ABSTRACT
This paper presents the design of an automatic circumferential chamfering device that processes the inner and outer diameter corners of centrifugal cast pipes after cutting. These large, heavy pipes (dimensions: 389 mm x 5700 mm x 36 mm; weight: 1,200 kg) are produced using the centrifugal casting method. Following manufacturing, the pipes undergo several post-processing operations, including washing, grinding, cutting, and chamfering. Traditionally, circumferential chamfering has been performed manually by workers using grinders. In this study, we conceptualized an automatic circumferential chamfering device specifically designed to chamfer the corners of large centrifugal cast pipes. A structural analysis was conducted to ensure the design's safety, yielding a safety factor greater than two. Based on these design outcomes, we manufactured the chamfering device and conducted characteristic experiments on a large centrifugal cast pipe. The results confirmed that the cylindrical chamfering device can safely and effectively chamfer the inner and outer diameters of large centrifugal cast pipes.
-
KEYWORDS: Circular chamfering device, Centrifugal cast pipe, Centrifugal casting, Forward/backward transport device
-
KEYWORDS: 원주 모따기장치, 원심주조파이프, 원심주조, 전후이송장치
1. 서론
발전소에서 석탄재를 적재장소까지 멀리 보내기 위해서는 대형 원심주조 파이프(크기: 389 mm × 5700 mm × 36 mm, 무게: 1,200 kg)를 길게 연결한 후 강한 공기압으로 이송시킨다. 이 대형 파이프는 주로 원심주조법으로 제작하고, 이것은 회전하는 금형에 쇳물을 주입하여 파이프를 제작한다. 이 원심주조 파이프를 제작한 후에는 파이프의 외부 표면에 도포되어 있는 도형제 세척, 파이프 외부원주 표면 그라인딩, 길이 절단, 절단면 원주 모따기 등의 원심주조 파이프 후처리를 실시해야 한다. 4가지 후처리 작업은 현재 모두 작업자가 수동으로 처리하고 있고, 이것들은 매우 어려운 작업으로 작업자를 채용하기 어려우므로 각각의 자동화장치 개발이 필요하다. 본 논문에서는 4가지 작업 중 절단면 원주 모따기장치를 설계하고자 하며, 관련된 연구는 다음과 같다.
Asakawa [
1]는 산업용 로봇을 사용하여 자유곡면에 뚫린 구멍의 자동 모따기를 CAD 데이터 기반으로 수행하였고, 이것은 로봇팔에 전기모터로 구성된 모따기 도구를 장착하였으며, 실험결과, 구멍 가장자리를 따라 모따기를 효과적으로 수행함을 확인하였다. Kana [
2]는 인간-로봇-협력 엣지 모따기 및 연마 작업을 수행하는 프로그램을 작성하였고, 로봇의 말단에 툴을 설치하여 직선 모따기와 원주모따기를 실시하였고, 실험결과는 정확하게 모따기가 이루어 짐을 확인하였다. Lee [
3]는 유리 모서리를 모따기하는 방법을 연구하였고, 모따기 후 평면을 광학 현미경, 공초점 LSM 및 복굴절 측정 시스템을 사용하여 평가했으며, 평가결과는 절단 모서리가 200 μm의 두께로 균일하게 가공됨을 확인하였다. Amersdorfer [
4]는 센서 기반 기하학적 접근 방식으로 곡선 자유형 표면을 추적하기 위한 로봇 프로그램을 개발하였고, 로봇 도구와 공작물 사이의 희소 거리 측정을 통해 표면에 대한 원하는 거리와 방향을 유지할 수 있도록 하였으며, 실험결과 곡선 표면을 정확하게 추적하여 연마 함을 확인하였다.
Solanes [
5]는 연마, 버 제거 등과 같은 표면 처리 작업을 인간과 로봇이 협업할 수 있도록 협력 솔루션을 개발하였고, 이것은 매니퓰레이터 말단과 도구에 부착된 두 개의 힘 센서로 구성되어 있다. 그중 하나는 표면 처리 작업을 수행하는 데 사용되고, 다른 하나는 작업자가 로봇 도구를 안내하는 데 사용되며, 실험결과 우수하게 동작됨을 확인하였다. Tian [
6]은 로봇 자동 곡면 연마의 품질을 향상시키기 위하여 연마 과정에서 일정한 연마 압력을 보장하기 위한 연마 플랫폼을 구축하고 연마 공정을 연구했으며, 실험결과 일정한 압력으로 연마됨을 확인하였다. Gaz [
7]는 복잡한 기하학적 형태를 가진 부품의 연마를 위해 로봇 손목에 F/T 센서를 장착하였고, 이것으로 로봇 관절 토크를 온라인으로 추정할 수 있었으며, 실험결과 복잡한 형상의 표면을 연마할 수 있었다. Yin [
8]은 부품의 측면 모따기를 위해 새로운 연마 가능한 텍스처인 ‘V’자 모양 텍스처(VST)를 제시하였고, 스테인리스 스틸 소재의 모따기 실험을 실시한 결과, 절단 표면거칠기는 매우 작았고 공구 마모가 적었다.
Fang [
9]은 모따기 도구와 연마된 도구를 사용한 기계 가공의 유사점과 차이점을 비교하였고, 모따기 도구를 사용한 기계 가공을 위한 새로운 칩 형성 슬립라인 모델을 제안하였으며, 예측한 결과와 실험 결과 사이에 좋은 일치를 보였다. Choudhury [
10]는 금속 절단에서 모따기 도구의 적용에 대해 연구하였고, 이것은 중간 탄소 저합금강의 연속적으로 회전하는 동안 모따기 도구의 성능에 초점을 맞추었으며, 시멘트 카바이드 모따기 고체 도구를 사용하는 조건에서 절삭력, 도구 수명 및 칩 형성에 대한 성능이 조사하였다. 실험결과, 연속 회전에서 모따기 폭이 증가함에 따라 주 절단력과 공급력이 모두 증가하였고, 칩 두께는 모따기 폭이 증가함에 따라 감소하는 것으로 나타났다.
지금까지 연구한 모따기 방법으로는 대형 원심주조 파이프의 절단 후 원주 안쪽과 바깥쪽 모서리 모따기를 수행할 수 없으므로 새로운 구조의 원주 모따기장치의 개발 연구가 필요하다.
본 논문에서는 대형 원심주조 파이프(크기: 389 mm × 5700mm × 36 mm, 무게: 1,200 kg)의 후처리 공정 중 원주 모따기장치를 설계 및 제작하였다. 원주 모따기장치를 새롭게 개념설계하였고, 솔리드웍스 소프트웨어를 이용하여 구조해석을 실시하였으며, 설계결과를 토대로 제작하였다. 제작한 원주 모따기장치를 이용하여 대형 원심주조 파이프의 안쪽과 바깥쪽의 모서리 원주 모따기하는 실험을 실시하였다.
2. 원주 모따기장치의 설계
원주 모따기장치는 대형 원심주조 파이프의 안쪽과 바깥쪽의 모서리를 모따기할 수 있는 구조로 고안되어야 하고, 모따기시 파이프의 미소한 편심회전에 파괴되지 않도록 설계되어야 한다.
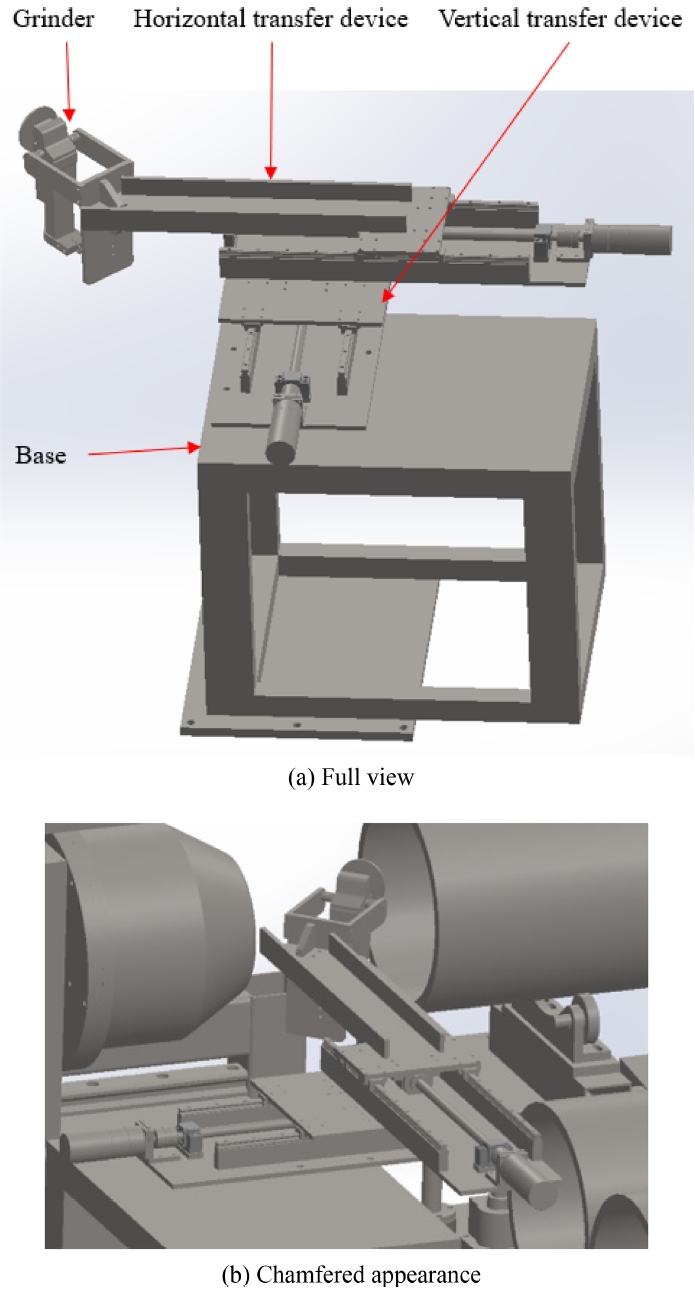
Figs. 1은 원주 모따기장치의 구조를 나타내고 있고,
1(a) 원주 모따기장치의 전체 모습,
2(b)는 모따기 모습이며, 이것은 파이프를 절단한 후, 원주의 바깥 모서리와 안 모서리를 모따기 하는데 사용된다. 원주 모따기장치는 베이스(Base), 그라인더(Grinder), 전후이송장치(Forward and Backward Transfer Device), 좌우이송장치(Left and Right Transfer Device) 등으로 구성된다. 베이스는 이것의 하부판이 자동화장치의 몸체와 고정되고, 이것의 상부에 전후이송장치와 고정된다. 좌우이송장치는 그라인더를 고정하고, 그라인더를 파이프의 중심축과 직각 방향으로 좌우로 이동시키며, 이것의 하부는 전후이송장치에 고정되어 있다. 사용된 모터의 모델은 FBL-FB02AMK이고, 토크는 42 Nm이다. 기어박스의 모델은 HSS0601A-M3110103C14이고, 감속비는 60 : 1이다.
원주 모따기장치를 안전하게 설계하기 위해서는 구조해석을 통해 설계되어야 하고, 본 논문에서는 솔리드웍스를 이용하여 수행하였다. 원주 모따기장치 부품들의 재질은 SS41로 선택하였다. 구조해석시 모든 부품을 중력방향으로 자중을 가했고, 구조해석시 필요한 재질의 특성은 탄성계수가 2.1 × 1011 N/m2, 포아송비가 0.28, 전단계수가 27.9 × 1010 N/m2, 질량밀도가 7,800 ks/m3, 인장강도가 410 MPa, 항복강도가 275 MPa이다.
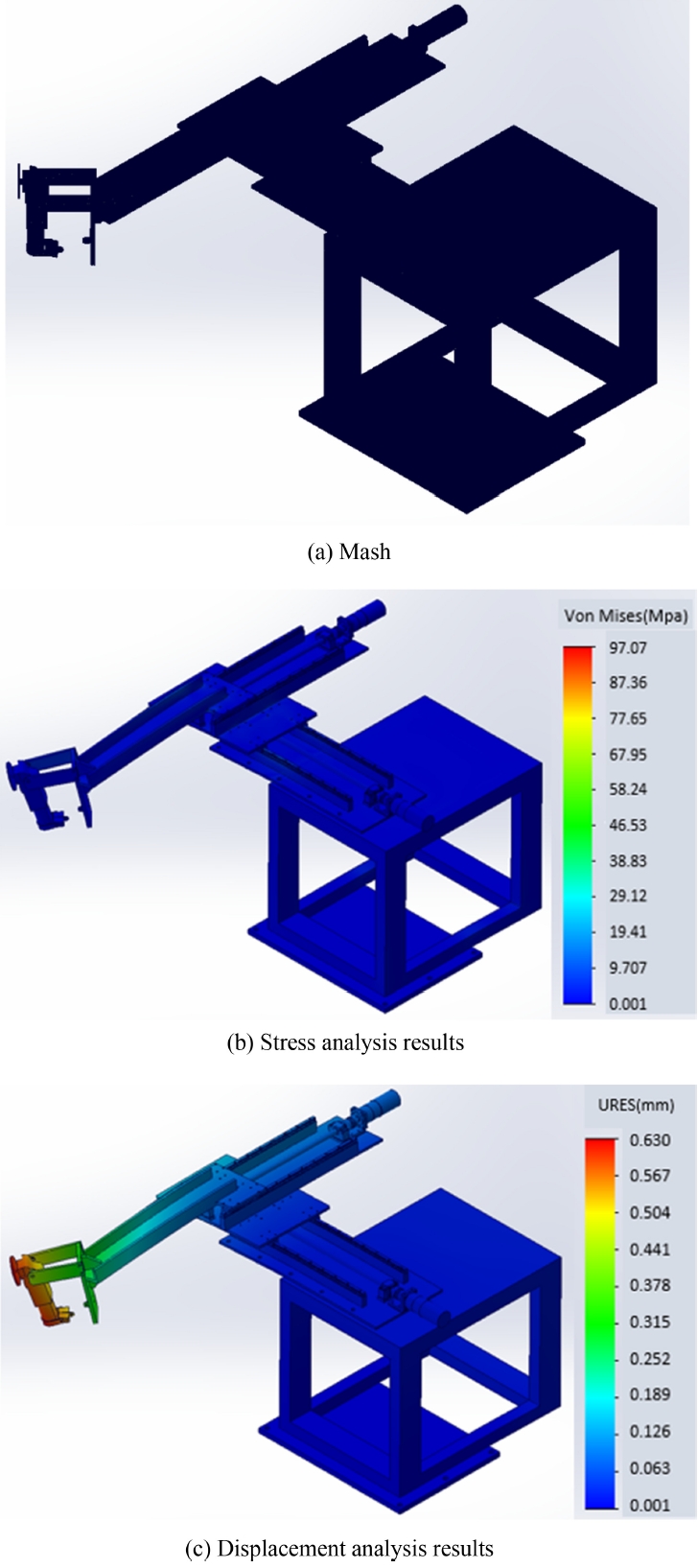
Figs. 2는 원주 모따기장치의 구조해석 결과를 나타내고 있고,
2(a)는 원주 모따기장치의 메쉬한 모습을 나타내고 있고, 메쉬크기는 최소 0.2 mm, 최대 4 mm로 하였고, 메쉬갯수는 7,367,347로 나누었다. 그리고 메쉬 유형은 개체메쉬, 야코비안 포인트는 16개 점으로 선택하였다.
Fig. 2(b)는 원주 모따기장치의 응력해석 결과를 나타내고 있고, 최대응력은 97.1 MPa이었으며, 안전율은 부품제질의 항복강도를 기준으로 계산한 결과 2.11이었다.
Fig. 2(c)는 원주 모따기장치의 변위해석 결과를 나타내고 있고, 최대변위는 0.63 mm이었다.
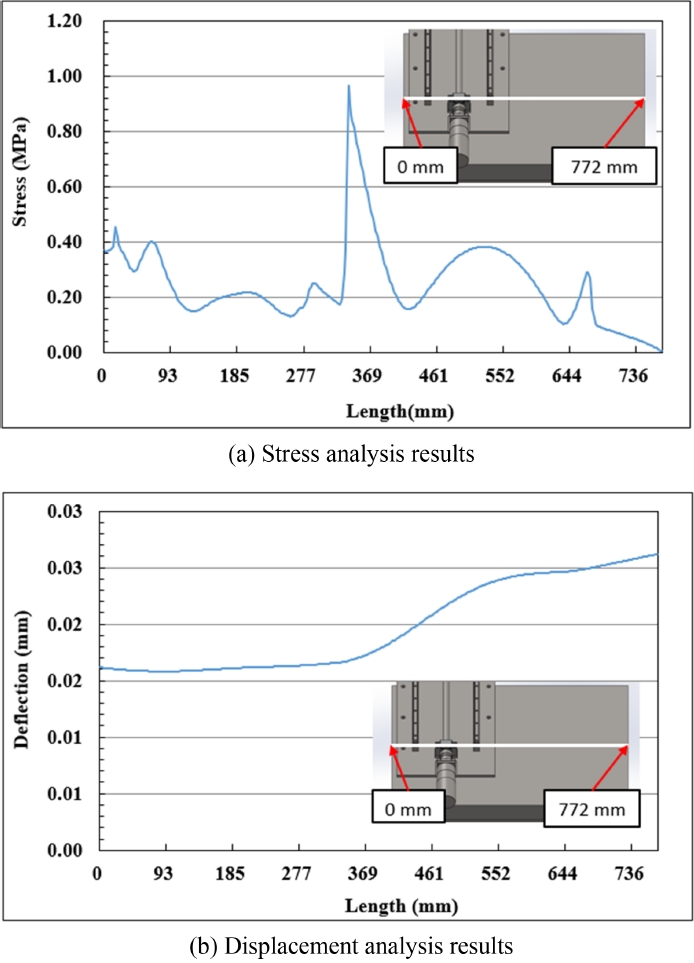
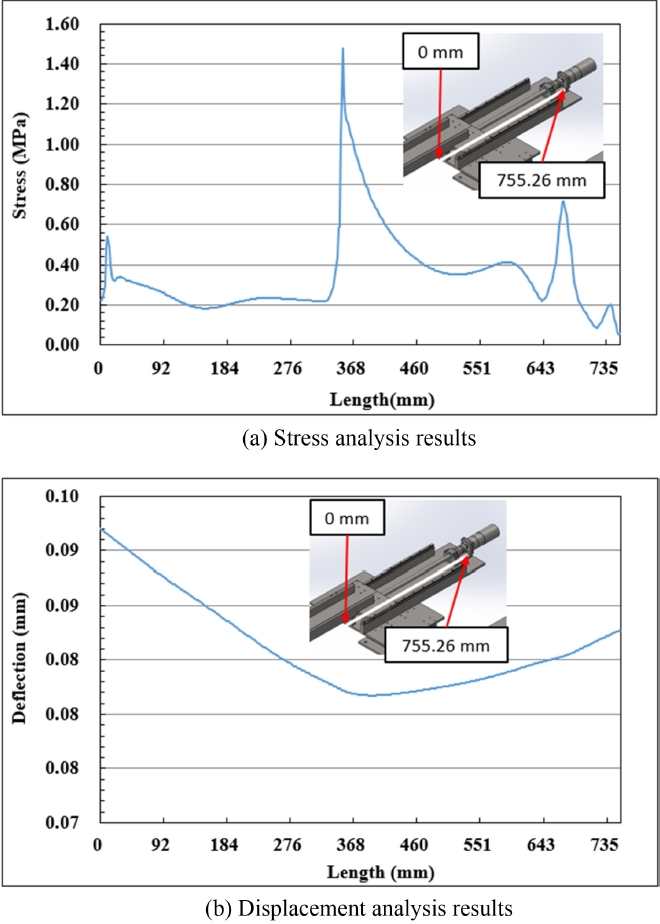
Figs. 3은 파이프 후처리를 위한 기계장치의 원주 모따기장치 베이스 구조해석 결과를 나타내고 있고,
3(a)는 응력해석 결과를 나타내고 있고, 베이스의 338 mm 부근에서 최대 상당응력이 0.964 MPa이었으며, 이것은 전후이송장치의 고정판의 모서리가 누르고 있기 때문이다.
Fig. 3(b)는 변위해석한 결과를 나타내고 있고, 최대 변위는 722 mm 지점에서 0.26 mm이었으며, 이것은 원주 모따기장치의 하부판이 일부만 존재하기 때문, 즉 몸체의 우측부분이 공중에 떠있기 때문이다.
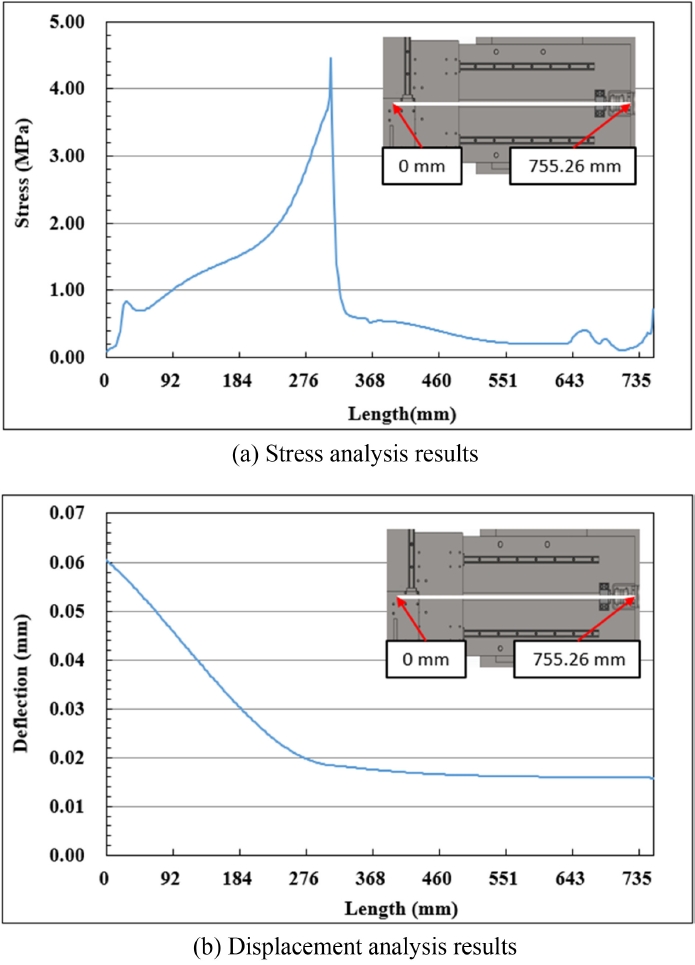
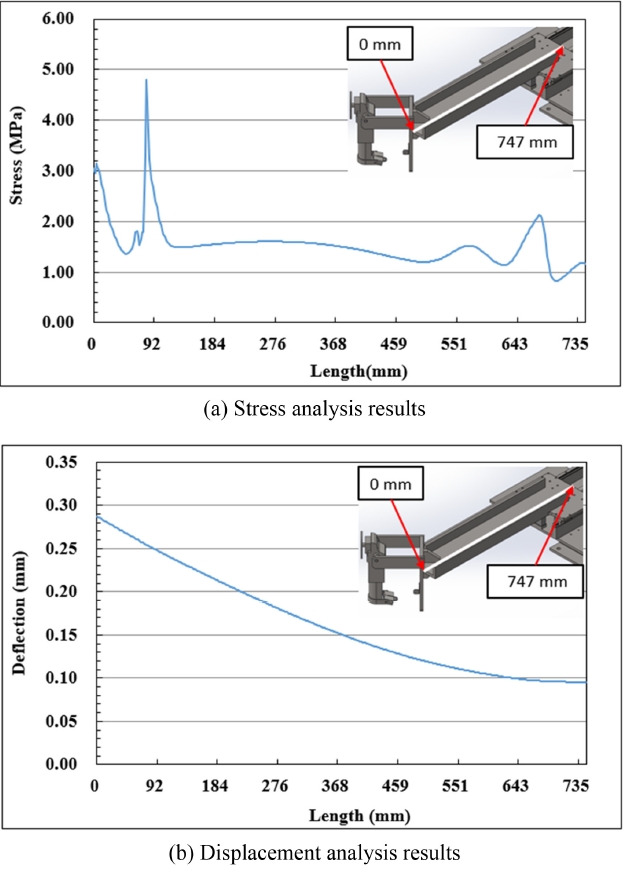
Figs. 4는 파이프 후처리를 위한 기계장치의 원주 모따기장치 전후이송장치 고정판 구조해석 결과를 나타내고 있고,
4(a)는 응력해석 결과를 나타내고 있고, 고정판의 309 mm 부근에서 최대 상당응력이 4.47 MPa이었으며, 이것은 전후이송장치 고정판과 베이스가 접촉하는 부분이다.
Fig. 4(b)는 변위해석한 결과를 나타내고 있고, 최대 변위는 0 mm 지점에서 0.06 mm이었으며, 이것은 좌우이송장치와 그라인더 등의 무게 때문이다.
Figs. 5는 파이프 후처리를 위한 기계장치의 원주 모따기장치 좌우이송장치의 고정판 구조해석 결과를 나타내고 있고,
5(a)는 응력해석 결과를 나타내고 있고, 고정판의 351 mm 부근에서 최대 상당응력이 1.48 MPa이었으며, 이것은 전후이송장치의 고정판의 모서리와 접촉되는 부분에 하중이 집중되기 때문이다. 5(b)는 변위해석한 결과를 나타내고 있고, 최대 변위는 0 mm지점에서 0.10 mm이었으며, 이것은 그라인더 등의 무게가 집중되기 때문이다.
Figs. 6은 파이프 후처리를 위한 기계장치의 원주 모따기장치 그라인더 지지대 구조해석 결과를 나타내고 있고,
6(a)는 그라인더 지지대의 응력해석 결과를 나타내고 있고, 지지대의 79 mm 부근에서 최대 상당응력이 4.79 MPa이었으며, 이것은 그라인더 등의 무게가 집중되기 때문이다.
Fig. 6(b)는 변위해석한 결과를 나타내고 있고, 최대 변위는 1,542 mm 지점에서 0.29 mm이었으며, 이것은 그라인더 등의 무게가 집중되기 때문이다. 따라서 파이프 후처리를 위한 기계장치의 원주 모따기장치를 응력해석 결과, 안전율은 2.83배이었고, 최대변위가 0.63 mm이었다. 파이프 후처리를 위한 기계장치의 원주 모따기장치 그라인더가 대형 원심주조 파이프를 원주모따기하는데 문제가 없을 것으로 판단된다.
3. 원주 모따기장치의 제작 및 실험
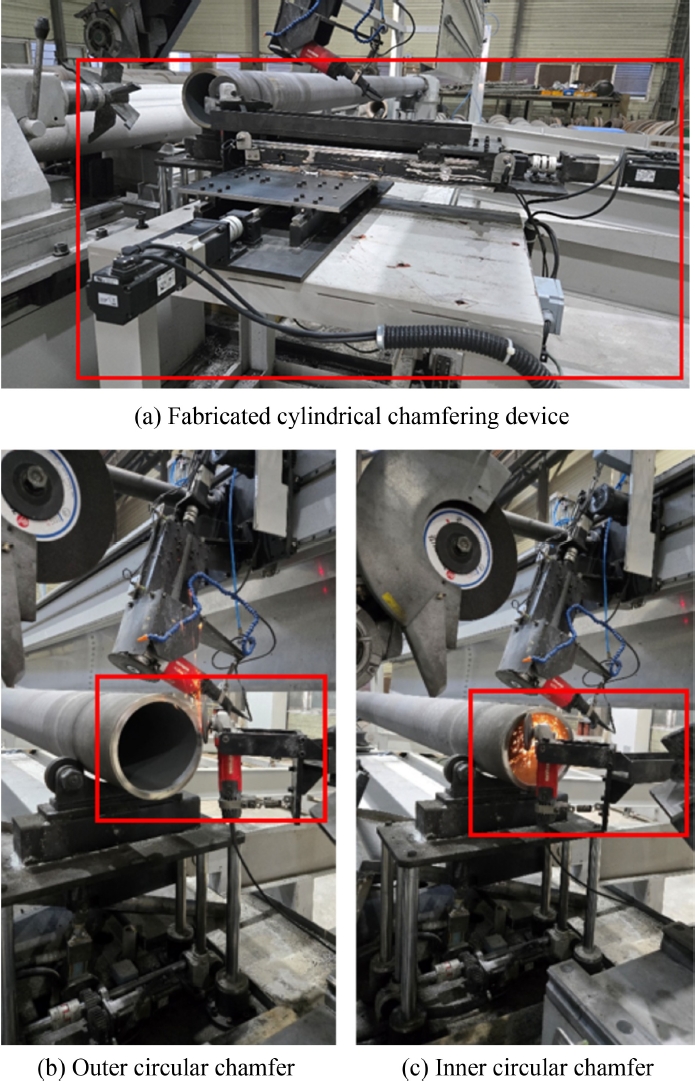
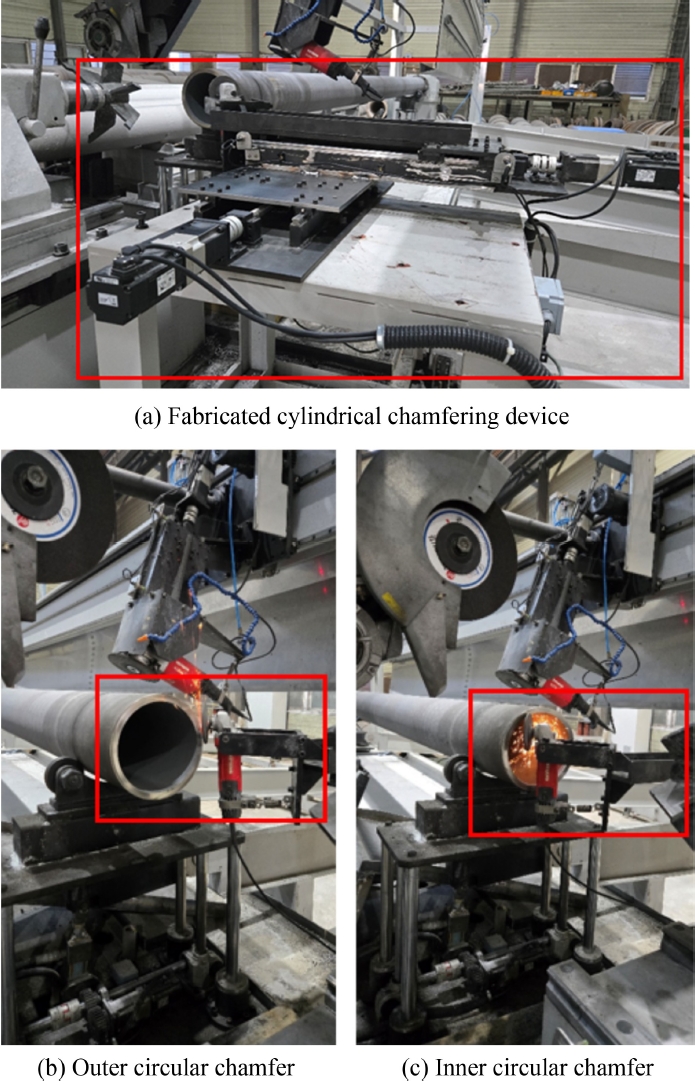
Figs. 7은 제작된 원주 모따기장치 및 실험결과를 나타내고 있고,
7(a)는 제작된 원주 모따기장치(사각박스 내 그림)이며, 이것은 개념설계한 모습과 일치한다. 즉, 원주 모따기장치의 몸체, 좌우이송장치, 전후이송장치, 그라인더 등으로 구성되었다. 제작된 원주 모따기장치의 좌우이송장치와 전후이송장치의 특성실험을 50회 이상실시하였고, 그 결과 안전하게 동작됨을 확인하였다. 이 장치의 이동거리를 측정한 결과는 약 300 mm이었다. 이 거리는 대형 원심주조 파이프(크기: 389 mm × 5700 mm × 36 mm)를 모따기하기 위해 그라인더를 원주모서리에 접촉시키는데 충분하다.
그라인더 회전특성실험을 30분간 실시하였다. 특성실험 결과, 모든 특성실험에서 안전하게 동작됨을 확인하였다.
Figs. 3(b)와
3(c)는 각각 대형 원심주조 파이프의 바깥쪽과 안쪽 원주 모서리를 모따기 특성실험 결과이고, 특성실험시 그라인더 회전속도는 500 rpm, 파이프의 회전속도는 10 rpm이며, 특성실험 결과, 제작된 원주 모따기장치가 안전하게 정상대로 동작되었고, 정확하게 모따기가 수행됨을 확인하였다.
4. 결론
본 논문에서는 대형 원심주조 파이프의 절단 후 버를 제거하기 위한 원주 모따기장치를 설계 및 제작하였다. 원주 모따기장치를 새롭게 개념설계하였고, 이것을 구조해석한 결과 안전율이 2.83 이상, 처짐이 0.63 mm 이내로 안전하게 설계되었다. 설계를 토대로 원주 모따기장치를 제작하였고, 제작된 원주 모따기장치의 특성실험을 실시하였다. 기초 동작 특성실험한 결과, 좌우이송장치, 전후이송장치, 그라인더 등이 정상적으로 동작됨을 확인하였고, 대형 원심주조 파이프의 모따기 특성실한 결과 안전하게 모따기됨을 확인하였다. 따라서 본연구에서 제작한 원주 모따기장치는 대형 파이프의 내외측의 원주 모따기를 수행하는 데 사용될 수 있을 것으로 판단되고, 이로 인해 주조산업의 인력난해소, 생산성향상 등이 기대된다.
추후 연구는 제작된 원주 모따기장치와 기 제작된 도형제 세척 장치, 파이프 외부원주 표면 그라인딩장치, 길이 절단장치를 종합한 원심주조 후처리장치의 전체 자동화연구를 실시하는 것이다.
Fig. 1Structure of the circular chamfering device
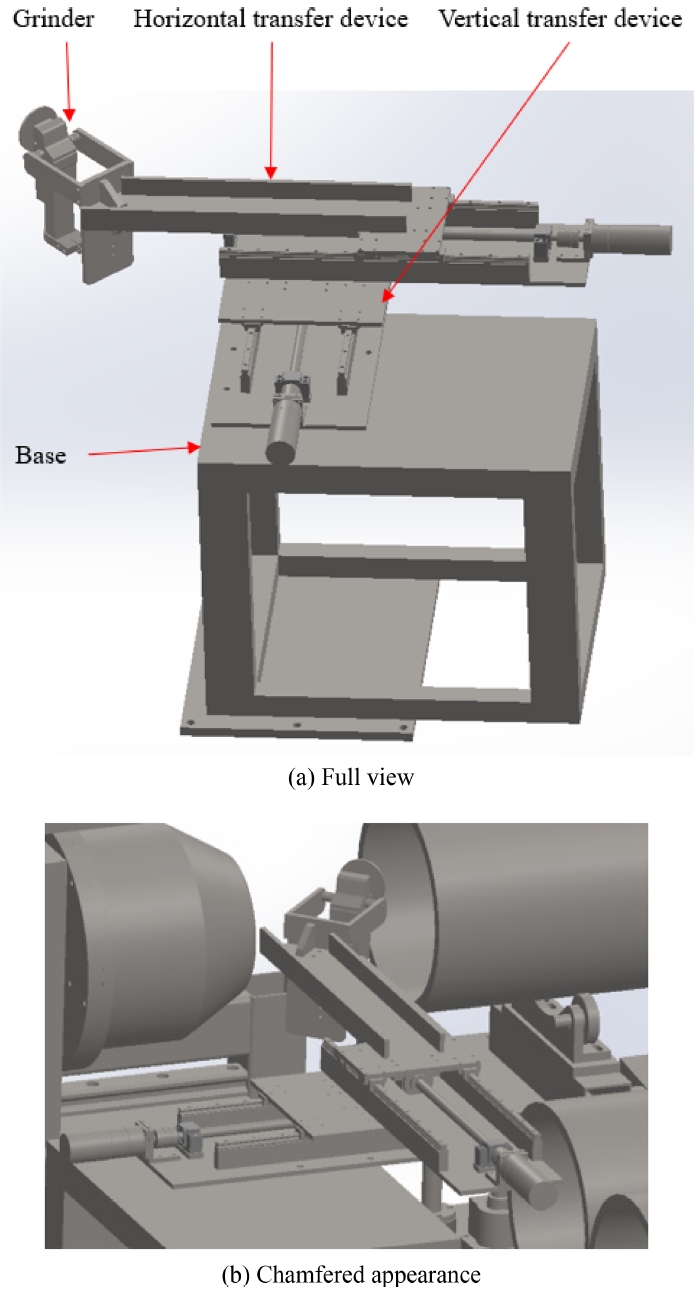
Fig. 2Structural analysis results of the circular chamfering device
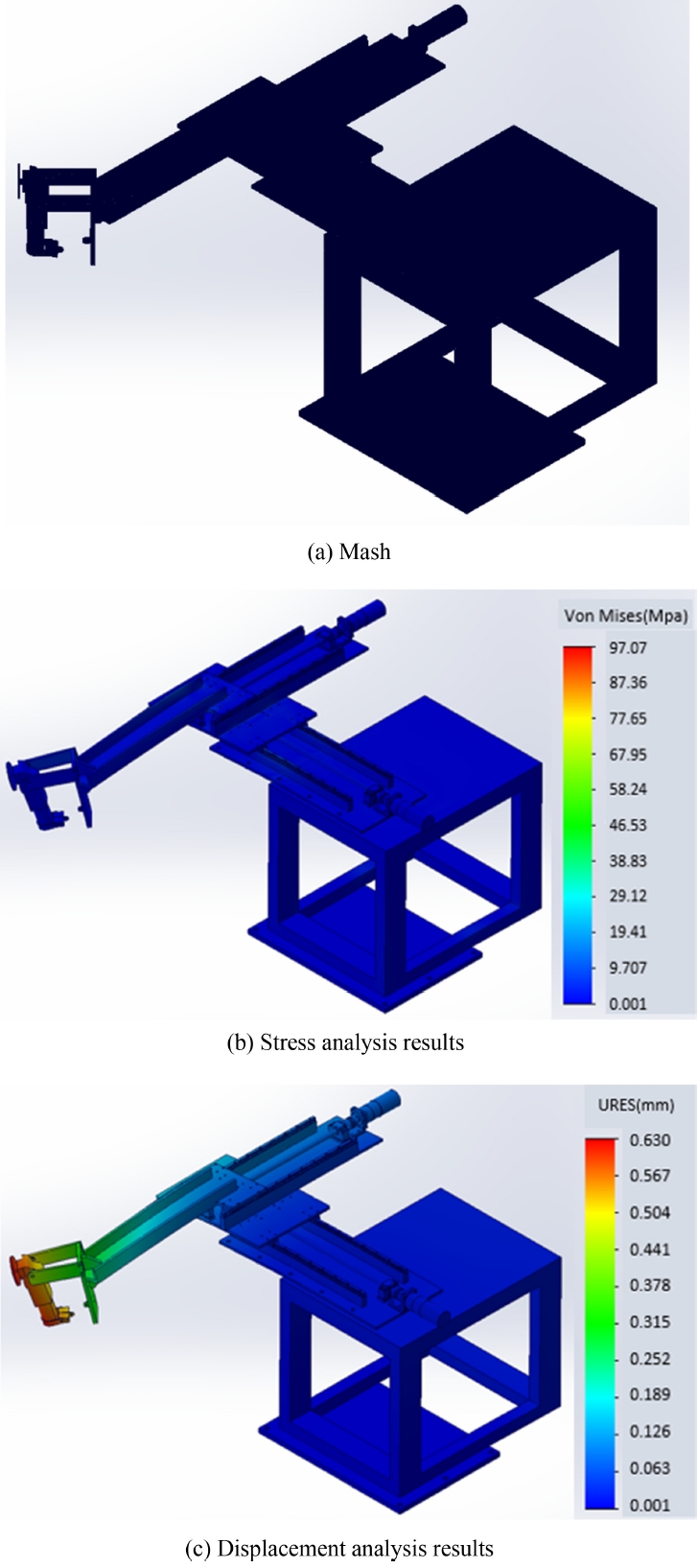
Fig. 3Results of structural analysis of the base of the cylindrical chamfering device of the mechanical device for pipe postprocessing
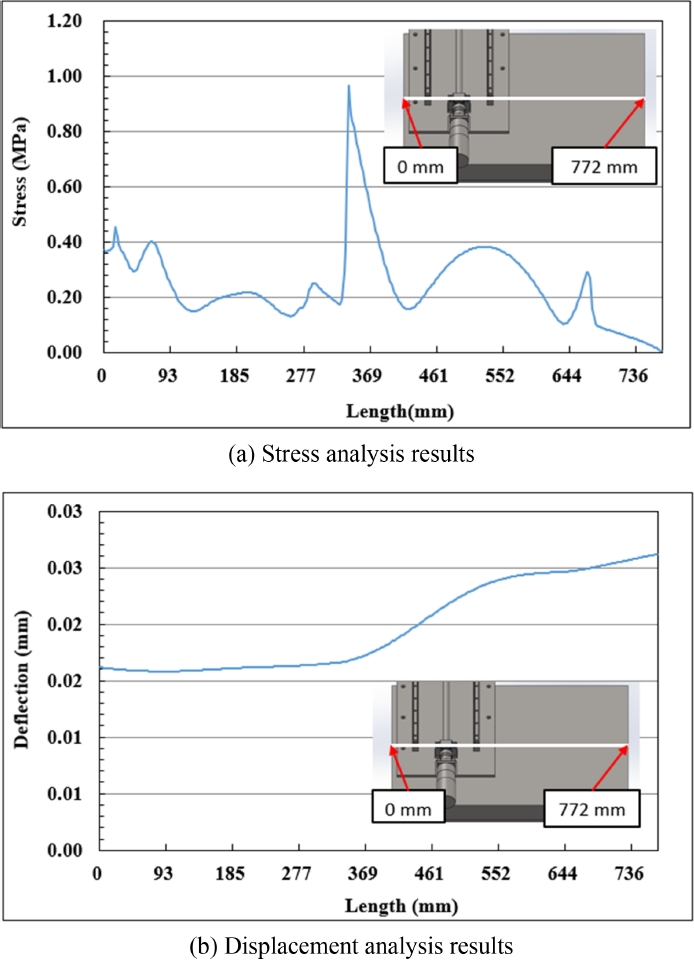
Fig. 4Results of structural analysis of the fixed plate of the forward and backward transfer device of the machine device for pipe post-processing
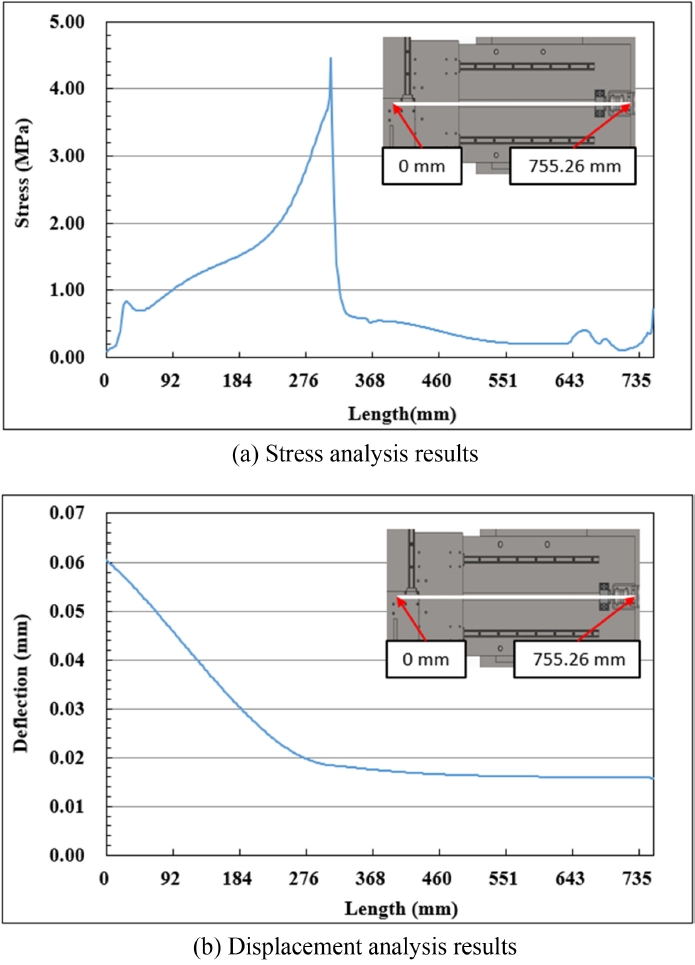
Fig. 5Results of structural analysis of the fixed plate of the left and right transport device of the machine device for pipe postprocessing
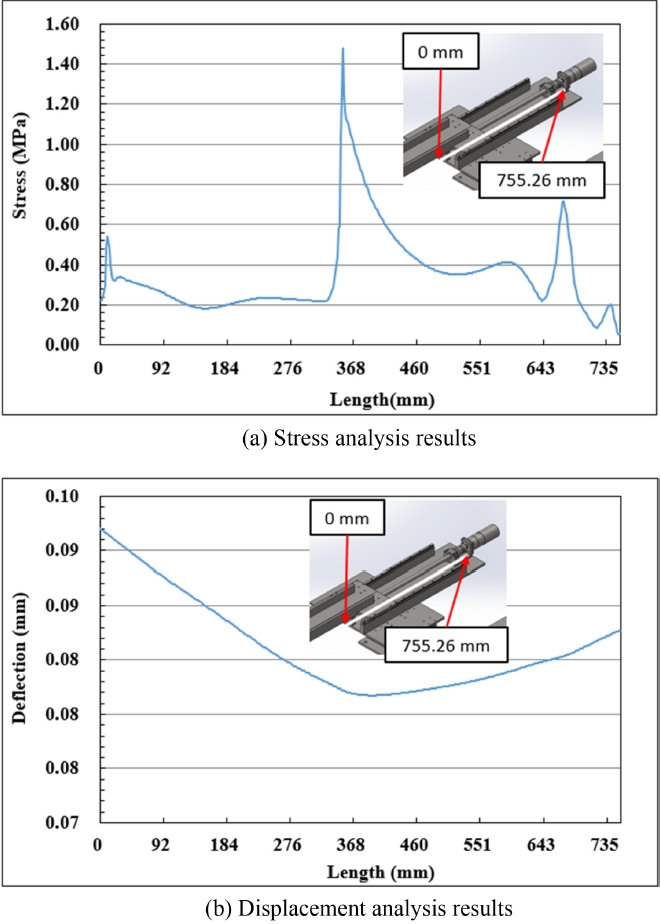
Fig. 6Results of structural analysis of the grinder support for the circumferential chamfering device of the mechanical device for pipe post-processing
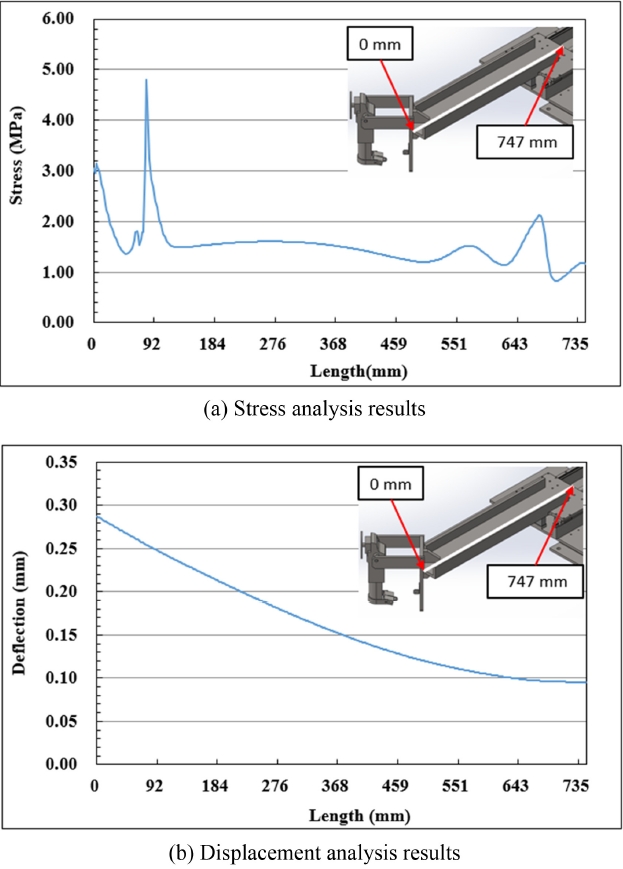
Fig. 7Fabricated cylindrical chamfering device and experimental results
REFERENCES
- 1. Asakawa, N., Toda, K., Takeuchi, Y., (2000), Automation of chamfering by an industrial robot; for the case of hole on a free curved surface, IFAC Proceedings Volumes, 33(17), 1215-1220.
- 2. Kana, S., Lakshminarayanan, S., Mohan, D. M., Campolo, D., (2021), Impedance controlled human–robot collaborative tooling for edge chamfering and polishing applications, Robotics and Computer-Integrated Manufacturing, 72, 102199.
- 3. Lee, H., Kim, S., (2014), Advanced chamfering technology for edge strengthening, Journal of the American Ceramic Society, 97(8), 2364-2367.
- 4. Amersdorfer, M., Kappey, J., Meurer, T., (2020), Real-time freeform surface and path tracking for force controlled robotic tooling applications, Robotics and Computer-Integrated Manufacturing, 65, 101955.
- 5. Solanes, J. E., Gracia, L., Munoz-Benavent, P., Miro, J. V., Girbés, V., Tornero, J., (2018), Human-robot cooperation for robust surface treatment using non-conventional sliding mode control, ISA Transactions, 80, 528-541.
- 6. Tian, F., Li, Z., Lv, C., Liu, G., (2016), Polishing pressure investigations of robot automatic polishing on curved surfaces, The International Journal of Advanced Manufacturing Technology, 87(1), 639-646.
- 7. Gaz, C., Magrini, E., De Luca, A., (2018), A model-based residual approach for human-robot collaboration during manual polishing operations, Mechatronics, 55, 234-247.
- 8. Yin, S., Ji, W., He, G., Liu, X., Wang, L., (2018), Experimental evaluation on texture of flank face on tool wear in chamfer milling of stainless steel, The International Journal of Advanced Manufacturing Technology, 99(9), 2929-2937.
- 9. Fang, N., Wu, Q., (2005), The effects of chamfered and honed tool edge geometry in machining of three aluminum alloys, International Journal of Machine Tools and Manufacture, 45(10), 1178-1187.
- 10. Choudhury, I., See, N., Zukhairi, M., (2005), Machining with chamfered tools, Journal of Materials Processing Technology, 170(1-2), 115-120.
Biography
- Kyu-Jo Lee
Ph.D. candidate in the Department of Mechanical Convergence Engineering, Hankook University. His research interest is Centrifugal casting system.
- Gab Soon Kim
Professor in the Department of Control & Robot Engineering, Gyeongsnag National University. His research interest is Walking aid robot and Intelligent robot.