ABSTRACT
In this study, we proposed a methodology for predicting tool wear in the turning process using the SVR model. This model maintains stable performance even in small-scale data environments and demonstrates robust characteristics against outliers. We detected changes in machining performance caused by tool wear through an AE sensor and accelerometer. Features were extracted from the acquired sensor signals and utilized in the machine learning model. Prior to training, the extracted features underwent a preliminary screening process based on distance correlation. By optimizing the feature combination using the RFECV algorithm, we achieved a prediction accuracy of R² = 0.95. The analysis revealed that key features influencing the tool wear prediction model included several significant variables. Additionally, we found that evaluating feature importance allowed for more efficient model improvement. Overall, when developing a tool wear prediction model for cutting, it is crucial to utilize various sensor signals, extract features in both the time and frequency domains, and optimize the combination of those features.
-
KEYWORDS: Turning, Multi-sensor, Tool wear prediction, Artificial intelligence
-
KEYWORDS: 선삭, 다중 센서, 공구 마모 예측, 인공지능
NOMENCLATURE
Number of Time Domain Signal Samples
Number of Feature Samples
Accelerometer Signal Feature
1. 서론
선삭은 회전하는 소재를 고정된 공구로 소요의 형상과 표면으로 가공하는 대표적인 절삭가공 공정의 하나이다. 가공이 진행됨에 따라 공구의 선단은 점차 마모하여 상태 변화가 지속되며, 이는 부품 및 제품의 형상정밀도와 표면정밀도의 점진적 열화를 발생시키는 주요 요인으로 작용한다[
1]. 이러한 측면에서 공구의 마모상태를 진단·예측하는 것은 생산관리 효율성 및 품질 신뢰성 확보에 있어 대단히 중요한 기술적 요구사항이다. 음향방출(Acoustic Emission, AE) 센서, 가속도 센서, 힘 센서, 전류 센서 등을 활용한 절삭 공구 상태감시 기술이 연구되어 왔으며, 소재의 종류와 물성, 가공의 정밀도와 정확도, 공정조건의 다양성과 복잡도 등에 따른 공구상태의 복합적 변화를 충분히 반영하기 위해 상호보완적 특성을 갖는 센서들을 서로 융합하는 다중 센서 데이터를 활용한 연구들이 보고되고 있다[
2,
3].
최근에는 센서를 통해 획득된 신호들을 고속으로 연산·처리하여 특징인자를 추출하고, 그 추이 변화를 학습데이터로 하는 인공지능 모델과 방법론을 개발하는 분야가 각광받고 있다[
4]. 딥러닝 기술 발전과 함께 센서 데이터 기반 절삭 공구 상태감시에 딥러닝 모델이 적극 활용되고 있으며, LSTM (Long Short-Term Memory)과 CNN (Convolutional Neural Network) 기반 모델이 널리 사용되는 추세이다[
4]. Kang은 CNN과 LSTM 결합한 모델을 활용하여 절삭 공구 상태를 분류하는 기법을 제시하였고, 적은 전처리로도 안정적인 성능을 확보하였다[
5]. 또한 Park은 진동 신호를 이미지로 변환하여 학습하는 방법을 활용해, 절삭 공구 마모 패턴을 이미지 기반으로 효과적으로 분류하는 등 이미지 프로세싱 기술을 활용한 연구도 보고되고 있다[
6].
그러나 이러한 인공지능 기법을 적용하기 위해서는 최소 수 백개 이상의 구조화된 데이터 집합(Dataset)이 요구되므로, 데이터 수집 및 연산·처리를 위한 높은 수준의 하드웨어와 소프트웨어 구성, 장시간에 걸친 반복적 시험·평가·분석 등이 필요하다는 제약이 따른다. 따라서 본 연구에서는 수십개 미만의 작은 데이터 집합으로도 안정적인 성능을 확보할 수 있으며, 이상치에도 강건한 특성을 갖는 SVR (Support Vector Regression) 기법을 활용하여 선삭 공정에서의 공구 마모 예측을 수행하였다[
7]. 다중 센서의 신호 획득 및 연산·처리를 통해 다양한 특징추출 인자를 설정하고, 그 중요도를 평가하여 핵심 특징인자들을 도출하여 학습에 활용함으로서 예측 정확도와 학습 효율성을 향상시킬 수 있는 방법론을 제시하였다.
2. 선삭가공 공구마모 예측 방법
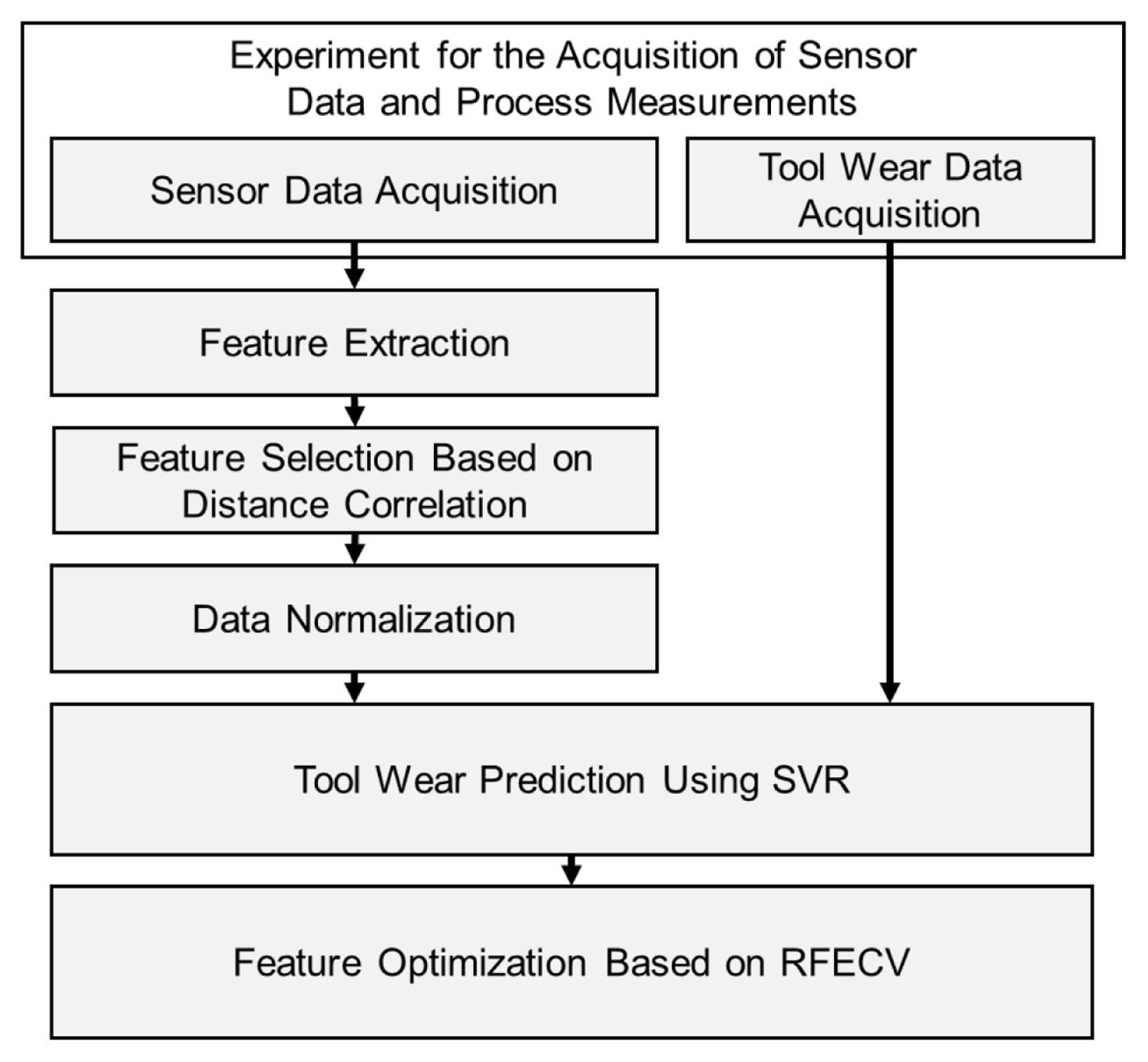
Fig. 1은 본 연구에서 제한하는 공구 마모 예측 방법의 전체적인 흐름을 나타낸다. 학습에 사용되는 데이터는 크게 가공 중에 센서를 통해 수집·획득되는 부분과 공구의 마모를 관찰·측정하여 얻는 부분으로 나뉠 수 있다. 센서 데이터는 실제 절삭 가공을 수행하면서 실시간으로 수집된 센서 신호들로부터 특징인자들을 추출하여 생성되었다. 센서 데이터의 특징인자들은 공구 측정 데이터와의 상관관계 분석을 통하여 하여 1차적인 선별과정을 거치며, 이를 통해 무작위적 경향을 보이는 특징인자로 인한 일반화 성능 저하를 방지하였다. 이후 선별된 특징인자들과 공구 마모 데이터를 정규화하여 SVR 모델을 학습시키고, 최종적인 핵심 특징인자 도출과 조합 최적화를 수행하여 예측 정확도와 학습 효율성을 확보하였다.
2.1 데이터 수집 실험
본 연구의 데이터 수집 실험은 선삭 가공을 수행하는 동시에 센서 데이터를 획득하고, 일정 가공길이마다 현미경으로 공구 상태를 촬영하여 분석함으로써 공구 마모 데이터를 확보하는 방식으로 수행하였다. 가공은 Optimum 사의 반자동 선반인 D320 × 920 DPA 모델을 사용하였으며, 공구와 피삭재 정보 및 절삭 조건들은
Table 1과 같다.
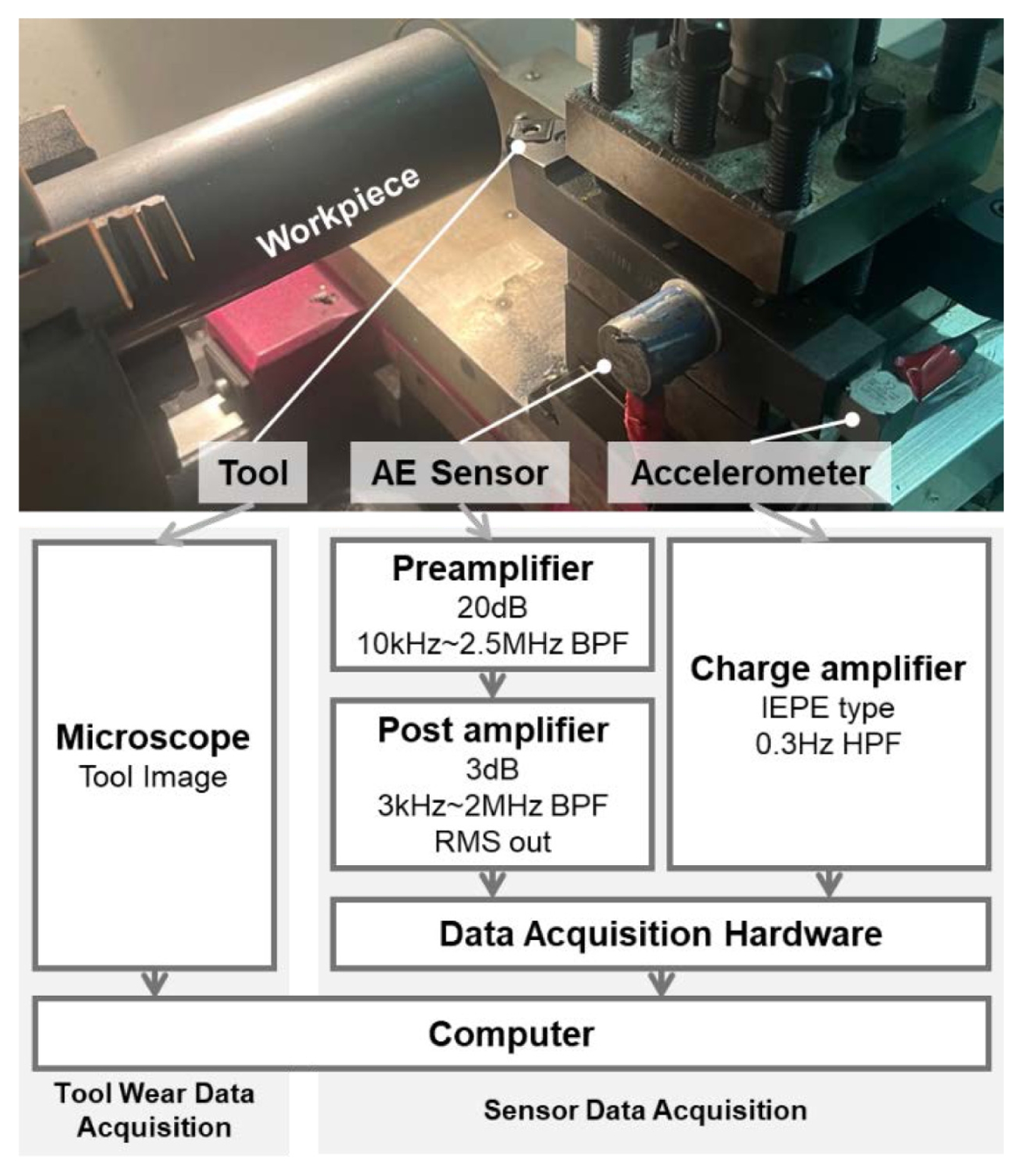
Fig. 2는 본 연구에서 수행한 실험의 AE 센서와 가속도 센서 데이터 수집 시스템을 나타낸다. 선삭 가공에서 AE 센서가 감지하는 AE 신호는 재료의 소성 변형에 의해 발생하는 수백 kHz에서 MHz 대역의 고주파 탄성파로, 이는 재료 제거 특성을 반영한다. 이러한 음향방출 원신호를 수집 및 분석하기 위해서는 MHz 단위의 높은 데이터 수집 속도가 요구된다. 하지만 본 연구에서는 보다 낮은 수집 속도에서도 음향 방출 신호의 분석이 가능하도록, 실시간 RMS (Root Mean Square) 회로가 내장된 앰프를 통해 AE 센서 신호를 수집하였다. 가속도 센서는 선삭 가공에서 발생하는 수 kHz 이하의 기계적 진동을 검출하여, AE 센서와 상호 보완적인 특성을 지닌다[
8]. 데이터 수집 하드웨어는 National Instruments 사의 PXI시스템을 사용하였으며, AE 센서와 가속도 센서의 모델 및 수집 조건은
Table 2에 명시된 바와 같다. 공구의 마모 정도는
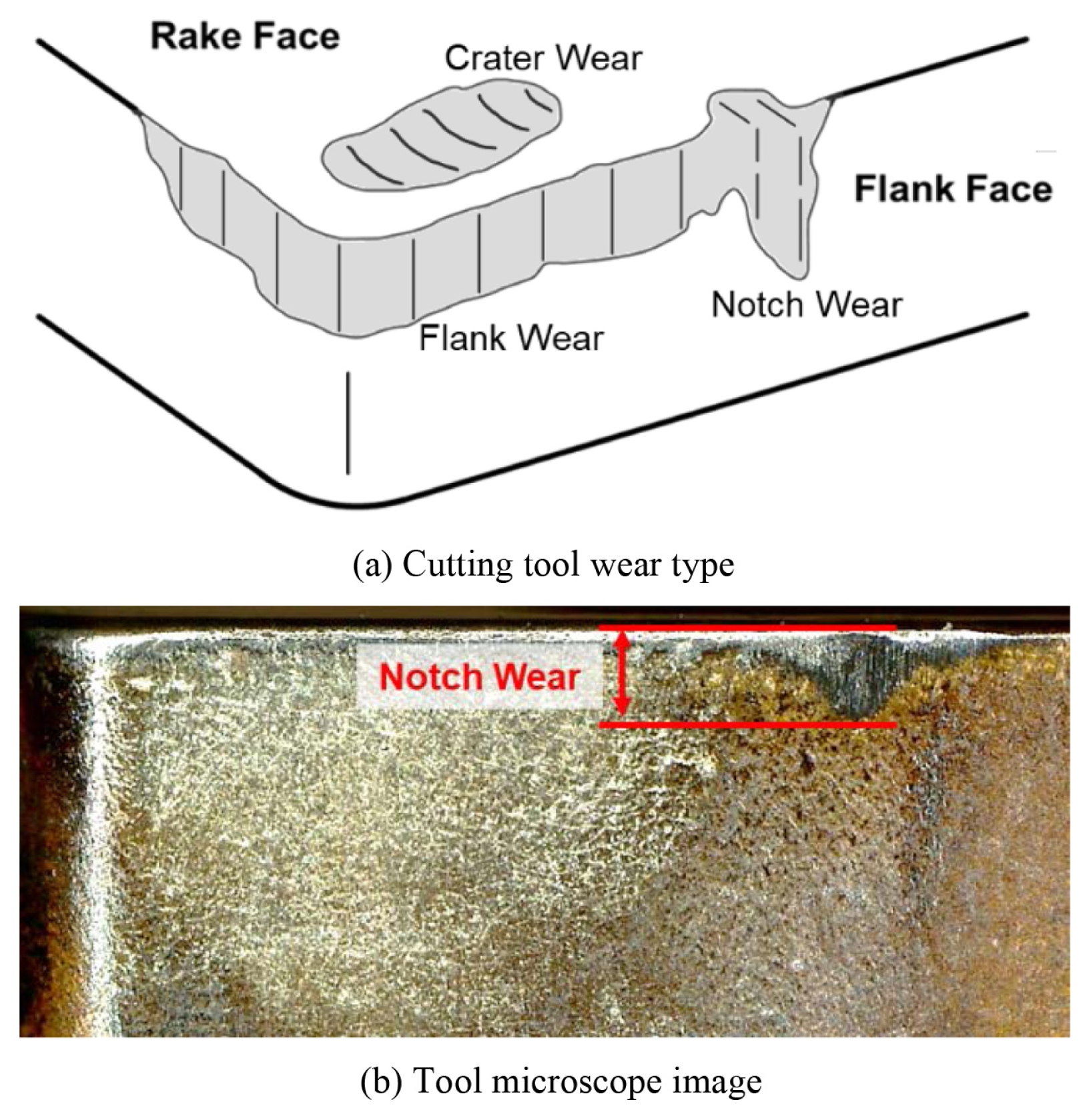
Fig. 3과 같이 절삭 깊이 방향의 경계에서 발생하는 국부 마모인 노치 마모(Notch Wear)를 기준으로 정량화 하였다. 선삭 가공에서 노치 마모는 절삭 저항 및 진동을 증가시켜 가공면의 거칠기 악화와 치수 정밀도 저하를 초래하는 등 가공 품질에 중요한 영향을 미치는 것으로 알려져 있다[
9].
실험을 통해 수집한 실시간 모니터링 센서 데이터 기반으로 공구마모를 예측하기 위해서는, 원 데이터(Raw Data)로부터 특징인자를 추출하는 과정이 필요하다. 본 연구에서는 센서 데이터로부터 공구마모 데이터 수집 간격과 동일한 가공길이 간격으로 다양한 특징인자를 도출하고 이를 공구마모 예측의 입력 변수로 활용하였다. 구체적으로, 가속도 센서와 AE 센서의 원 데이터로부터
Table 3에 제시한 시계열 특징인자들을 도출하였으며, 또한 FFT (Fast Fourier Transform)를 통해 주파수 영역으로 변환한 데이터 경향을 기반으로 추가 특징인자를 추출하였다. 이때, AE 센서의 경우 신호가 실시간 R MS 형태로 수집되었기 때문에, 원 데이터의 주파수 영역 분석에는 한계가 있다. 이에 AE 센서 데이터는 시계열 기반 특징인자만을 추출하여 활용하였다.
센서 데이터에서 추출한 특징인자를 입력으로 하여 공구 측정 데이터를 예측하는 모델을 학습할 경우, 상관성이 낮은 특징인자가 포함되면 유효하지 않은 경향이 학습되어 모델의 일반화 성능이 저하될 수 있다. 이에 인공지능 모델 학습에 앞서 예측 모델 학습 전 비선형적 상관성을 정량화 할 수 있는 통계적 지표인 거리 상관계수(Distance Correlation,
dCor)을 활용하여 공구 측정 데이터와의 상관성이 낮은 특징인자를 선별하고 제외하는 과정이 요구된다. 해당 지표는 각 변수 내 데이터 간 거리를 행렬화하고, 두 행렬의 구조적 유사성을 기반으로 두 변수 간 상관성을 0 이상 1 이하 값으로 나타낸다[
10]. 특징인자 데이터
T = {
t1,
t2, …,
tm}와 공구 측정 데이터
W = {
w1,
w2, …,
wm}의
dCor 도출 식은 다음과 같다.
A˜11, B˜11는 각각
Aij = ‖
ti-
tj‖,
Bij = ‖
wi-
wj‖로 정의된 거리 행렬을
A˜11 = A−ijA¯i.−A¯j.+A¯, B˜11 = B−ijB¯i.−B¯j.+B¯와 같이 평균 중심화 한 행렬이다.
A¯i와
A¯j는 각각 행과 열의 평균,
A¯는 전체 평균이며, 행렬B 또한 동일하다.
식(1)에서 분자는 두 거리 행렬의 공분산으로 특징인자 데이터와 공구 측정 데이터의 거리 구조가 비슷할수록 큰 값을 가지며, 분모는 각 거리 행렬의 표준편차로 결과값을 0부터 1 범위로 정규화 한다.
2.4 SVR을 활용한 공구마모 예측
공구 측정 데이터 예측모델 학습 시 특징인자 간 스케일 차이는 특정 특징인자가 과도하게 모델에 영향을 미치는 원인이 될 수 있다. 해당 문제는 예측모델 학습에 앞서, 모든 특징인자를
식(2)를 이용하여 0에서 1 범위로 정규화함으로써 방지할 수 있다.
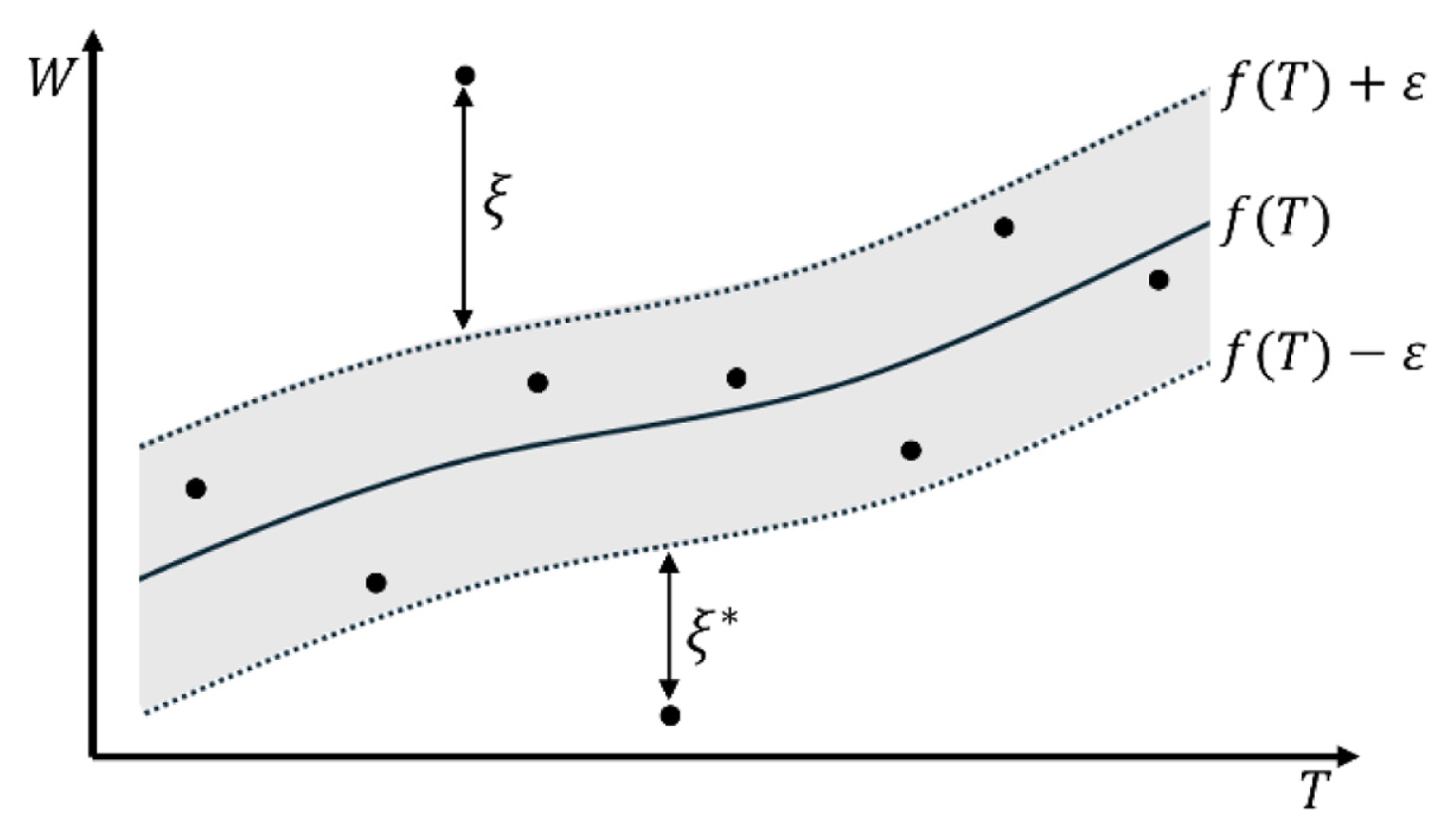
SVR은 허용 오차
ε 이내에서의 예측과 모델 복잡도 최적화를 목표로 하는 회귀 기법으로,
Fig. 4에 그 개념을 시각적으로 나타내었다[
7]. 본 기법은 소규모 데이터에서도 유효하게 적용될 수 있으며, 노이즈에 대한 강건성과 과적합 방지 측면에서 장점을 가진다. 본 연구에서는 특징 인자 데이터
T ∈ ℝ
p를 입력으로 하여 공구 측정 데이터
W ∈ ℝ 을 예측하는 최적 함수
f(T) =
W 를 도출하기 위해 SVR을 활용하였다.
또한, 커널 함수를 사용함으로써 입력 특징인자들의 비선형성을 학습에 반영할 수 있으며, SVR과 함께 사용되는 커널 함수는 RBF (Radial Basis Function)이 대표적이다. RBF 커널 식은
식(3)과 같이 정의된다.
Tk(
k-1,2,…,
p)는
p가지 종류의 각 특징인자이다.
이를 적용한 SVR 회귀식과 최적화 문제는
식(4) 및
식(5)와 같다.
여기서
α,
α*는 최적화 문제의 독립변수,
C는 예측 오차에 대한 민감도를 조절하는 패널티 인자,
ε은 무시 가능한 오차 범위를 정의하는 인자이다.
C와
ε는 각각 범위 [
1,
10], [0, 0.01]에서 무작위 그리드 탐색을 수행하여 가장 높은 예측 정확도를 도출하는 값으로 선정하였다. 본 연구에서는 Python 기반 머신러닝 라이브러리인 Scikit-learn을 활용하여 SVR 학습을 수행하였다.
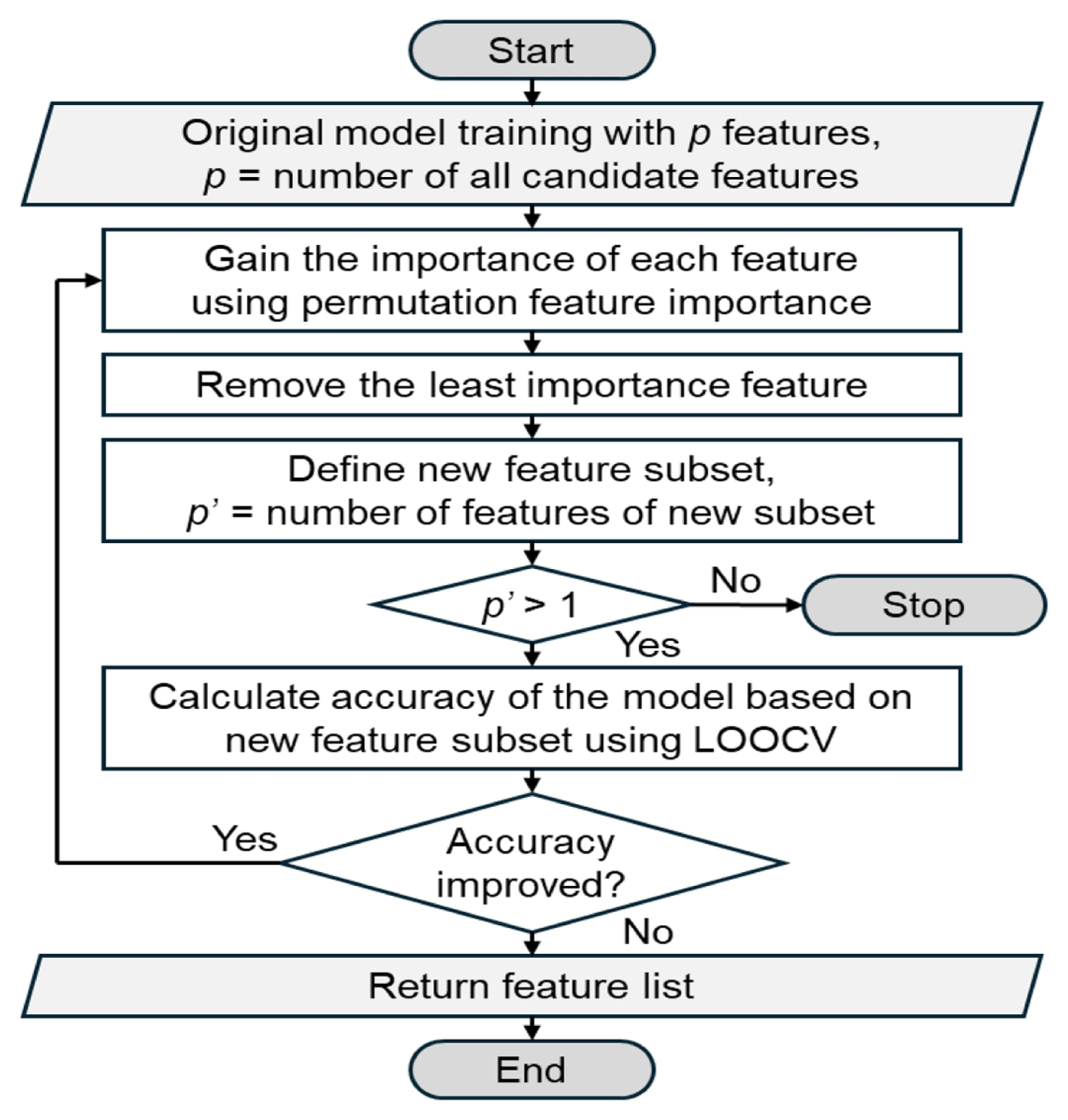
SVR 모델은 다수의 변수를 학습에 활용할 경우 모델 복잡도 증가와 예측 정확도 감소가 발생할 수 있다. 이는 R FECV(Recursive Feature Elimination with Cross Validation) 알고리즘 기반 특징인자 조합 최적화를 통해 개선 가능하다. RFECV 알고리즘이란 전체 후보 변수를 기반으로 초기 예측 모델을 학습한 후, 변수 중요도를 평가하여 중요도가 가장 낮은 변수를 순차적으로 제거하고, 교차검증을 통해 각 변수 조합의 예측 정확도를 평가하여 최적 변수조합을 도출하는 기법이다[
11]. 특히 본 연구에서는 제한적인 샘플 수에서 신뢰성 있는 결과를 확보하기 위해 예측 정확도 평가에는 LOOCV (Leave-one-out Cross Validation) 방법을 활용하였다. 또한 변수 중요도 평가는 특정 변수를 무작위로 섞어 모델 입력에 반영했을 때 나타나는 성능 저하 정도를 기반으로 각 변수의 상대적 중요도를 산출하는 PFI (Permutation Feature Importance) 기법을 적용하였다.
Fig. 5는 RFECV 기반 특징인자 조합 최적화 과정을 구체적으로 나타낸 플로우 차트이다.
3. 결과 및 분석
3.1 선삭 가공 실험의 공구마모 경향
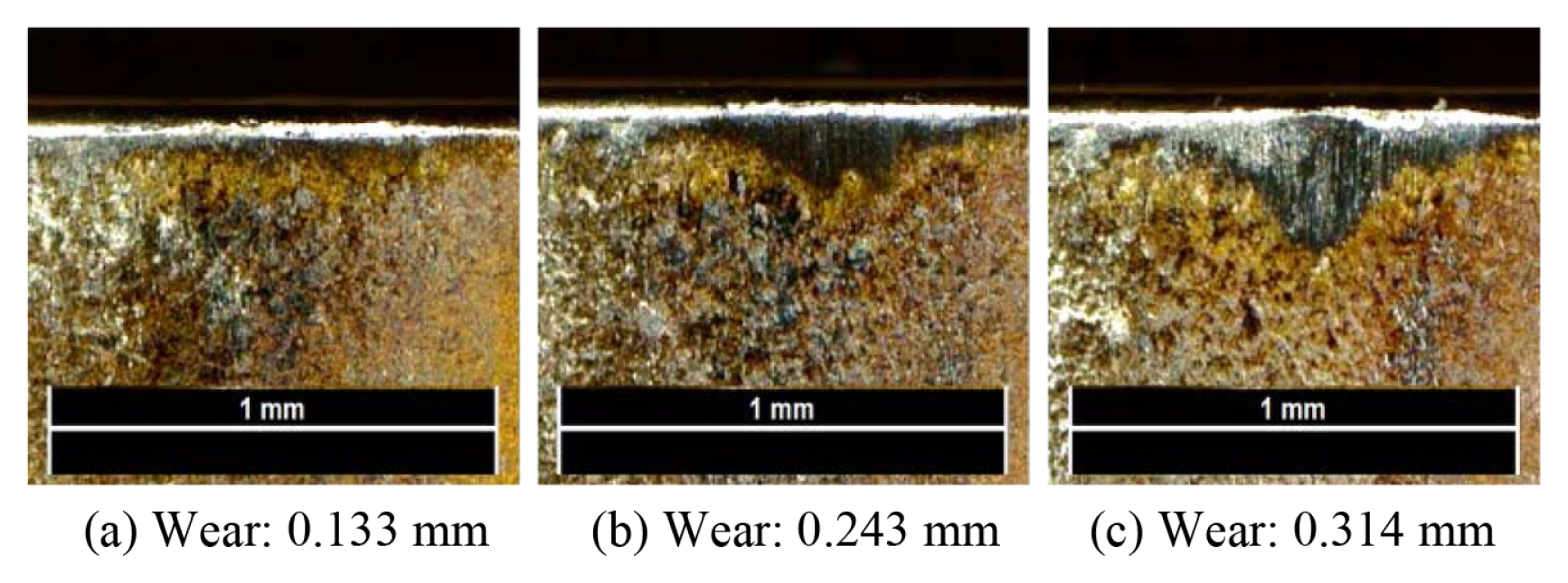
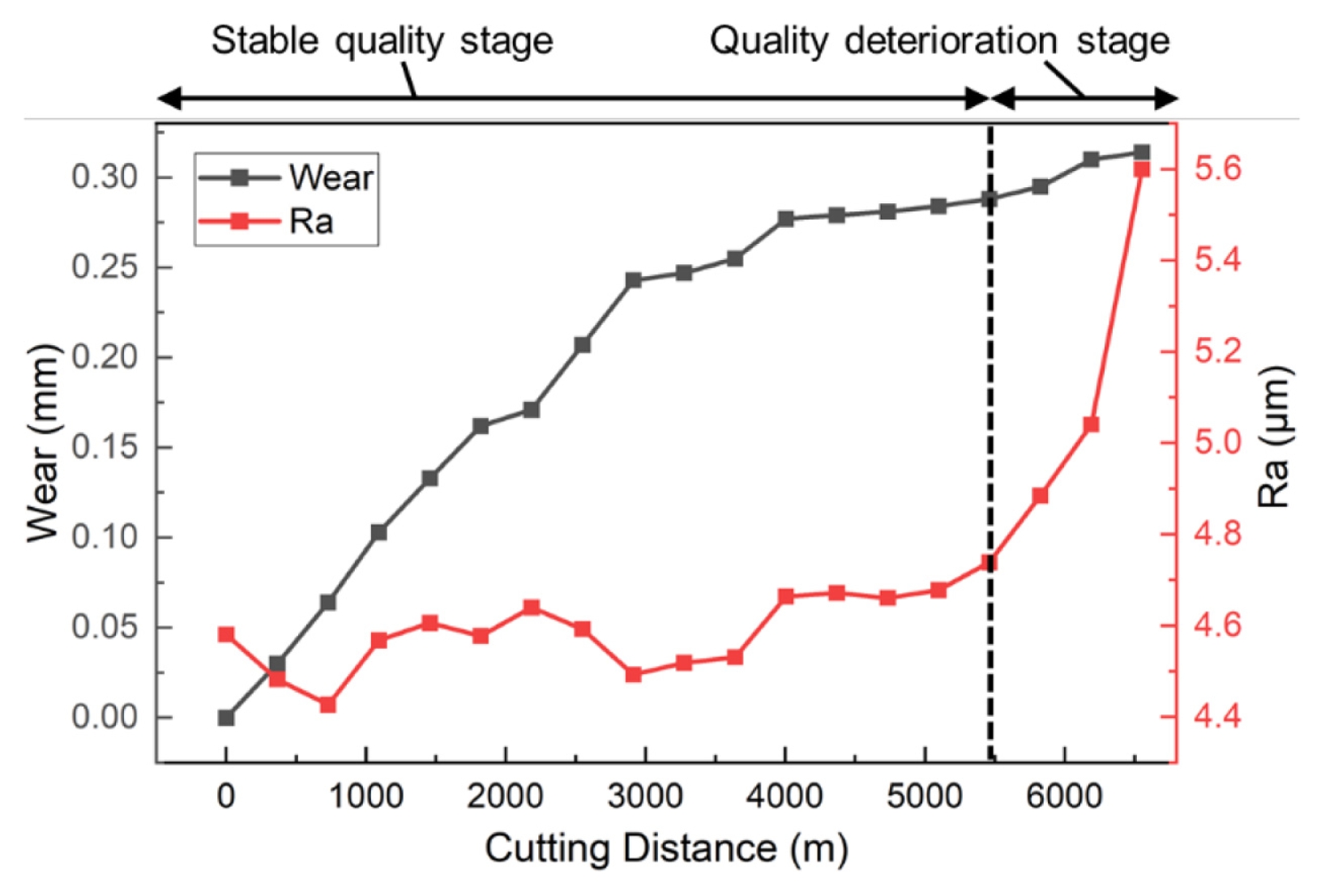
Fig. 6은 공구마모 진행에 따른 공구 현미경 사진이며,
Fig. 7은 절삭 가공길이에 따른 공구의 노치 마모 정도와 그 때 가공 면의 평균 표면거칠기를 나타낸다. 공구마모는 광학현미경(DVM6, Leica)으로 관찰 및 측정되었으며, 표면거칠기는 접촉식 측정기(SJ-401, Mitutoyo)를 이용하여 평가하였다. 공구 마모량이 약 0.25 mm에 이르는 절삭 가공길이 3,000 m 부근까지 선형 비례하고, 이후 마모 속도가 점차 감소하는 경향을 보인다. 이에 반해 표면거칠기는 절삭 가공길이 5,500 m 부근까지 비교적 안정적인 수준을 유지하였으나, 이후에는 절삭 가공길이 증가에 따라 급격히 증가하는 경향을 나타내었다.
3.2 수집 센서 데이터 분석 및 특징인자 선별
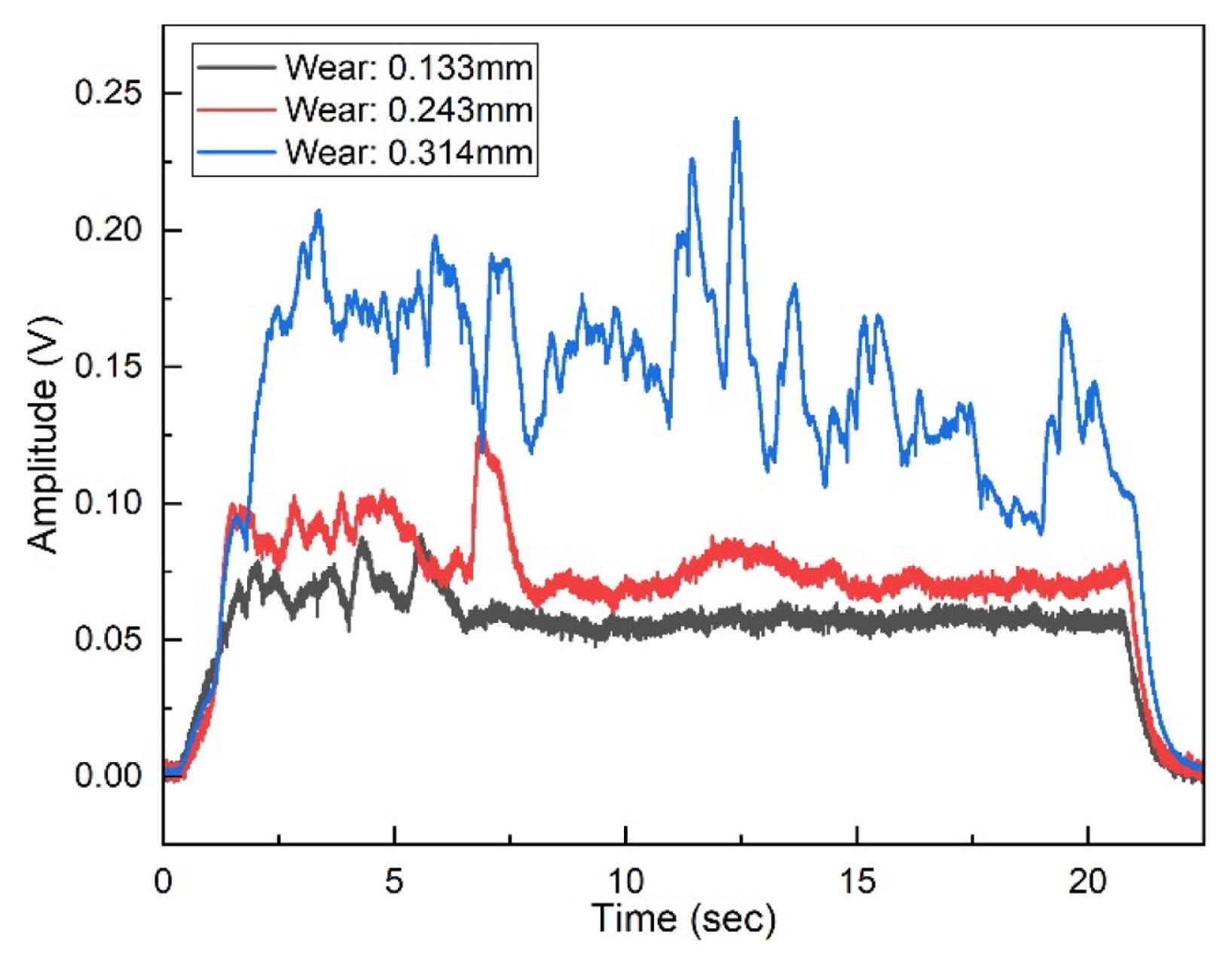
Fig. 8은 공구 마모 진행에 따른 AE신호 패턴의 변화를 나타낸다. 공구 마모가 약 0.25 mm에 이르기까지의 신호 패턴은 비슷하게 나타났으며, 그 형태는 초기의 짧은 불안정 구간 이후 전체적으로 일정하고 안정적인 구간을 가졌다. 가공이 진행됨에 따라 초기 불안정 구간이 약간 길어지고 전체적인 신호의 크기가 다소 증가하였으나, 전반적인 경향은 이전과 동일하였다. 이후, 공구 마모가 약 0.3 mm 정도에 이르렀을 때에는 신호의 전체적인 크기가 비약적으로 증가함과 동시에 불안정하고 편차가 큰 상태가 지속되었다. 이때 각 시점에서의 가공 칩의 형상을
Fig. 9에 나타내었다. 안정적인 신호 패턴이 유지되는 일반적인 경우에는 가공 초반 단속칩이 형성된 뒤 연속칩으로 전환되는 반면, 신호의 크기와 패턴에서 이상상태가 확인되는 공구가 과도하게 마모된 시점에서는 칩의 형태가 전혀 다른 양상을 보임을 알 수 있었다.
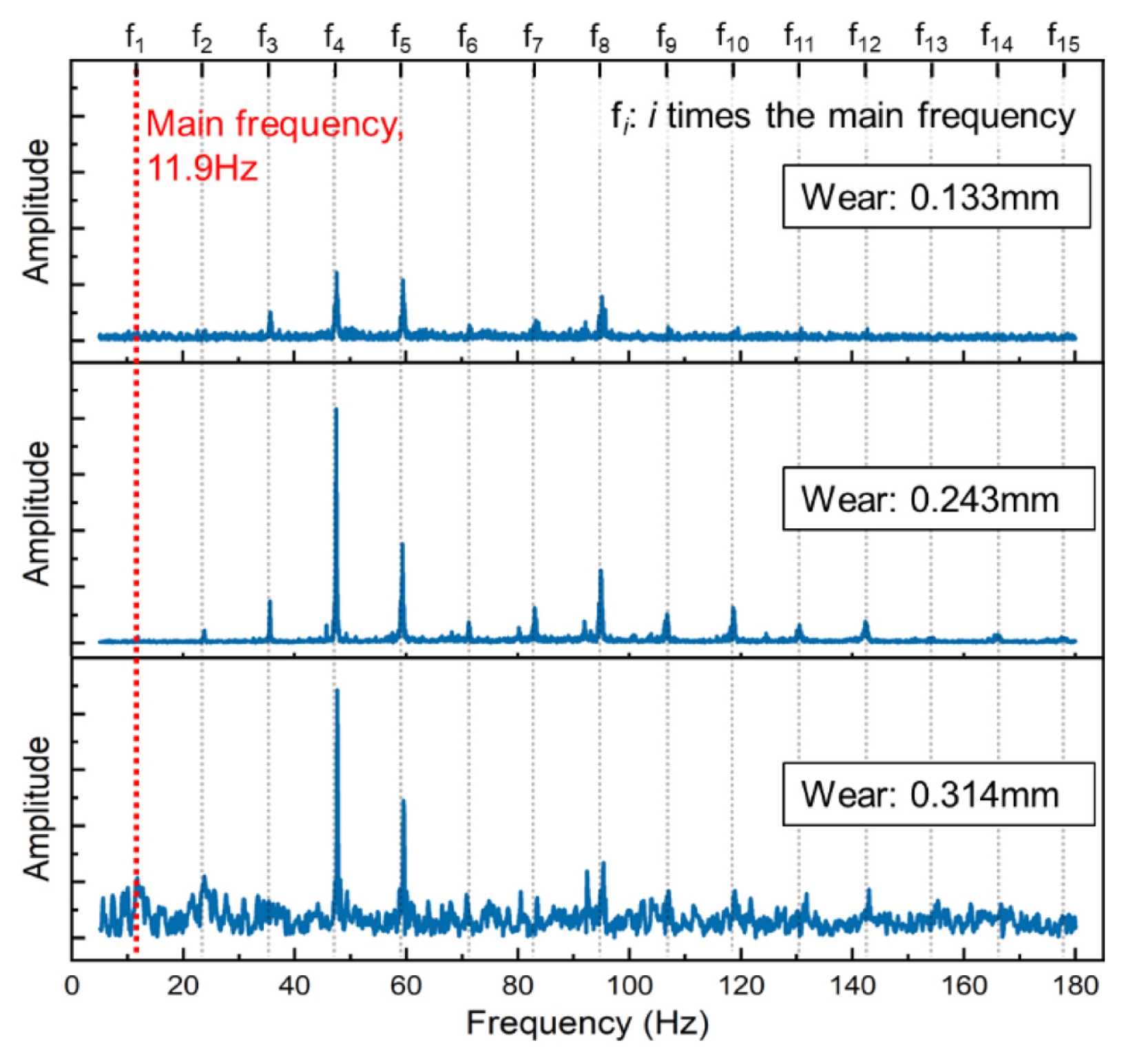
Fig. 10은 각 공구 마모 단계에서의 가속도 센서 신호를 FFT 변환하여 주파수계열로 나타낸 것이다. 가공조건으로부터 주어지는 기구학적 주요 진동수(Main Frequency)는 주축 회전수에 상응하는 약 11.9 Hz이며, 180 Hz 이하의 주파수 대역에 대해 고조파(Harmonic) 성분을 포함하여 신호 특성을 살펴보았다. 주요 진동수의 일부 고조파 성분 데이터에서 피크(Peak)를 확인할 수 있었으며, 이는 주축 스핀들 주기로 반복되는 가공 중 진동 데이터 패턴이 해당 고조파 성분들로 나타난 결과로 판단된다. 또한 공구 마모 약 0.314 mm 수준에서, 비고조파(Non-harmonic) 성분의 크기가 전반적으로 증가하였으며, 이는 마모된 공구가 피삭재와 미끄러지듯 접촉하며 가공 중 마찰이 증가한 영향으로 해석할 수 있다.
해당 가속도 주파수계열 데이터 경향을 정량화하여 학습에 적용하기 위하여 AccHP (Accelerometer Harmonic Power), AccHR (Accelerometer Harmonic Ratio)라는 새로운 특징인자를 정의하였다. AccHP는 회전주파수 11.9 Hz의 고조파 성분 크기의 평균값이며, AccHR은 회전주파수의 고조파 성분 크기의 평균을 전체 평균으로 나눈 값이다.
이때 고조파 성분은 각 고조파의 주파수를 중심으로 ±1.5 Hz (총 3 Hz) 범위 내의 측대파(Sidebands) 성분을 포함하며, 상기 수식에서 f0는 기준 주파수 11.9 Hz, ∆f는 고조파 대역 범위 1.5 Hz, N은 고조파 대역 개수로 15이며, M과 M'는 계산 범위에 포함된 데이터 개수이다.
공구 마모 0.133, 0.243, 0.314 mm 수준에서 각 AccHP 값은 1.72 × 10-7, 3.01 × 10-7, 2.17 × 10-7, 각 AcccHR 값은 2.01, 3.56, 2.26로 계산되었다. 주요 진동수 고조파 성분의 피크 개수와 크기가 증가할수록 AccHP 값이 크게 나타났으며, 주요 진동수 고조파 성분 대비 비고조파 성분의 상대적 크기가 가장 큰 공구 마모 약 0.314 mm에서 가장 작은 AccHR 값이 도출되었다. 이를 통해 가속도 센서 주파수계열 데이터의 경향을 해당 특징인자들을 활용하여 효과적으로 정량화 할 수 있음을 확인하였다.
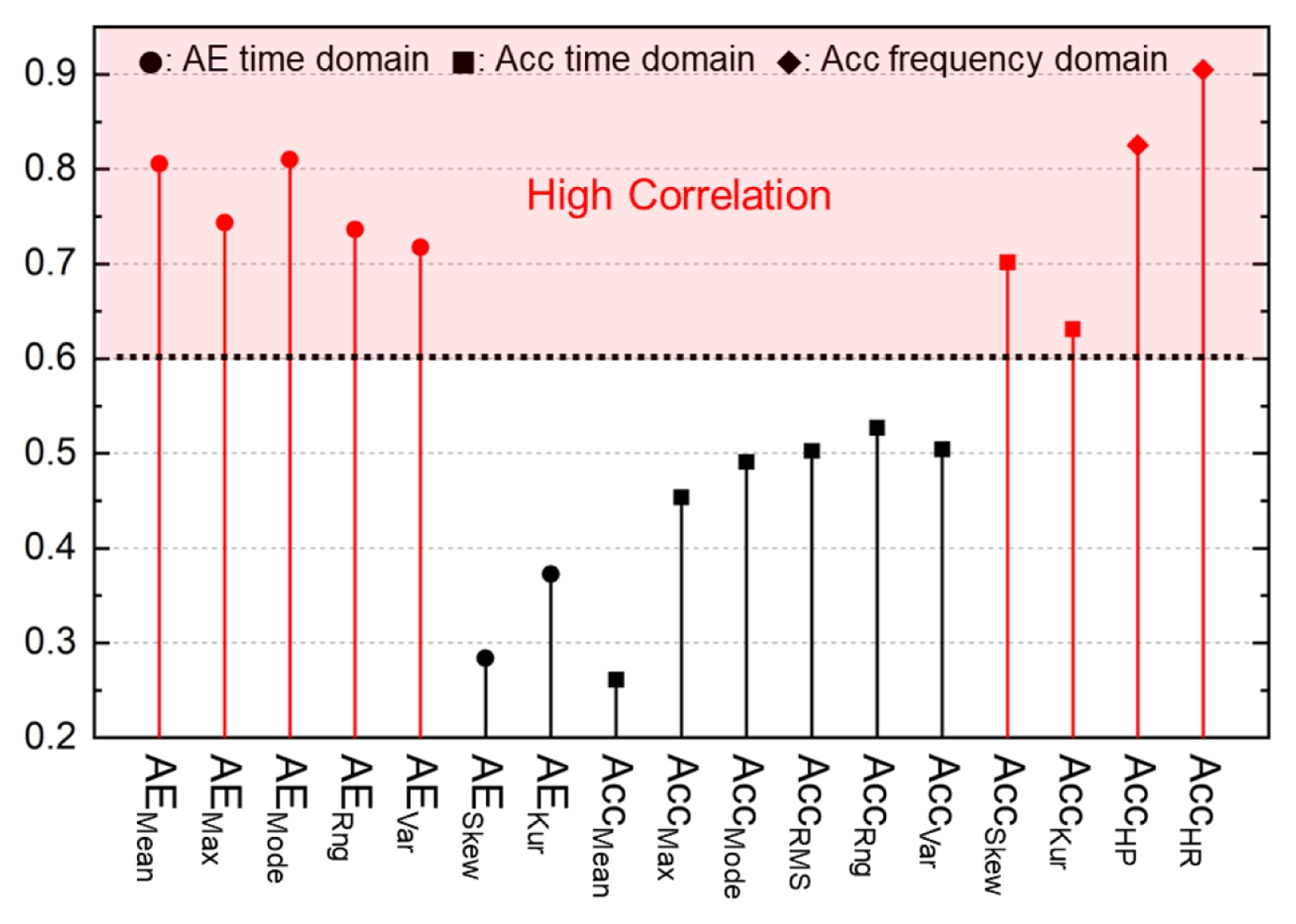
AE 센서의 시계열 데이터와 가속도 센서의 시계열 및 주파수 계열 데이터로부터 추출 특징인자들을 공구 마모 예측 모델의 입력 변수로 활용하기에 앞서, 학습 모델의 일반화 성능을 확보하기 위해 거리 상관계수 값 기준으로 상관성이 높은 특징인자들을 선별하는 과정을 거쳤다.
Fig. 11은 추출된 특징인자들의 공구 마모 데이터와의 상관성에 대한 거리 상관계수 결과를 나타낸다. 거리 상관계수를 통한 상관성의 강도에 대한 구체적인 기준이 존재하지는 않으나, 본 연구에서는 값 0.6을 기준으로하여 총 9개의 특징인자들을 분류 선정하였다.
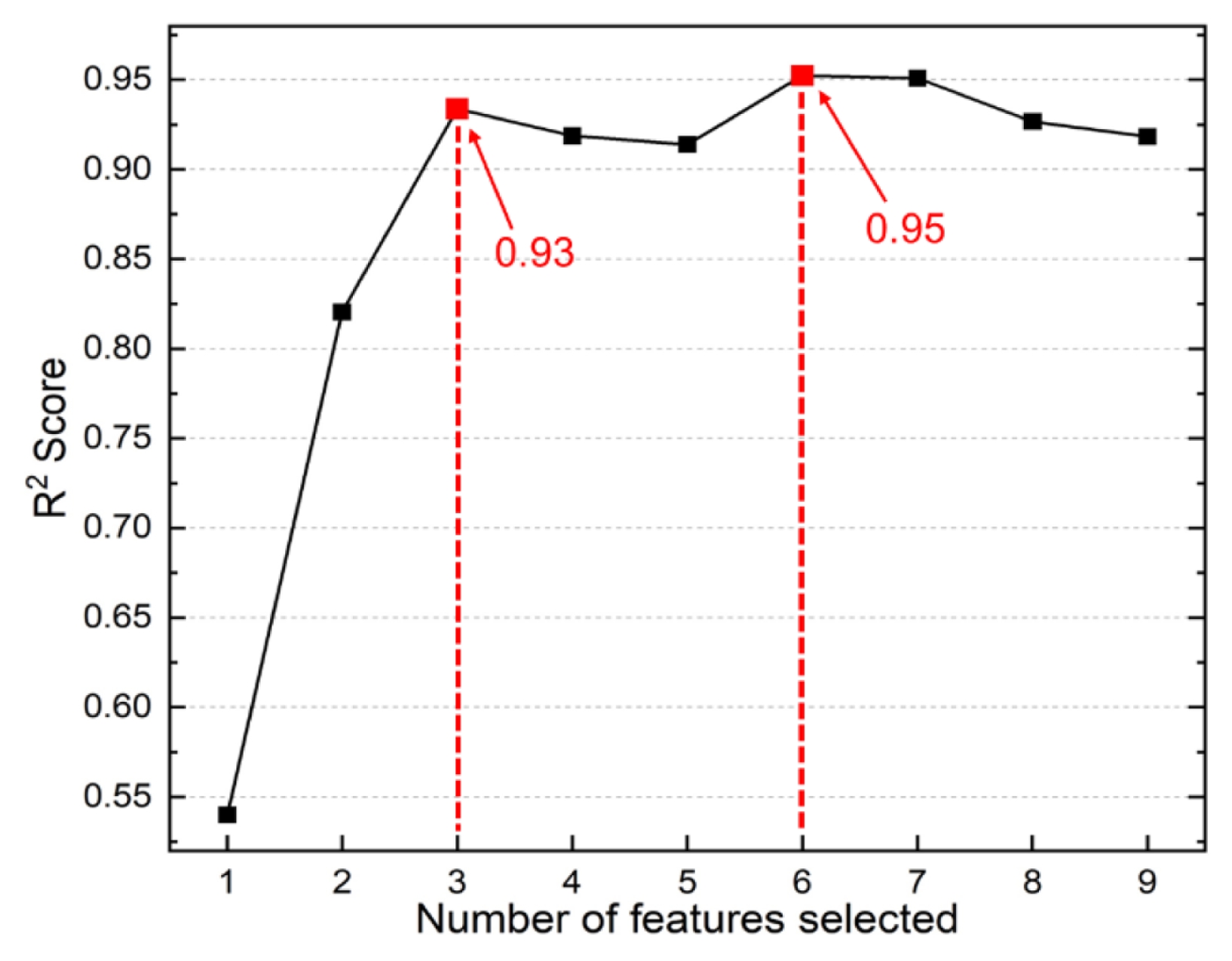
선정된 9개의 특징인자들을 입력 변수로 하여 SVR을 활용한 공구 마모 예측모델 학습과 RFECV 알고리즘 기반 특징인자 조합 최적화를 수행하였다. 변수 조합 방법과 개수에 따른 예측 정확도 변화를 평가하였으며, 그 결과를 결정계수 R
2 (R-squared)를 기준하여
Fig. 12에 나타내었다. 3개 이상의 특징인자들을 사용하였을 때 R
2값은 0.9 이상의 양호한 결과를 보였으나, 3개미만의 변수를 사용하였을 때에는 예측 성능이 급격히 저하되는 것으로 나타났다. R
2 = 0.95로 가장 우수한 성능을 갖는 최적의 변수 조합은
AEMode,
AEMean,
AEMax,
AccSkew,
AccHP,
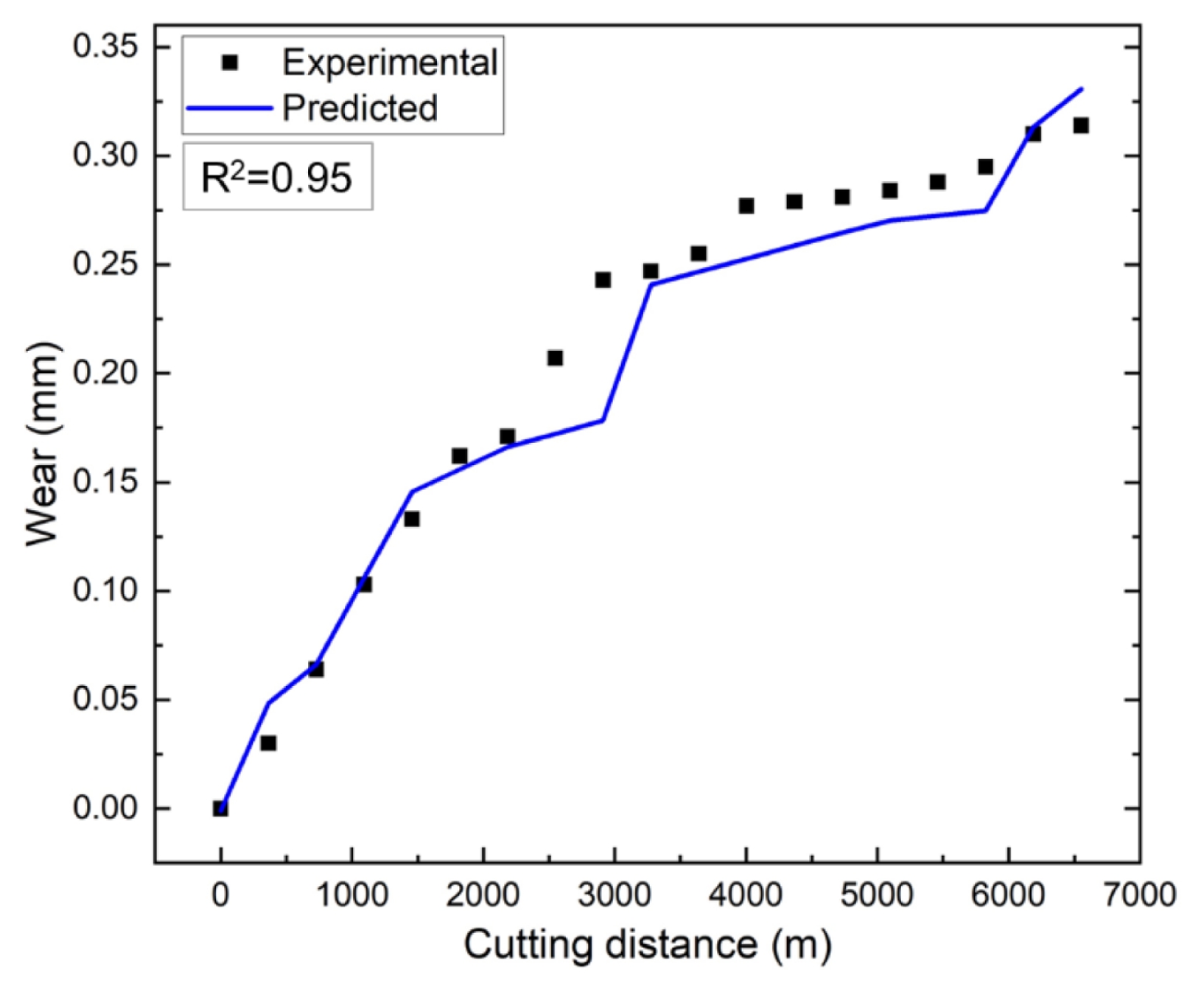
AccHR의 6개이다. 해당 최적 변수 조합을 기반으로 한 예측 결과를 실제 공구 마멸 데이터와 비교하여
Fig. 13에 나타내었다.
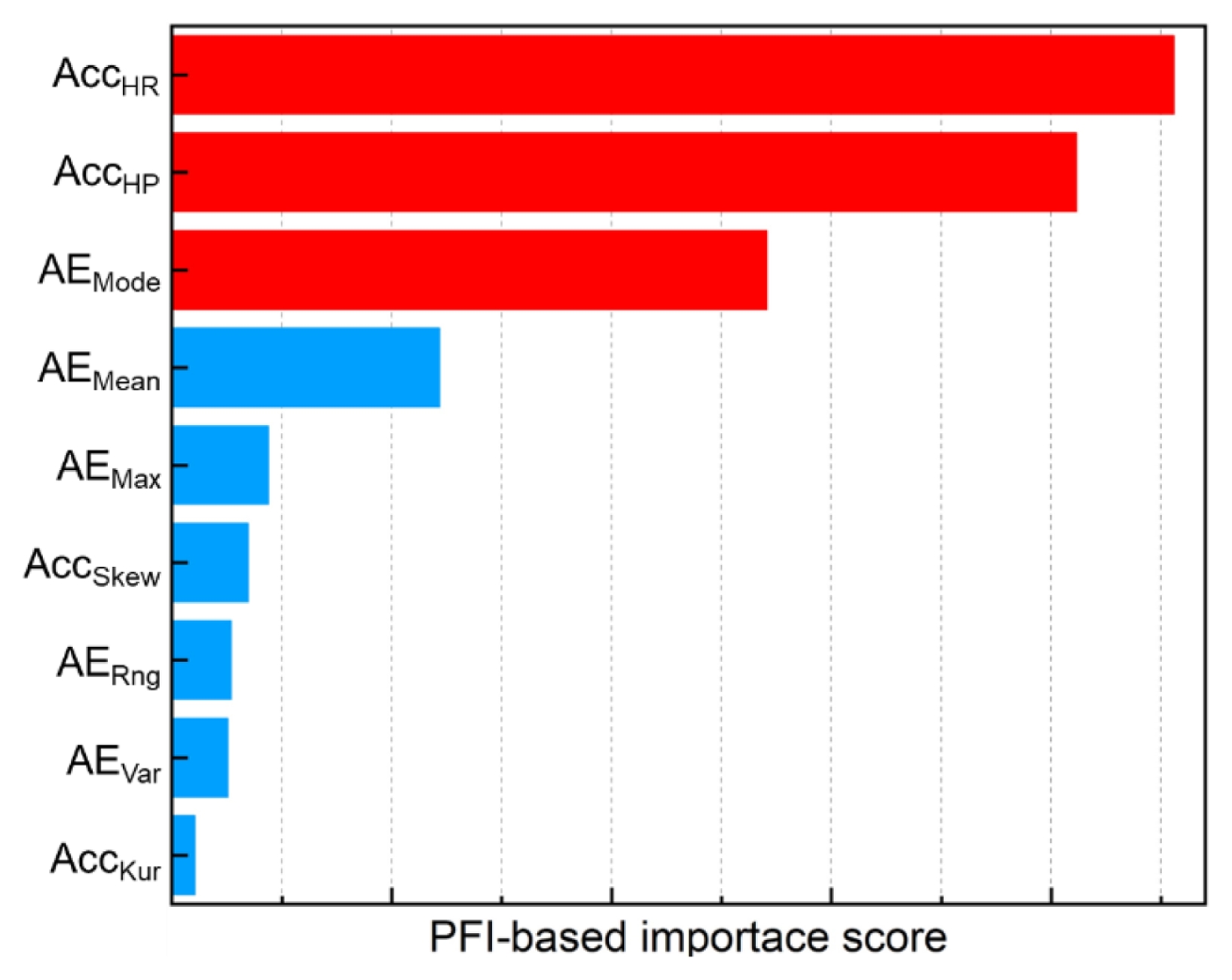
Fig. 14는 RFECV 기법을 이용한 변수 조합 최적화 과정에서의 9개 특징인자의 순열 특성 중요도(Permutation Feature Importance, PFI)를 평가한 결과를 나타내며, 상위 3개 특징인자가 나머지 변수들에 비해 현저히 높은 중요도를 보였다. 이는 앞서 R FECV 최적화 과정에서의 3개 변수 조합과 일치하였으며, 이때 예측 모델의 성능은 R
2 = 0.93으로 나타나 최상의 예측 성능(R
2 = 0.95)과 큰 차이를 보이지 않았다. 이러한 결과로부터, 중요도가 높은 소수의 변수를 활용하는 것만으로도 충분한 예측 성능과 계산 효율성을 확보할 수 있음을 확인할 수 있었다.
4. 결론
본 연구에서는 소규모의 데이터 환경에서도 안정적인 성능을 확보할 수 있으며, 이상치에도 강건한 특성을 갖는 SVR 기법을 활용하여 선삭 공정에서의 공구 마모 예측에 대한 방법론을 제시하였다. AE 센서와 가속도 센서를 통해 공구 마모에 의한 상태변화를 검출하고, 검출된 센서 신호로부터 특징인자를 추출하여 학습모델에 활용하였다. 학습에 앞서 추출된 특징인자들은 거리 상관계수에 의해 기본적인 선별과정을 거쳤으며, RFECV 알고리즘을 통해 조합의 최적화를 진행하였다. 연구 결과, 최적의 특징인자 조합은 AE 센서 시계열 특징인자 AEMode, AEMean, AEMax와 가속도 센서의 시계열 특징인자 AccSkew와 주파수계열 특징인자 AccHP, AccHR의 6개 인자들의 조합이었으며, 이때의 예측 정확도는 R2 = 0.95를 나타냈다. 한편, 특징인자 최적화 과정의 PFI 평가를 통해 현저히 높은 중요도를 나타내는 AEMode, AccHP, AccHR만을 활용한 경우에도 R2 = 0.93의 예측 정확도를 나타내어, 필요에 따라 보다 경량화되고 효율적인 공구 마모 예측 모델의 도출이 가능함을 확인하였다. 이상의 결과로부터 공구 마모 예측 모델을 개발함에 있어 단일센서가 아닌 다중센서 신호로부터 시계열 및 주파수계열의 다양한 특징인자를 추출하여 학습에 활용하고, 이들 인자들의 조합 최적화와 중요도 평가가 예측 정확도와 학습 효율 향상에 중요하다는 것을 알 수 있었다.
향후 보다 다양한 센서와 데이터 분석기법을 활용하여 새로운 특징인자들을 개발하고 이를 최적화하기 위한 연구가 추가되어야 할 것으로 판단된다. 이를 통해 공구 마모 예측 방법의 고도화와 선삭 이외의 절삭가공 공정으로의 적용 가능성 제고가 가능할 것으로 사료된다.
FOOTNOTES
-
ACKNOWLEDGEMENT
이 논문은 2024년도 산업통상자원부의 ‘조선해양 핵심기술 개발사업 (배관스풀 용접자동화 적용을 위한 배관 용접면 정밀가공 자동화 시스템 개발)’의 지원을 받아 연구되었음(No. 20024907).
Fig. 1Overall methodology flowchart
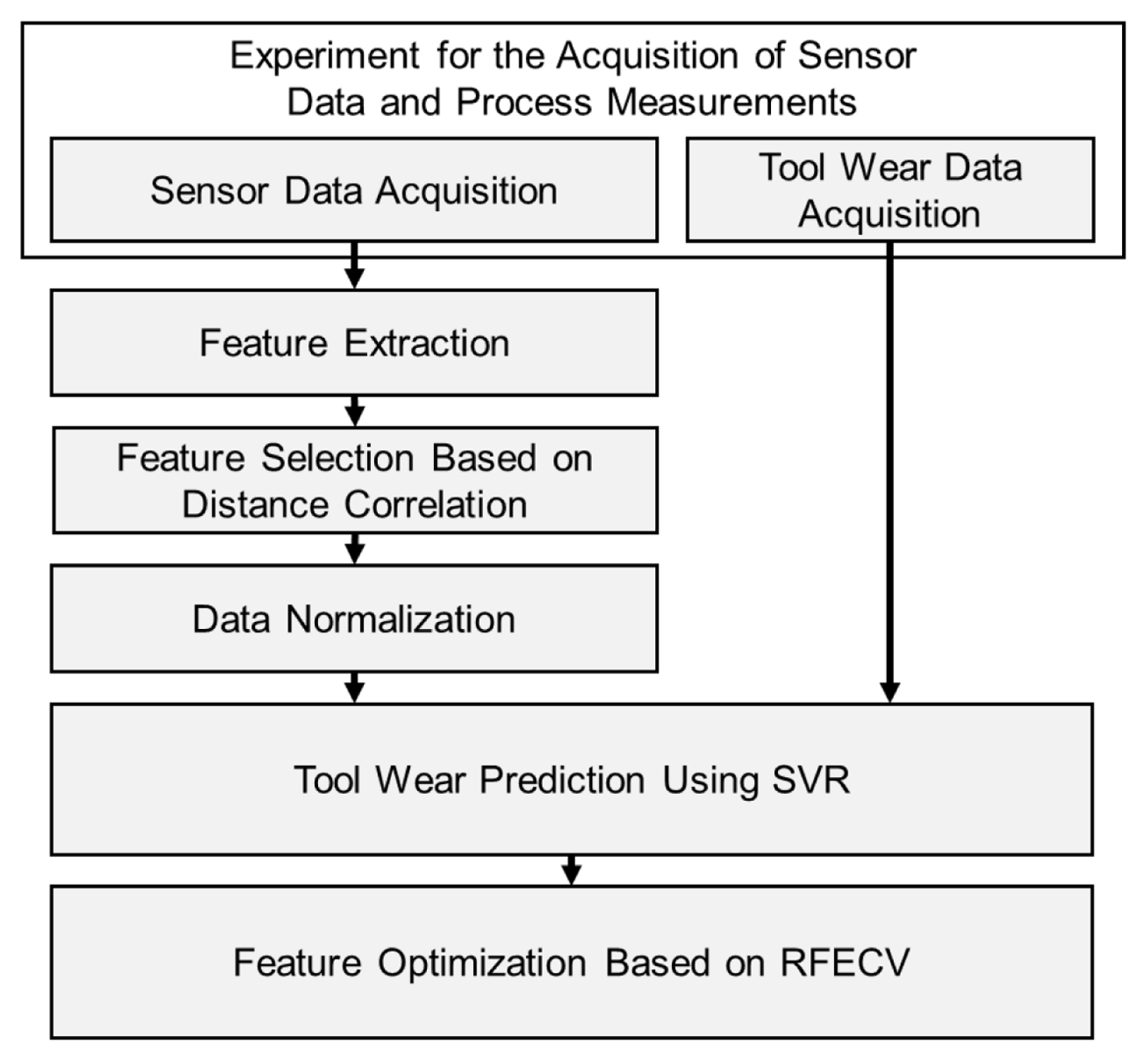
Fig. 2
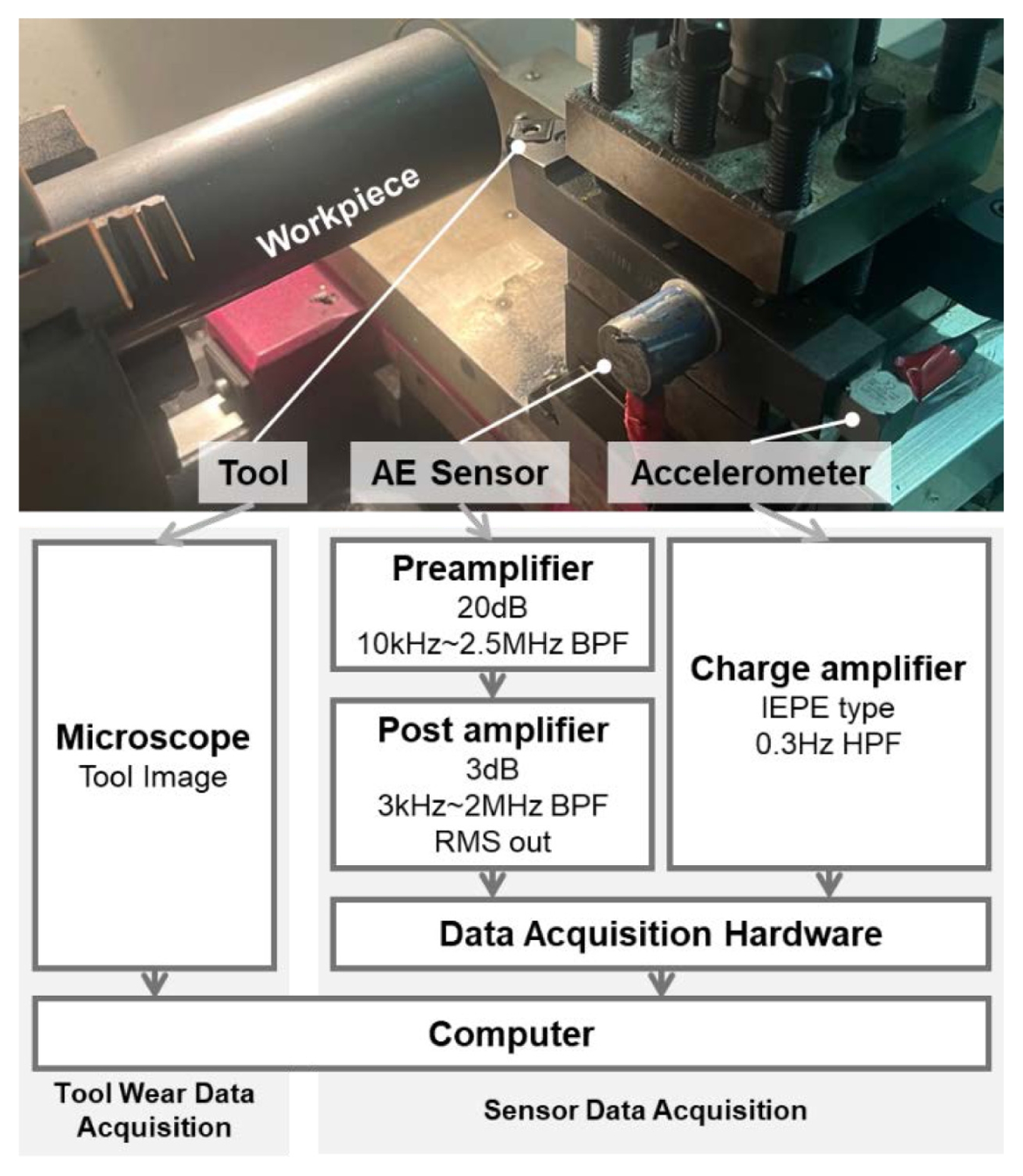
Fig. 3
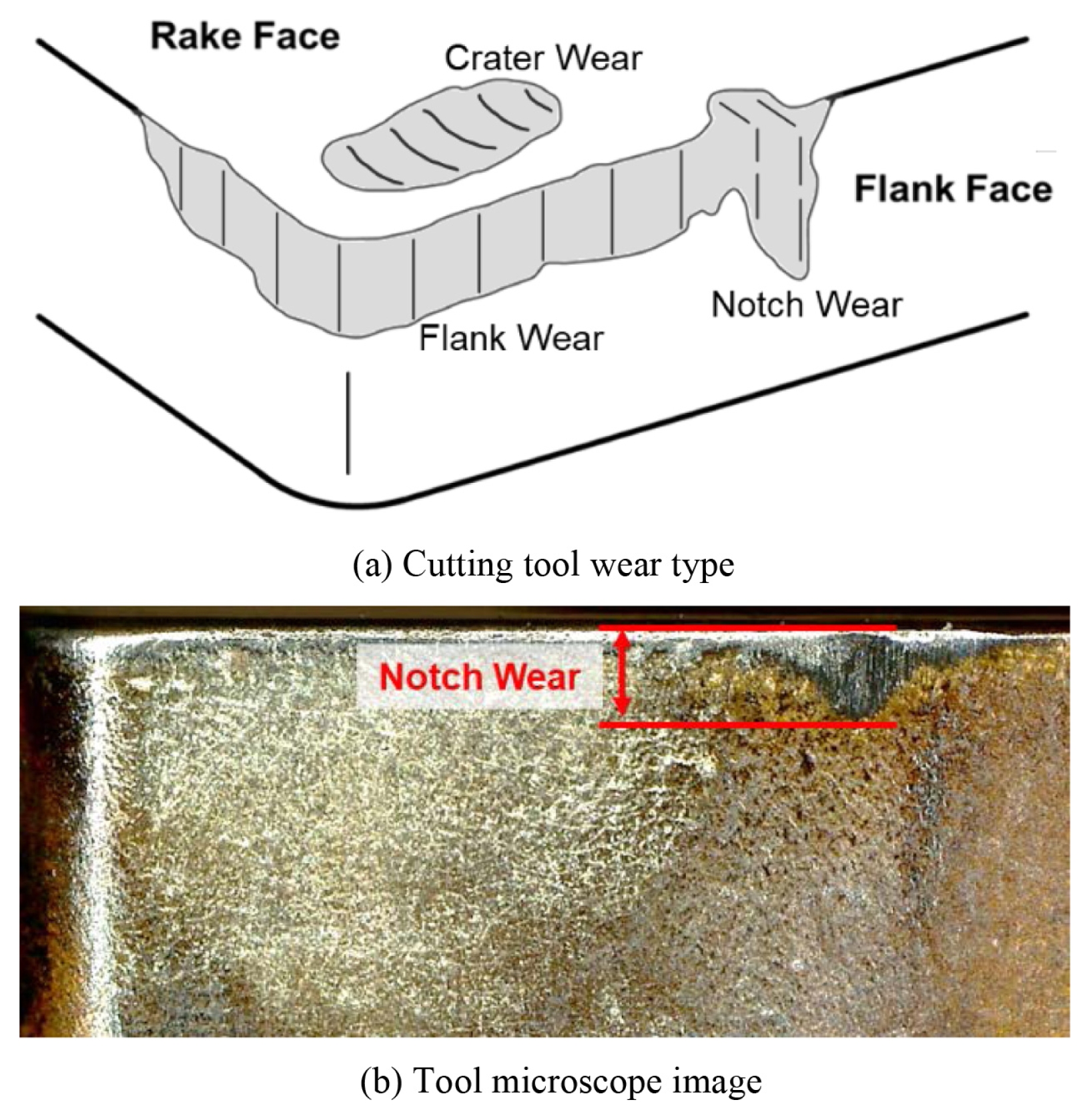
Fig. 4Schematic diagram of kernel-based SVR
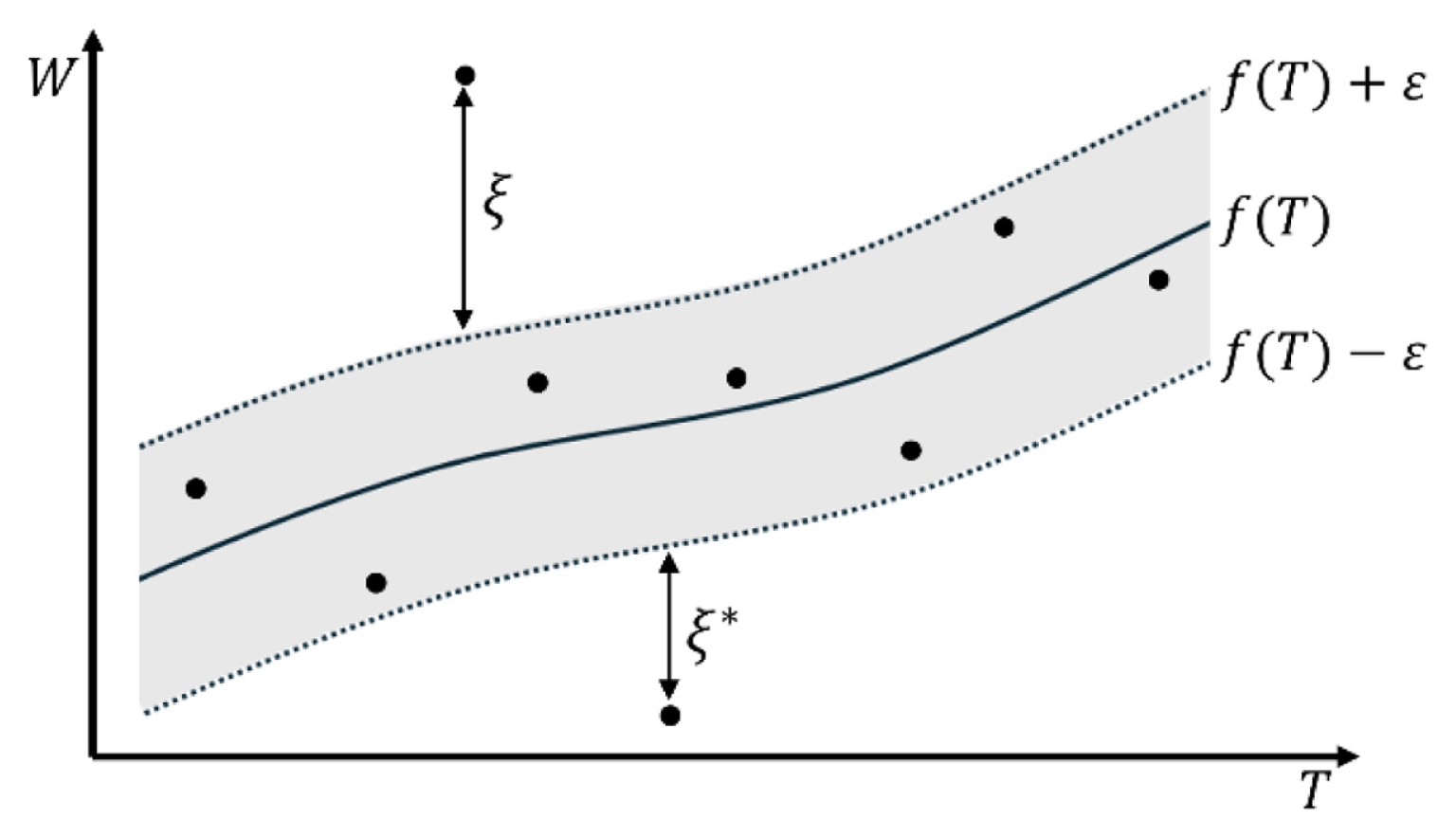
Fig. 5Flowchart of RFECV algorithm
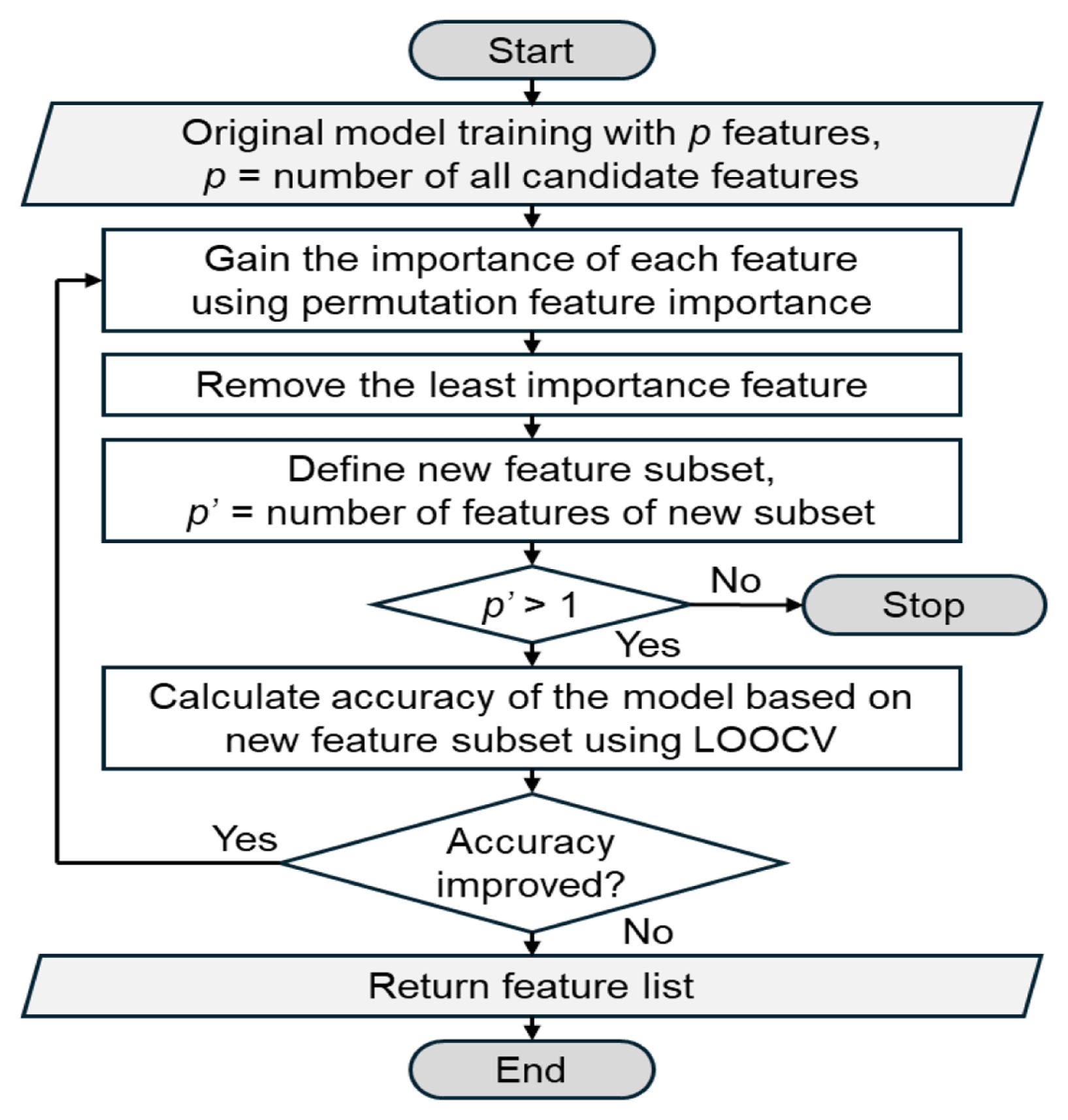
Fig. 6Tool notch wear microscope image
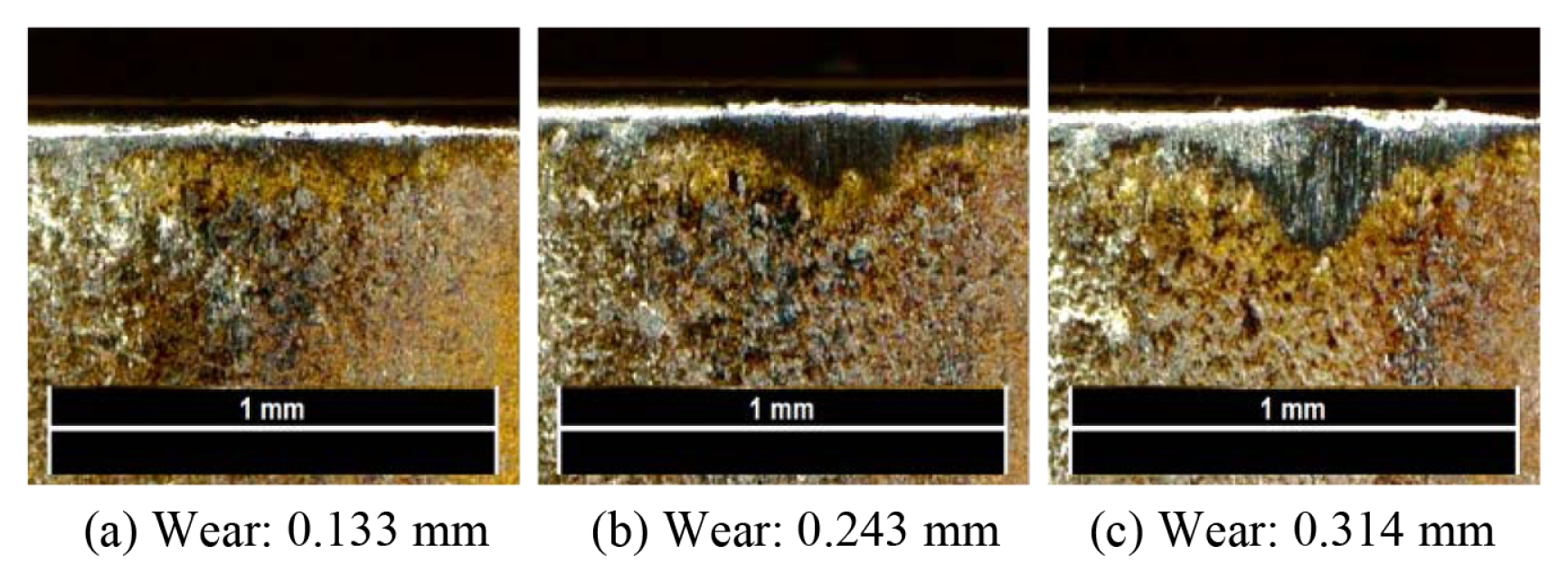
Fig. 7Tool wear and workpiece surface roughness trend
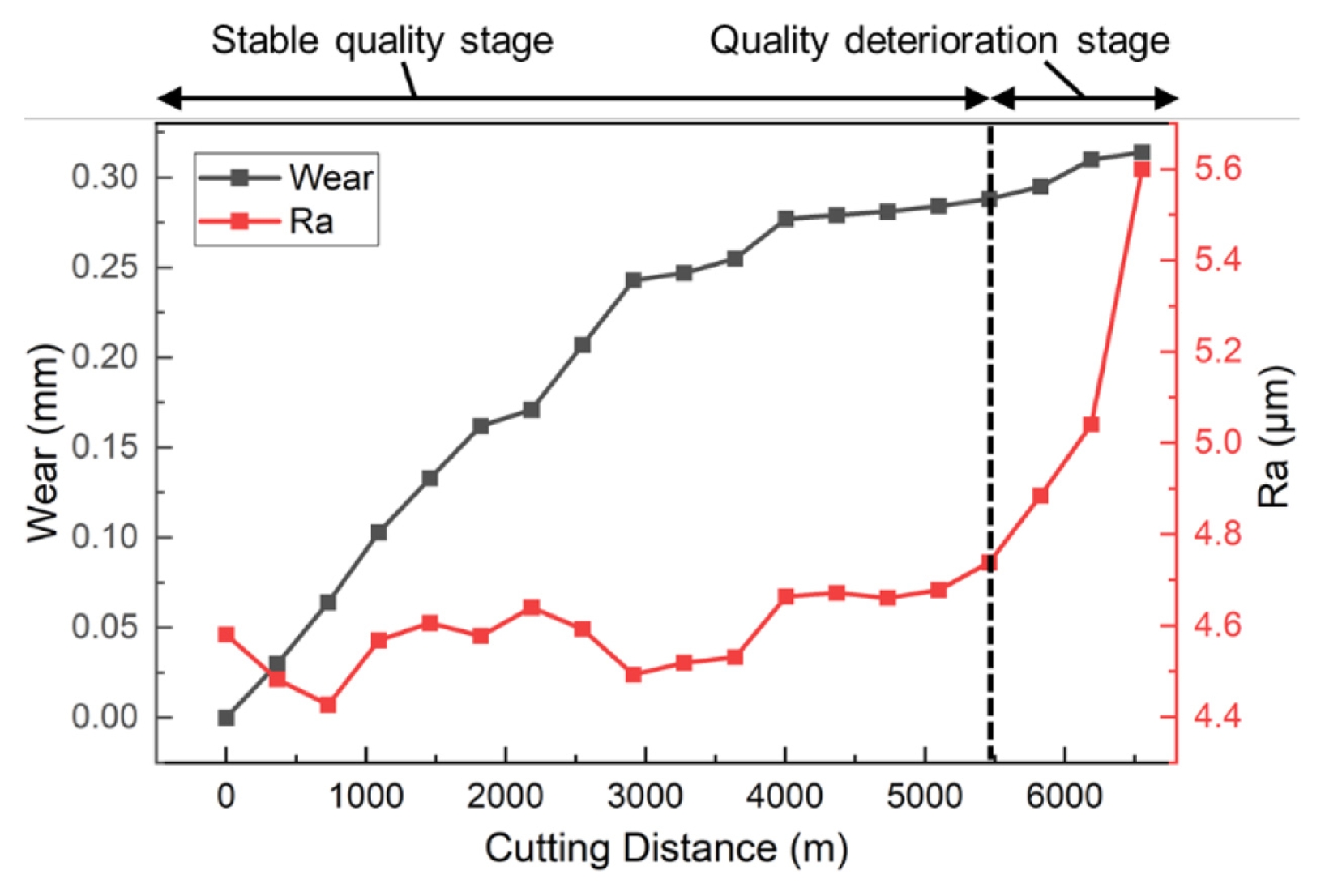
Fig. 8AE sensor data at different tool wear states
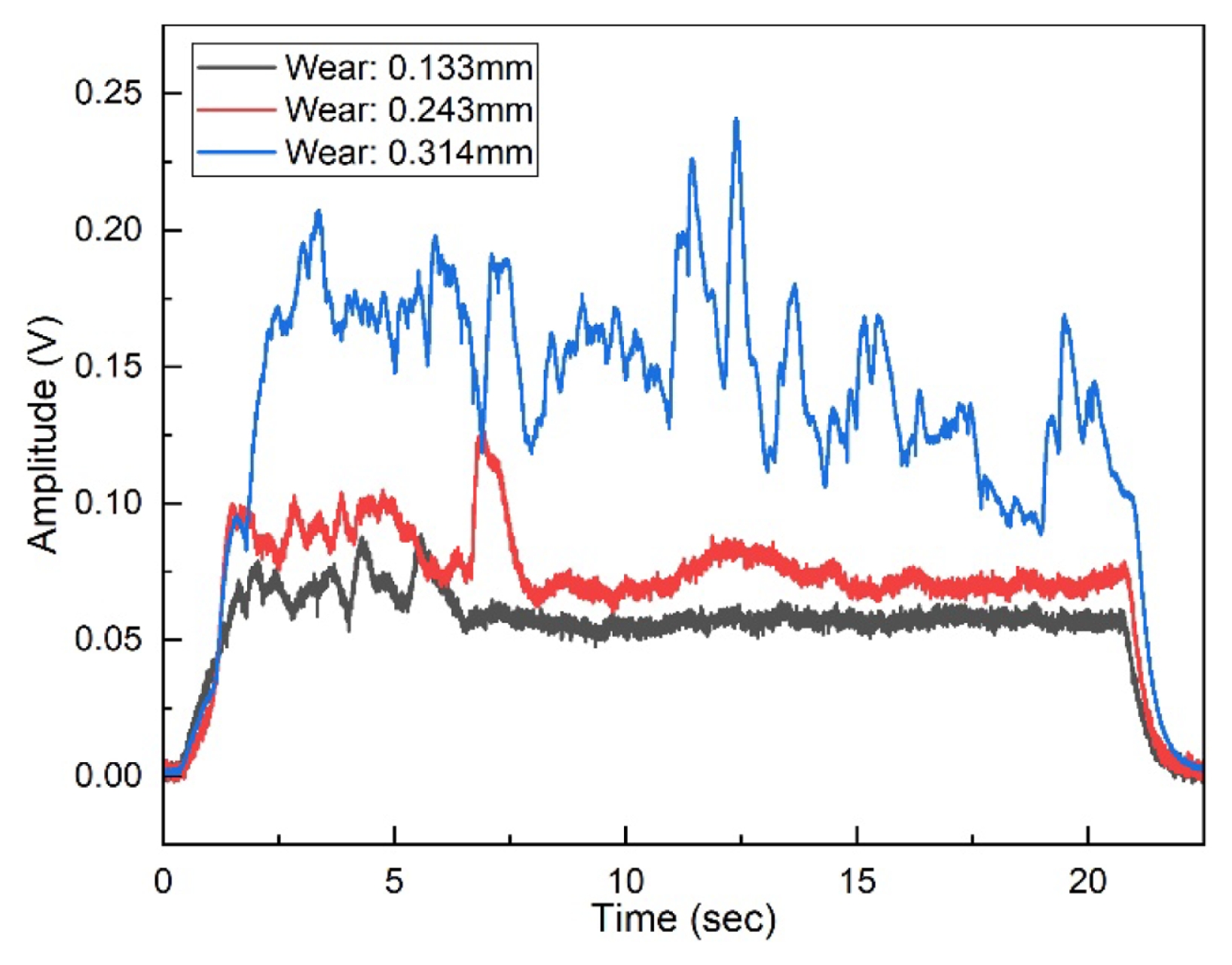
Fig. 9Chip shapes at different tool wear states

Fig. 10Accelerometer data at different tool wear states
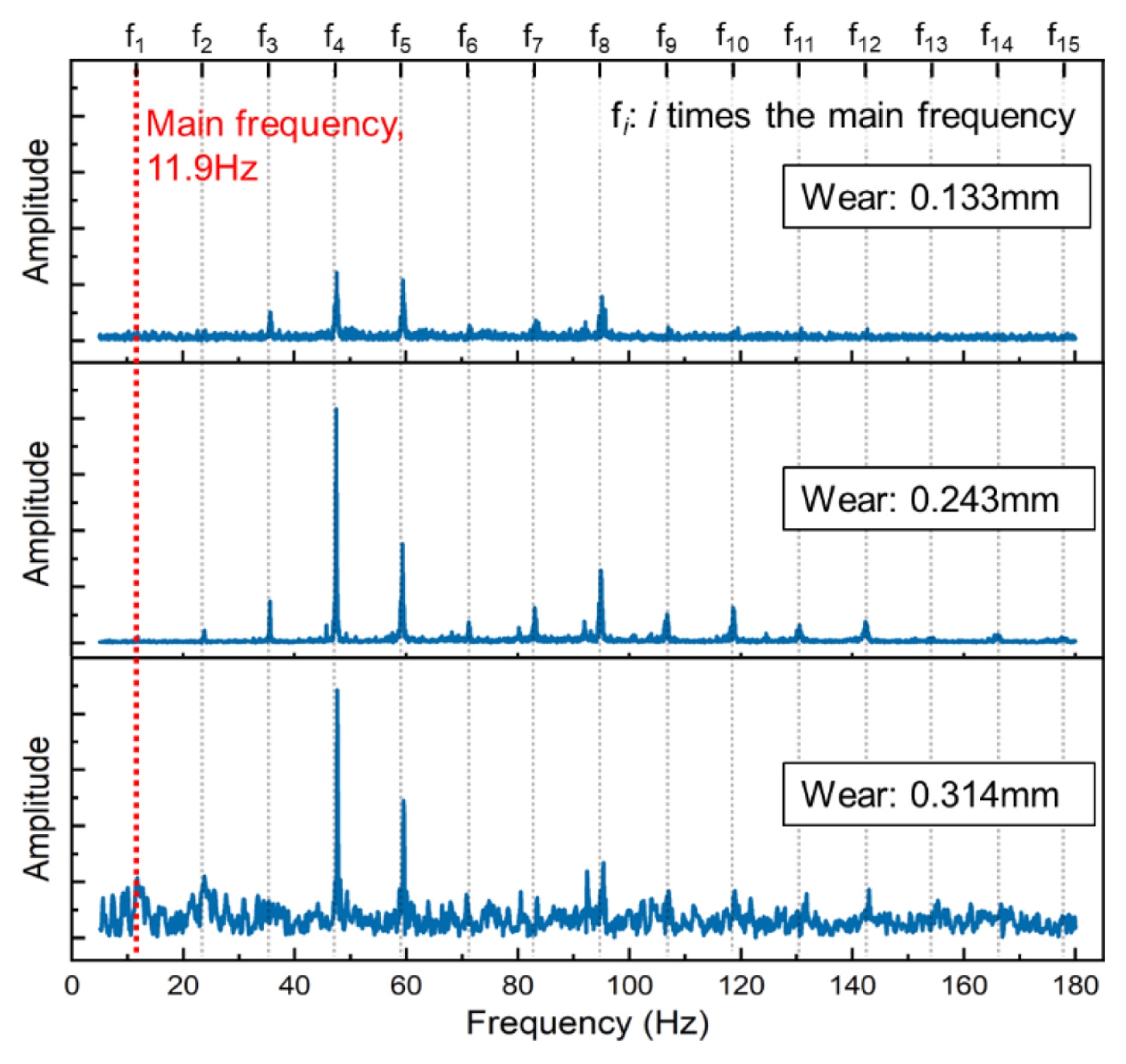
Fig. 11Distance correlation values of features with tool wear data
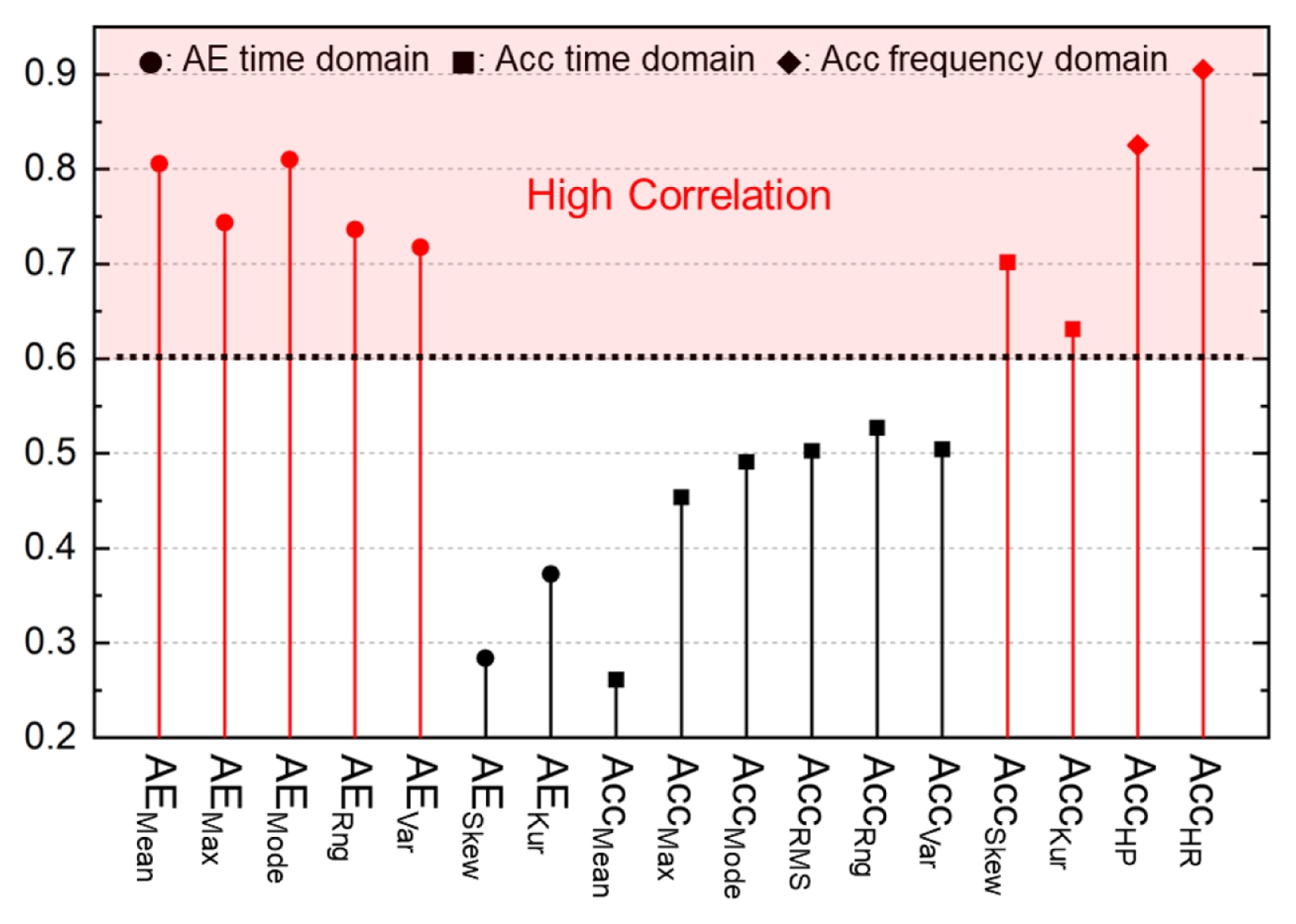
Fig. 12R2 score trend according to the number of features in the RFECV feature set optimization process
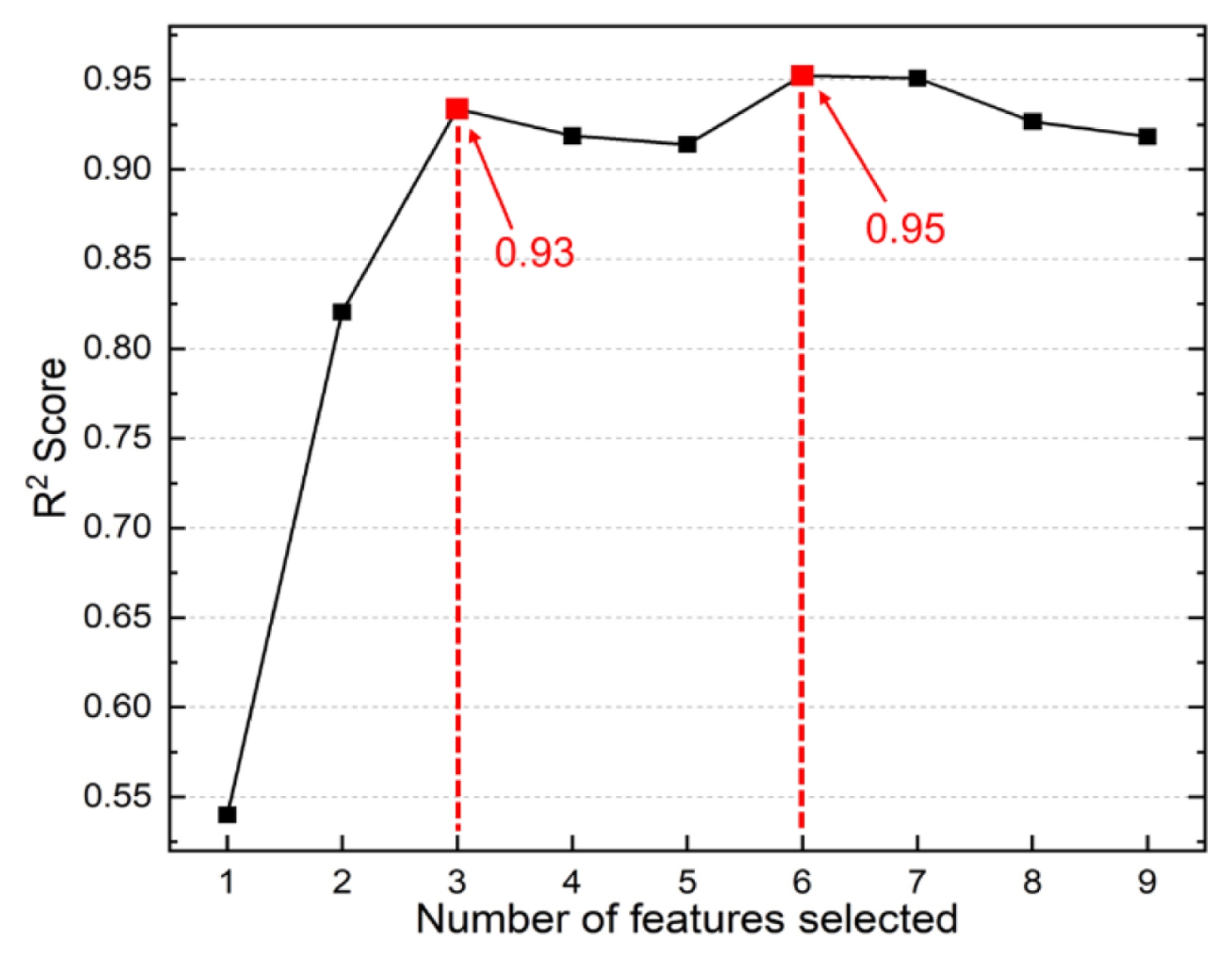
Fig. 13Test prediction results of the SVR model with the optimized feature set
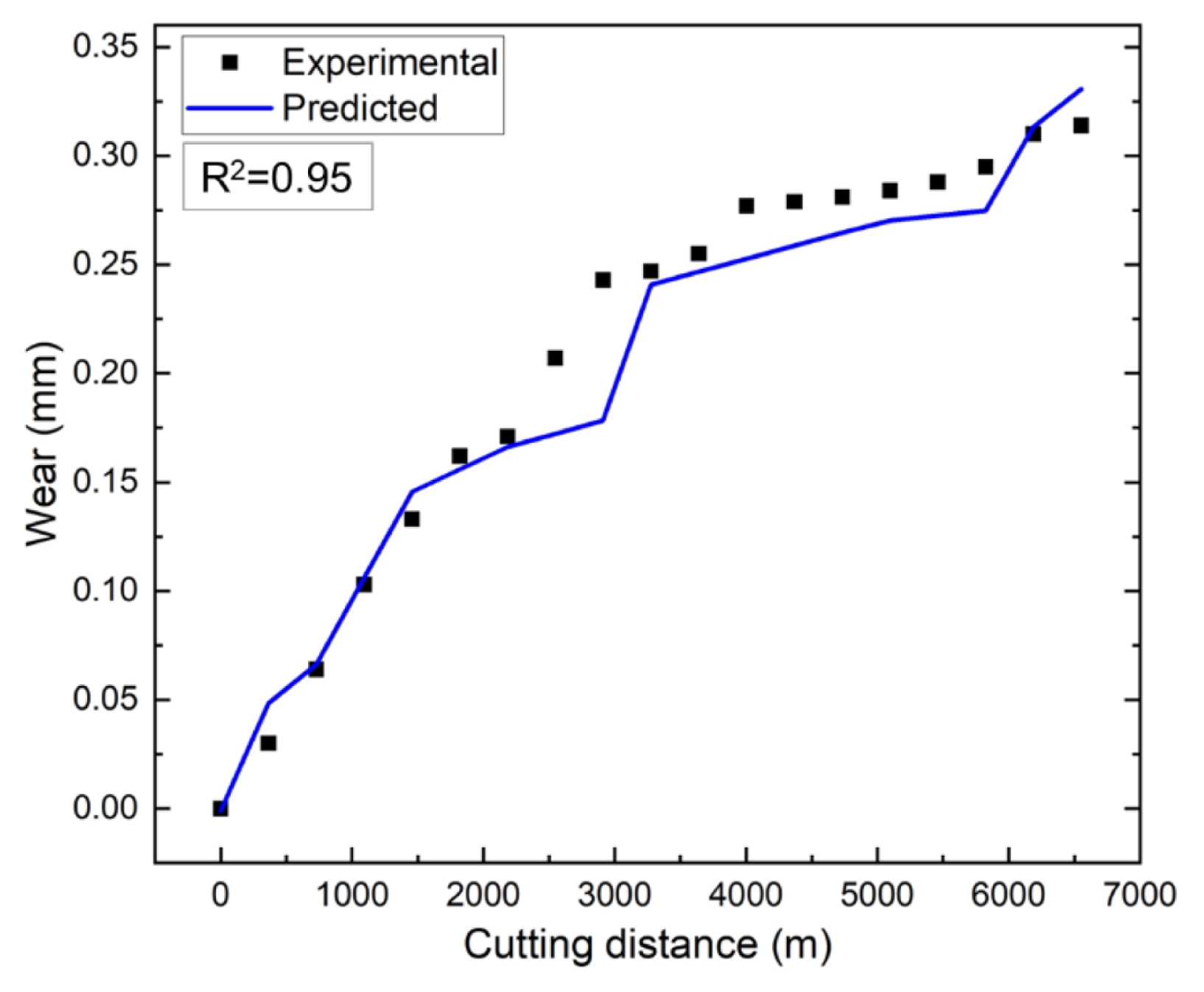
Fig. 14Permutation feature importance results for candidate features in the SVR model
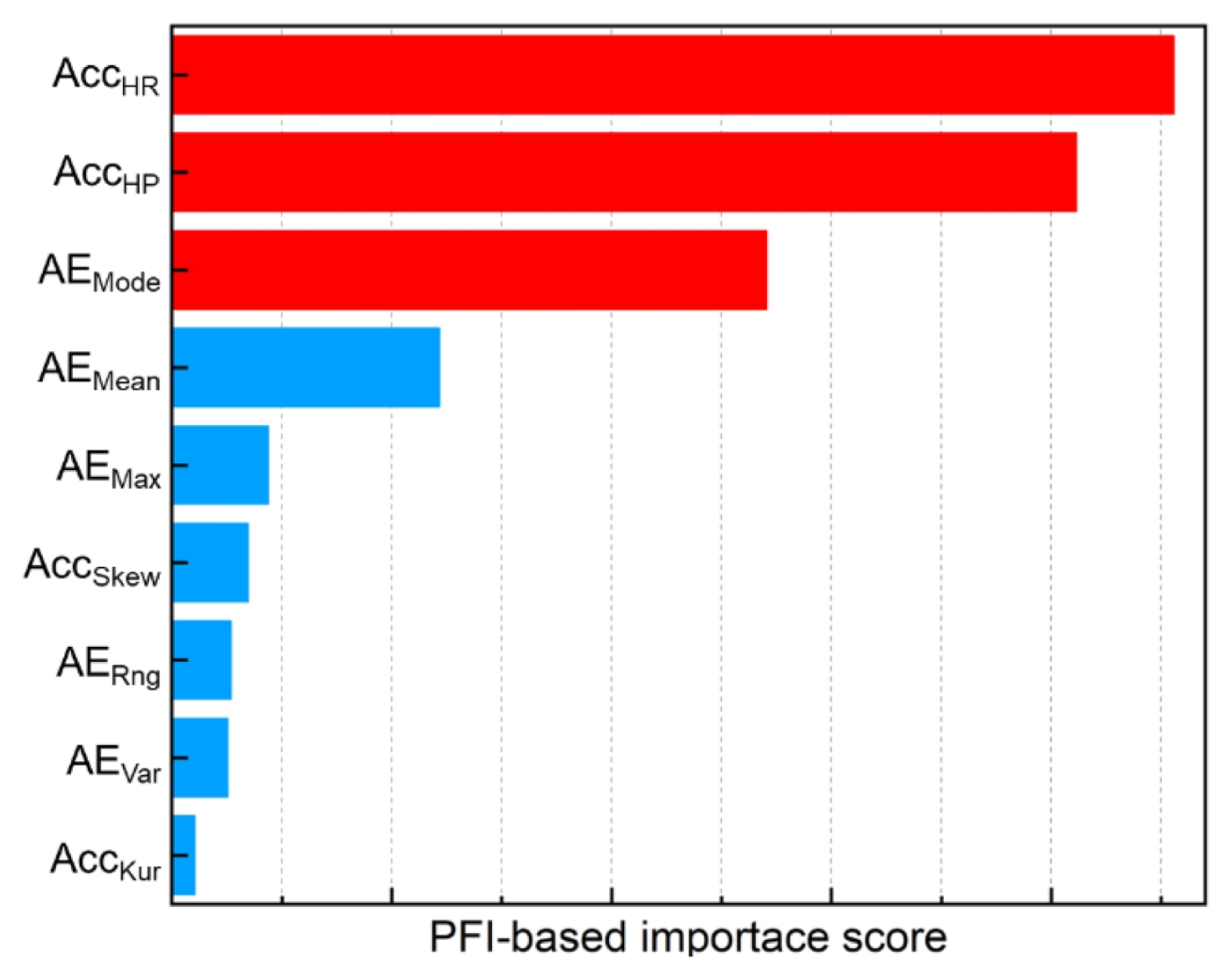
Table 1
Table 1
|
Parameters |
Values |
|
Tool insert material |
Cemented carbide with CVD coating |
|
Workpiece material |
Forged carbon steel (KS D 3562) |
|
Workpiece diameter |
48.6 mm |
|
Workpiece thickness |
3.3 mm |
|
Rotational speed |
715 RPM |
|
Feed rate |
0.2 mm/rev |
|
Depth of cut |
2 mm |
|
Cutting distance |
364 × n m |
Table 2
Table 2
|
Sensor |
Model |
Sampling rate [kHz] |
|
AE sensor |
WS-α, PAC |
1 |
|
Accelerometer |
8688A50, Kistler |
10 |
Table 3
Table 3
|
Feature |
Formula |
|
Mean |
Tmean=1n∑i=1nxi
|
|
Min |
tmax = min (xi) |
|
Max |
Tmax = max (xi) |
|
Median |
Tmed={x(n+1)/2, if n is oddxn/2+xn/2+12, if n is even*x is the ordered list of dataset
|
|
Mode |
Tmode=argmax(∑i=1nδ(xi=x))
|
|
RMS |
Trms=1n∑i=1nxi2
|
|
Range |
Trng = max (xi) − min (xi) |
|
Variance |
Tvar=∑i=1n(xi-Tmean)2n
|
|
Skewness |
Tskew=∑i=1n(xi-Tmean)2(n-1)Tvar3/2
|
|
Kurtosis |
Tkur=∑i=1n(xi-Tmean)4(n-1)Tvar2
|
REFERENCES
- 1. Soori, M., Arezoo, B., (2022), Cutting tool wear prediction in machining operations, a review, Journal of New Technology and Materials, 12(2), 15-26.
- 2. Segreto, T., D’Addona, D., Teti, R., (2020), Tool wear estimation in turning of inconel 718 based on wavelet sensor signal analysis and machine learning paradigms, Production Engineering, 14(5), 693-705.
- 3. Bhuiyan, M., Choudhury, I., (2014), Review of sensor applications in tool condition monitoring in machining. Comprehensive mater process. 13: Elsevier.
- 4. Munaro, R., Attanasio, A., Del Prete, A., (2023), Tool wear monitoring with artificial intelligence methods: A review, Journal of Manufacturing and Materials Processing, 7(4), 129.
- 5. Kim, K. S., Lee, D. W., (2024), Monitoring the machining state of machine tools using artificial neural networks with time-series data, Journal of the Korean Society for Precision Engineering, 41(8), 617-624.
- 6. Park, B., Lee, Y., Lee, C., (2020), Tool condition monitoring using deep learning in machining process, Journal of the Korean Society for Precision Engineering, 37(6), 415-420.
- 7. Smola, A. J., Schölkopf, B., (2004), A tutorial on support vector regression, Statistics and Computing, 14(3), 199-222.
- 8. Kuntoğlu, M., Aslan, A., Pimenov, D. Y., Usca, Ü. A., Salur, E., Gupta, M. K., Mikolajczyk, T., Giasin, K., Kapłonek, W., Sharma, S., (2021), A review of indirect tool condition monitoring systems and decision-making methods in turning: critical analysis and trends, Sensors, 21(1), 108.
- 9. Shahabi, H. H., Low, T. H., Ratnam, M. M., (2009), Notch wear detection in cutting tools using gradient approach and polynomial fitting, International Journal of Advanced Manufacturing Technology, 40(11–12), 1057-1066.
- 10. Székely, G. J., Rizzo, M. L., Bakirov, N. K., (2007), Measuring and testing dependence by correlation of distances, Annals of Statistics, 35(6), 2769-2794.
- 11. Tenenbaum, J. B., de Silva, V., Langford, J. C., (2000), A global geometric framework for nonlinear dimensionality reduction, Science, 290(5500), 2319-2323.
Biography
- Seok Jin Kim
M.Sc. Candidate in the Department of Mechanical Engineering, Pusan National University, Busan, South Korea. His research interests are intelligent manufacturing and artificial intelligence.
- Roh Won Kim
Principal Researcher in the Energy System Group, Dongnam Technology Application Division, Korea Institute of Industrial Technology. Her research interests are process monitoring, intelligence and automation.
- Young Soo Kim
Assistant Professor in the Department of Mechanical Engineering, Pusan National University, Busan, South Korea. His current research interests include mechanism design, mobile service robots, design optimization.
- Sang Jik Lee
Principal Researcher in Dongnam Technology Application Division, Korea Institute of Industrial Technology, South Korea. His research interest include precision machining, process integration and optimization, intelligence manufacturing.