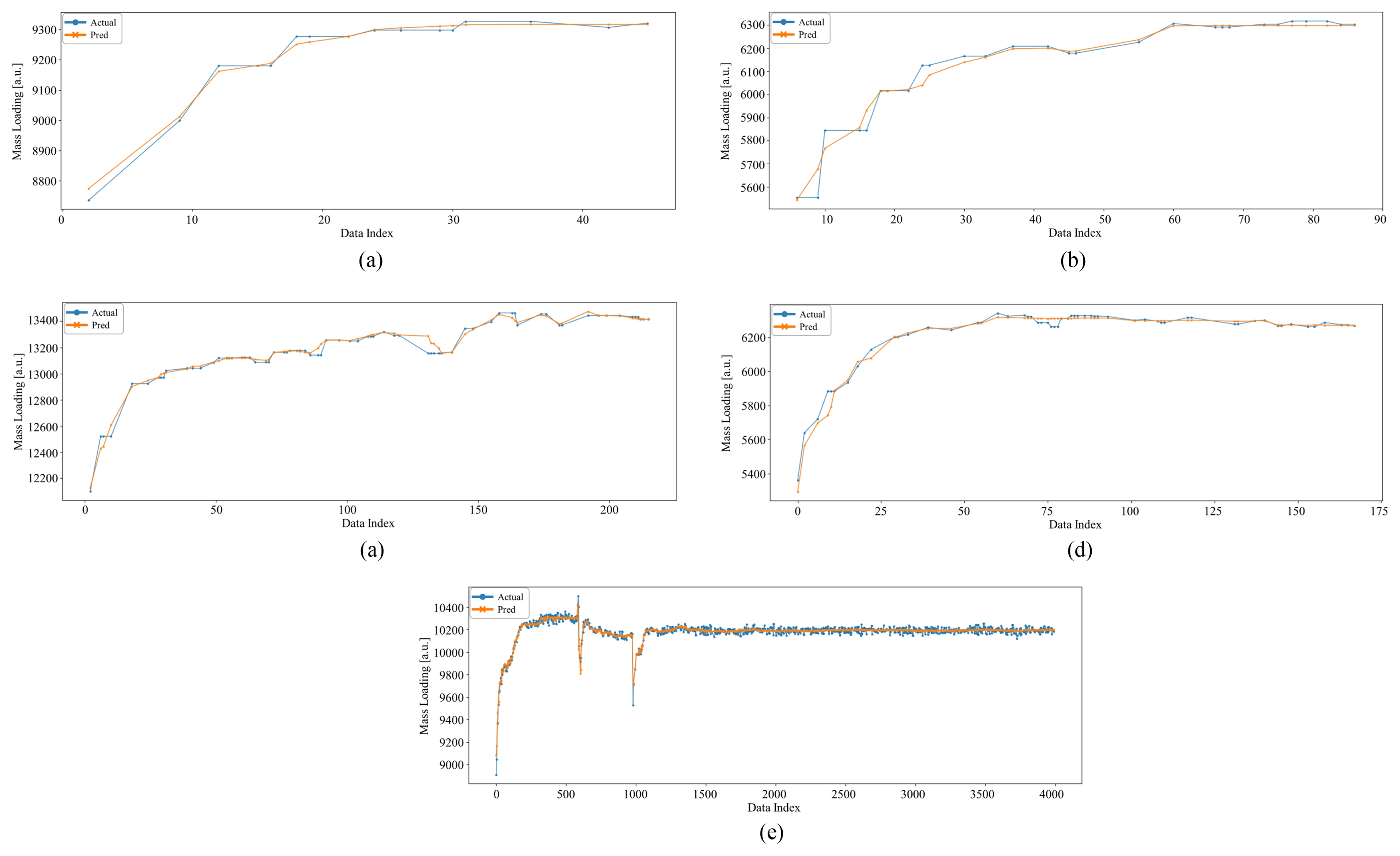
Table 1
Table 1
|
Description |
Value |
|
Window size |
30 |
|
Step size |
20 |
|
Std_threshold |
400 |
|
Min_threshold |
4000 |
Table 2Random forest hyperparameters
Table 2
|
Hyperparameters |
Description |
|
n_estimators |
Number of trees |
|
max_depth |
Max depth of tree |
|
min_samples_leaf |
Minimum samples per leaf node |
|
min_samples_split |
Minimum samples to split a node |
REFERENCES
- 1. Guo, W., Meng, Y., Hu, Y., Wu, X., Ju, Z., Zhuang, Q., (2020), Surface and interface modification of electrode materials for lithium-ion batteries with organic liquid electrolyte, Frontiers in Energy Research, 8, 170.
- 2. Gupta, G., Tyagi, R. K., Rajput, S. K., Saxena, P., Vashisth, A., Mehndiratta, S., (2021), PVD based thin film deposition methods and characterization/property of different compositional coatings – A critical analysis, Materials Today: Proceedings. 38: 259-264.
- 3. Jeong, T.-J., Yu, X., Harris, T. A., (2024), Scaled production of functionally gradient thin films using slot die coating on a roll-to-roll system, ACS Applied Materials & Interfaces, 16(7), 9264-9274.
- 4. Singh, S., Kumar, S., Khanna, V., (2023), A review on surface modification techniques, Materials Today: Proceedings.
- 5. Lee, D., Jung, Y.-S., Heo, Y.-J., Lee, S., Hwang, K., Jeon, Y.-J., Kim, J.-E., Park, J., Jung, G. Y., Kim, D.-Y., (2018), Slot-die coated perovskite films using mixed lead precursors for highly reproducible and large-area solar cells, ACS Applied Materials & Interfaces, 10(18), 16133-16139.
- 6. Kim, Y. J., Yang, T.-Y., Suhonen, R., Välimäki, M., Maaninen, T., Kemppainen, A., Jeon, N. J., Seo, J., (2019), Gravure-printed flexible perovskite solar cells: Toward roll-to-roll manufacturing, Advanced Science, 6(7), 1802094.
- 7. Diehm, R., Müller, M., Burger, D., Kumberg, J., Spiegel, S., Bauer, W., Schafer, P., Schabel, W., (2020), High-speed coating of primer layer for Li-ion battery electrodes by using slot-die coating, Energy Technology, 8(9), 2000259.
- 8. Montanino, M., Sico, G., De Girolamo Del Mauro, A., Asenbauer, J., Binder, J. R., Bresser, D., Passerini, S., (2021), Gravure-printed conversion/alloying anodes for lithium-ion batteries, Energy Technology, 9(9), 2100315.
- 9. Stehle, P., Langer, F., Vrankovic, D., Anjass, M., (2024), Thickness variation of conductive polymer coatings on Si anodes for the improved cycling stability in full pouch cells, ACS Applied Materials & Interfaces, 16(21), 27202-27208.
- 10. Zhao, D., Chen, W., (2023), Analysis of polarization and thermal characteristics in lithium-ion battery with various electrode thicknesses, Journal of Energy Storage, 71, 108159.
- 11. Sahu, S., Foster, J. M., (2023), A continuum model for lithium plating and dendrite formation in lithium-ion batteries: Formulation and validation against experiment, Journal of Energy Storage, 60, 106516.
- 12. Chen, T., Lai, X., Chen, F., Xu, Z., Han, X., Lu, L., Zheng, Y., Ouyang, M., (2026), Intelligent prediction of electrode characteristics based on neural networks in the lithium-ion battery production chain, Green Energy and Intelligent Transportation, 5(1), 100294.
- 13. Liu, K., Wei, Z., Yang, Z., Li, K., (2021), Mass load prediction for lithium-ion battery electrode clean production: A machine learning approach, Journal of Cleaner Production, 289, 125159.
- 14. Busch, R., Czerner, P., Wahl, M., Choubey, B., (2025), Yield prediction in semiconductor manufacturing using two-step machine learning, International Journal of Production Research, 1-18.
- 15. Morales Matamoros, O., Takeo Nava, J. G., Moreno Escobar, J. J., Ceballos Chávez, B. A., (2025), Artificial intelligence for quality defects in the automotive industry: A systemic review, Sensors, 25(5), 1288.
- 16. Li, N., Jacobs, R., Lynch, M., Agrawal, V., Field, K., Morgan, D., (2025), Predicting performance of object detection models in electron microscopy using random forests, Digital Discovery, 4(4), 987-997.
- 17. Wuest, T., Weimer, D., Irgens, C., Thoben, K.-D., (2016), Machine learning in manufacturing: Advantages, challenges, and applications, Production & Manufacturing Research, 4(1), 23-45.
- 18. Gao, R., Wang, L., Teti, R., Dornfeld, D., Kumara, S., Mori, M., Helu, M., (2015), Cloud-enabled prognosis for manufacturing, CIRP Annals, 64(2), 749-772.
- 19. Sculley, D., Holt, G., Golovin, D., Davydov, E., Phillips, T., Ebner, D., Chaudhary, V., Young, M., Crespo, J.-F., Dennison, D., (2015), Hidden technical debt in machine learning systems, Proceedings of the 29th International Conference on Neural Information Processing Systems. 2: 2503-2511.
- 20. Offermans, T., van Son, B., Bertinetto, C. G., Bot, A., Brussee, R., Jansen, J. J., (2024), Data-driven sensor delay estimation in industrial processes using multivariate projection methods, Chemometrics and Intelligent Laboratory Systems, 246, 105090.
- 21. Khoshvaght, H., Permala, R. R., Razmjou, A., Khidani, M., (2025), A critical review on selecting performance evaluation metrics for supervised machine learning models in wastewater quality prediction, Journal of Environmental Chemical Engineering, 13(6), 119675.
- 22. Rushdi, M. A., Yoshida, S., Watanabe, K., Ohya, Y., (2021), Machine learning approaches for thermal updraft prediction in wind solar tower systems, Renewable Energy, 177, 1001-1013.
- 23. Nohara, Y., Matsumoto, K., Soejima, H., Nakashima, N., (2022), Explanation of machine learning models using shapley additive explanation and application for real data in hospital, Computer Methods and Programs in Biomedicine, 214, 106584.
- 24. Huang, T., Tan, P., Feng, W., Yang, Z., Zhou, H., Zhang, Y., (2025), Modeling and analysis of solvent removal during lithium-ion battery electrode drying: A semi-conjugate approach, Chemical Engineering Science, 301, 120777.

 , Inyoung Kim1,3,4,#
, Inyoung Kim1,3,4,#