ABSTRACT
The future mobility industry is increasingly utilizing advanced tools for cutting and machining lightweight parts to enhance the fuel efficiency of automotive engines. Machining companies are turning to polycrystalline diamond (PCD) tools to boost productivity in the production of these lightweight components. PCD tools provide exceptional machining performance and a long service life, making them ideal for high-mix, low-volume production, which often involves customized requirements for various materials. To further improve efficiency, this study explores the application of metal 3D printing technology in the manufacturing of PCD tools. This technology allows for the creation of PCD tools with superior cutting performance and wear resistance, tailored for high-speed machining of lightweight materials, including complex shapes. Thus, research into this area is essential. In this study, we manufactured boring tools by brazing PCD tips onto three different laminated structures created using Fused Deposition Modeling (FDM), a method within metal 3D printing technologies. We then evaluated the fabricated boring tools through comparative machining experiments against existing sintered PCD boring tools. The results indicated that the 3D-printed solid tools demonstrated no significant differences in machining accuracy or surface quality compared to the conventional tools.
-
KEYWORDS: Metal 3D printing, Lightweight part, Polycrystalline diamond, Fused Deposition modeling, Boring tool
-
KEYWORDS: 금속 3D 프린팅, 경량화 부품, 다결정 다이아몬드, 융착 적층 모델링, 보링 공구
1. 서론
금속(Metal) 기반 3D 프린팅(혹은 적층 제조(Additive Manufacturing)) 기술은 CAD (Computer-aided Design)을 사용하여 재료를 층층이 쌓아 3차원 입체 물체를 구성하는 것으로써[
1-
3], 이 기술을 통해 자동차, 항공, 국방, 의료, 자동화, 및 정밀 금속 부품 산업 전반에 걸쳐 제조 산업을 위한 혁신적인 기술로 주목받고 있다[
3-
5]. 금속 적층 제조의 방식 중 융착 적층 모델링(Fused Deposition Modeling, FDM) 혹은 용융 적층 조형(Fused Filament Fabrication, FFF)은 노즐 부분에서 금속 파우더와 바인더가 혼합된 막대 형태의 금속 재료를 열에 녹여 압출하여 한 층씩 원하는 형태로 제작하는 방식이다. 이 때 필요한 부분에 녹인 물질을 밀어내어 굳히면서 아래에서부터 연속적으로 적층하며 압출한다[
3-
6]. FDM 적층 방식의 장점은 전담 작업자 및 분말 관리 시스템이 필요 없고, 최소한의 개인 보호 장비(Personal Protective Equipment)만 있으면 된다. 또한, 고비용의 레이저를 사용하는 분말 베드 융해(Powder Bed Deposition, PBF) 적층 방식 대비 생산성이 우수하고 고탄소 철강 및 난주조성, 난용접성 소재 적용이 가능하다. 사용되는 대표적인 금속 재료로는 스테인레스 강(17-4 PH, 316L), 공구 강(H13, A2, D2), 니켈합금(IN625), 구리 등이 있다[
7].
제작된 금속 적층 구조물은 자동차, 항공 우주, 방산, 의료, 및 다양한 산업분야에 적용이 가능하다. 여러 산업 중에서도 부품을 가공하기 위해 필요한 절삭공구는 그 쓰임과 용도가 다양하며, 복잡한 형상이 요구되거나 빠른 시일 내로 제작이 요구되는 경우가 대부분이다. 따라서, 절삭 공구 제조 분야에서 적층 제조 기술을 활용하면 기존 방식인 공구의 플루트 및 원통, 생크 가공 등을 적층 공정으로 대체할 수 있는 더 축소된 제조 단계로 형상을 생산할 수 있어 리드 타임을 단축하고 납기를 앞당기게 될 수 있다. 또한, 공구 내부를 설계하여 진동 감쇠(댐핑) 특성 개선이나 절삭유가 절삭 날의 올바른 지점에 정확하게 닿도록 유도함으로써 공구의 수명 향상이 가능하다[
8]. 이를 통해 절삭 공구 내부 구조를 여러 형상으로 적층 제조하여 비교 실험을 통해 공구의 성능 및 수명 향상에 대한 최적화 조건을 찾는 연구가 필요하다.
본 연구에서는 금속 3D 프린팅 기술의 FDM 방식을 이용한 보링 공구 바디를 내부 구조가 없는 Solid 형상 및 적층 소프트웨어를 활용한 Triangle 및 Grid 패턴으로 적층 제작하였고, 이때 절삭날 소재인 다결정 다이아몬드(Polycrystalline Diamond, PCD) Tip을 적층 공구 바디에 브레이징 접합하여 PCD 보링 공구를 제작하였다. 이후, 제작된 보링 공구를 기존 선반/밀링 방식의 보링 공구와의 비교 가공 실험을 수행하여 평가 및 분석을 실시하였다.
2. 3D 프린팅 조건 및 적층 PCD 보링 공구 제작
2.1 적층 장비 및 소재
FDM 방식의 장비는 금속 분말과 바인더가 혼합된 필라멘트를 사용하여 층층이 적층하면서 물체를 제작하는 방식이며, 3축(X, Y, Z) 방향으로 위치 조절이 되는 이송기구에 장착된 히터노즐에서 필라멘트를 용융시켜 배출시킨다. 배출되는 필라멘트는 층별로 쌓아가는 과정에서 빠르게 냉각되어 굳어져 최종 형상을 나타낸다. 사용되는 금속 분말의 필라멘트의 소재로는 공구강, 알루미늄합금, 구리, 스테인리스 강 등이 있으며, 각 소재는 특성에 따라 적합한 용도를 가진다.
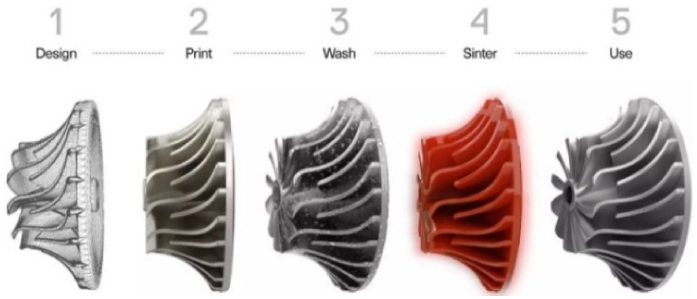
Fig. 1은 FDM 방식의 적층 제작 공정으로 제품 모델링 및 설계 도면을 토대로 3D 프린팅 장비를 통해 제품이 적층 제작된다. 이후 적층된 제품을 세척 후 소결로 장비를 통해 소결하여 적층 제품이 완성된다. 필라멘트 성분 중 바인더는 소결 공정에서 열을 받게 될 때 분해되면서 금속분말 확산에 도움을 주고 증발된다.
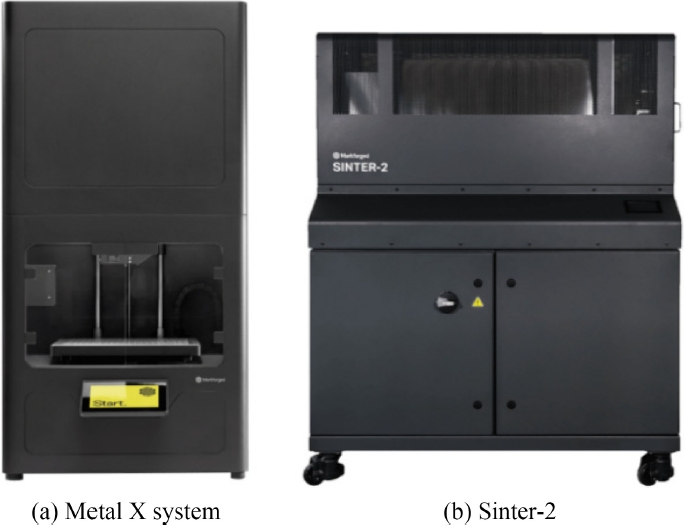
Figs. 2는 본 PCD 보링 공구 홀더 제작에 사용된 장비이며,
2(a)는 3D 프린팅 장비(Metal X System, Markforged, USA)이고,
2(b)는 적층 작업 후 소결 공정에 사용된 소결 장비(Sinter-2, Markforged, USA)를 보여준다.
본 PCD 보링 공구 바디 제작에는 H13 공구강 소재를 선정하였다.
Table 1은 Metal X System적층 장비를 이용한 H13 공구강 소재의 물리적 특성으로 소결 상태, 열처리, 단조 열처리에 따른 물리적 특성 값들을 보여준다. 이를 통해 H13 공구강은 단단하고 고온에서도 특성을 유지하며, 1,500 MPa 극한 인장 강도 및 45 HRC 경도까지 열처리 작업이 가능한 것을 알 수 있다. H13 공구강은 우수한 내마모성 및 강도를 가지지만 기존 가공 공정을 통한 제작에서는 절삭공구의 내부 유로 및 복잡한 형상 등을 제작하는 것이 힘들다. 하지만 적층 제조 기술을 활용하면 제작이 원활하며, 소재 특성 및 품질을 향상시킬 수 있다[
11].
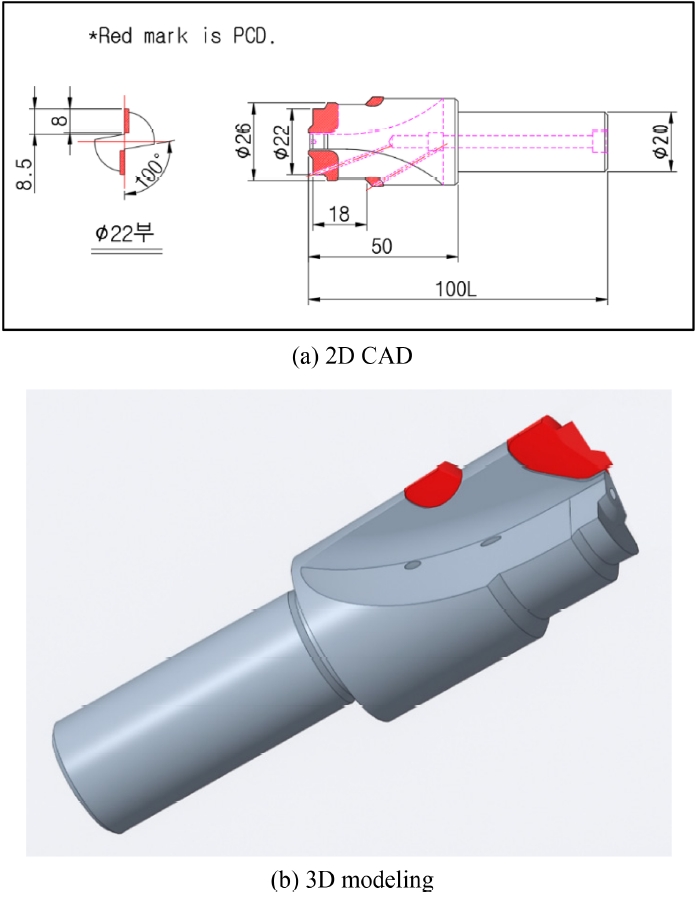
Figs. 3은 직선형 플루트 형상의 PCD 보링 공구 제작을 위한 설계 도면으로
3(a)는 2D 도면,
3(b)는 3D 모델링 도면을 각각 보여준다. 보링 공구의 절삭날은 앞쪽과 뒤쪽 각각 2개로 총 4개이고, 직경은 Ø22, Ø26가 있지만 본 가공실험에서 사용할 직경은 Ø26이다. 생크 직경은 Ø20, 전장 길이 100 mm, 절삭부 길이는 5 0 mm이고, 내부 급유 가공을 위해 공구 바디 내부에 오일 홀 설계를 하였다.
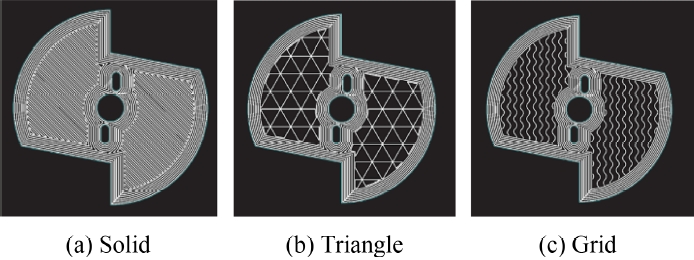
Figs. 4는 보링 공구 바디를 적층 구조 설계한 것으로
4(a)는 내부 형상 구조 없이 적층 내부를 가득 채운 Solid 형상 설계를 보여준다.
Figs. 4(b)와
4(c)는 Metal X System 적층 장비에 내재된 Eiger (Eiger Software, Markforged, USA) 소프트웨어를 통해 설계한 내부 구조로 Triangle 및 Grid 형상을 보여준다.
2.3 PCD 보링 공구 제작
기존 스틸 바디의 보링 공구 제작에서는 환봉 소재를 가지고 범용 선반 및 밀링 가공과 열처리 과정을 진행하였다. 이후 생크 연마 및 날부 샌딩 연마 작업을 통해 최종 PCD Tip 부착을 할 수 있도록 수행하였다.
3D 프린팅 보링 공구의 제작은 다음과 같이 진행하였다. 보링 공구의 도면 설계를 토대로 Metal X System 3D 프린팅 장비를 통해 Solid 공구 바디를 적층 제작하였다. 또한 적층 내부 구조가 있는 Triangle 및 Grid 보링 공구 바디는 Eiger 소프트웨어를 활용하여 설계 도면을 토대로 각각 적층 제작을 진행하였다.
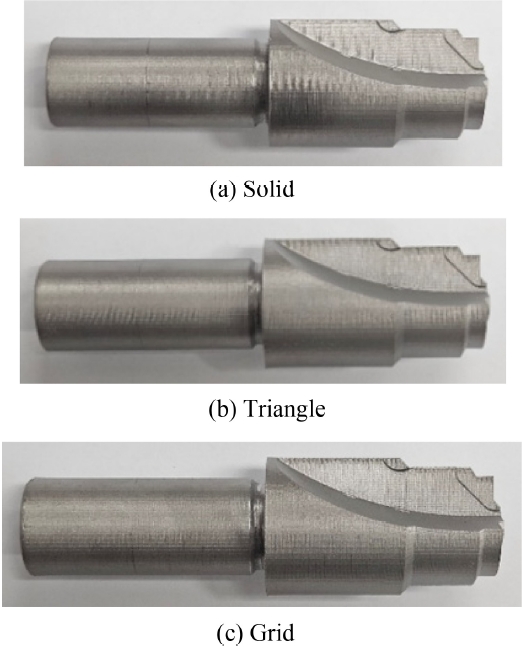
Fig. 5는 3D 프린팅으로 적층 제작된 Solid 공구 바디와 내부 형상 구조로 적층 제작된 Triangle 및 Grid 공구 바디를 보여준다. 각 내부 형상 구조에 따른 보링 공구 바디의 제조 시간은
Table 2에 나타내었다. 프린팅 공정 및 세척 시간은 Solid 구조가 오래 걸렸고, 모든 보링 공구 바디의 소결 공정은 동일하게 30시간이 걸렸다. 보링 공구 바디 적층 제조 후 PCD Tip 소재를 적층 공구 바디에 부착하여 PCD 보링 절삭공구를 완성하였다.
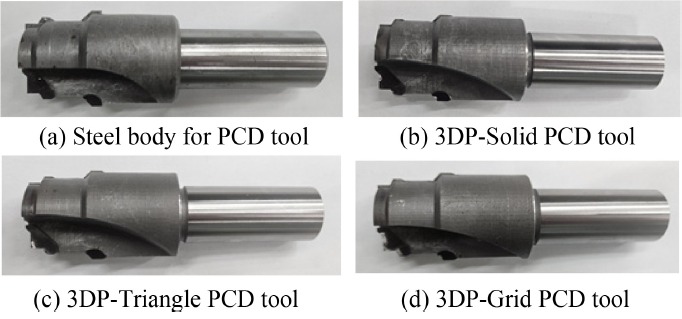
Figs. 6은 최종 제작된 PCD 보링 공구의 모습으로
6(a)는 기존 선반/밀링 방식으로 제작한 스틸 소재의 PCD 보링 공구,
6(b)는 적층 제작한 Solid 형상의 PCD 보링 공구를 보여준다. 그리고
Figs. 6(c)와
6(d)는 Eiger 소프트웨어를 통해 제작한 Triangle 및 Grid 형상의 PCD 보링 공구이다.
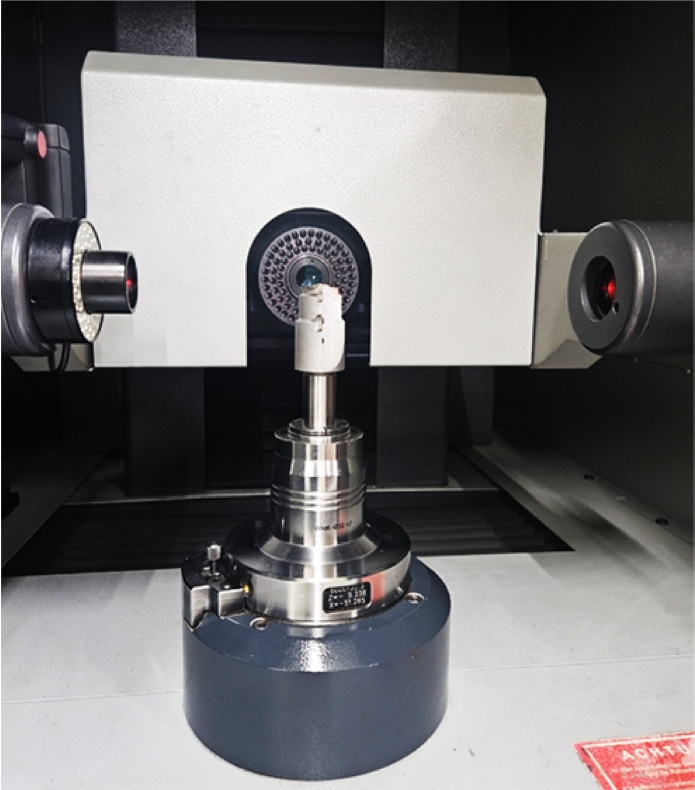
Fig. 7은 공구 측정 장비(Genius3, Zoller, German)를 통해 PCD 보링 가공의 주요 치수를 측정하여
Table 3에 나타내었다. 측정한 값은 Lip height 및 Runout 그리고 직경이며, 4가지 PCD 보링 공구에 대해 서로 차이가 나타나지 않은 것을 확인할 수 있었다. 또한 전자저울(WK-4C, CAS, Korea)을 통해 PCD 보링 공구의 무게를 측정하였다. 공구 무게는 기존 선반/밀링 방식의 Steel 공구가 높게 나타났다. 적층 공구에서는 내부 구조가 가득 찬 Solid 공구가 높게 나타났으며, 적층 내부 구조 형상에 따라 무게가 달라지는 것을 확인할 수 있었다.
3. 제작한 PCD 보링 공구의 가공 평가
3.1 PCD 보링 공구의 가공 실험 준비
제작된 적층 PCD 보링 공구의 가공 특성을 분석하기 위해 알루미늄합금 소재를 통해 비교 가공 실험을 수행하였다.
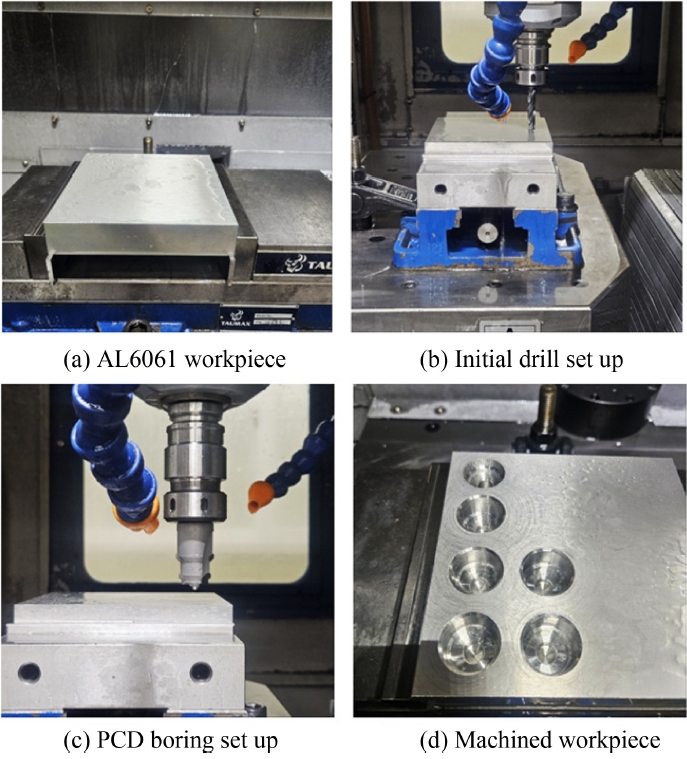
Fig. 8은 머시닝 센터(Machining Center, MCT) 장비(DST-36D, Daesung HITEC, Korea)의 실험 세팅 사진을 보여준다.
Figs. 8(a)는 가공 실험에 사용된 알루미늄합금(AL6061) 피삭재,
8(b)는 PCD 보링 공구 가공에 앞서 기초 홀 드릴 가공의 모습,
8(c)는 MCT 장비에 장착된 적층 PCD 보링 공구 가공의 모습, 그리고
8(d)는 가공된 피삭재의 모습을 나타낸다. 절삭유 가공방식은 실험에 사용된 PCD 보링 공구 모두 오일 홀이 있어 내부 급유 가공을 실시하였다.
Table 4는 실험을 진행한 가공조건을 나타낸 것으로 절삭 속도 100 m/min에 대하여 1회전당 이송량으로 가공 조건을 하여 총 3가지의 동일한 가공조건과 동일한 피삭재로 진행하였다.
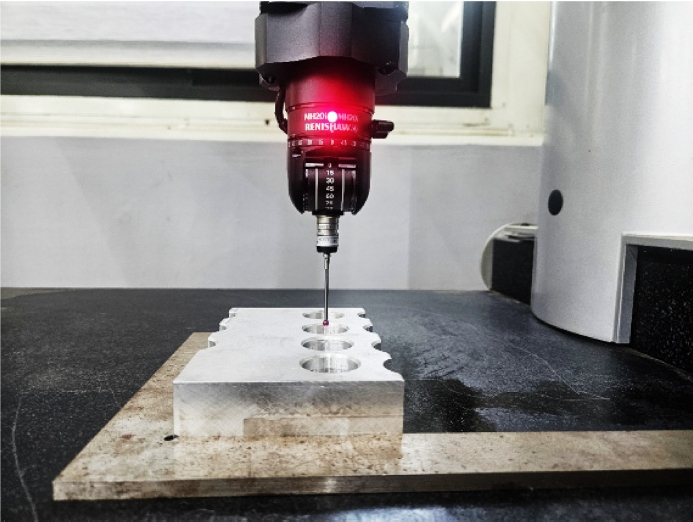
각 공구별 가공 정밀도를 분석하기 위해 가공 내경 치수에 대한 측정이 필요하다.
Fig. 9는 PCD 보링 공구로 가공된 알루미늄 피삭재의 홀을 측정하는 사진이다. 가공 내경 치수는 한 조건당 한 홀씩 가공된 홀에 3차원 측정 장비(Axiom too CMM, Aberlink, UK)를 통해 측정되었다.
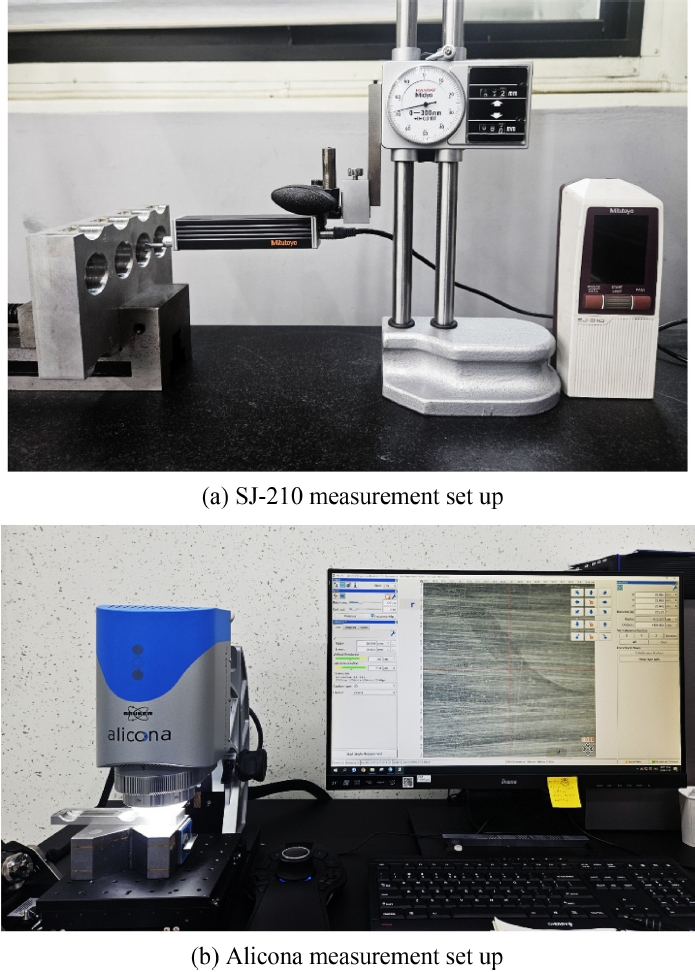
또한, 가공 품질에 대하여 분석하기 위해
Fig. 10과 같이 가공된 표면 거칠기를 측정하였다.
Figs. 10(a)는 조도 측정기(SJ-210, Mitutoyo, Japan)를 사용하여 표면 거칠기 값을 측정한 사진이고,
10(b)는 3D 표면 형상 측정기(3D Surface Measurement System, Alicona, Austria)를 통해 표면 형상을 측정한 사진이다. 표면 거칠기는 3가지 조건별로 측정하여 Ra값으로 측정되었다.
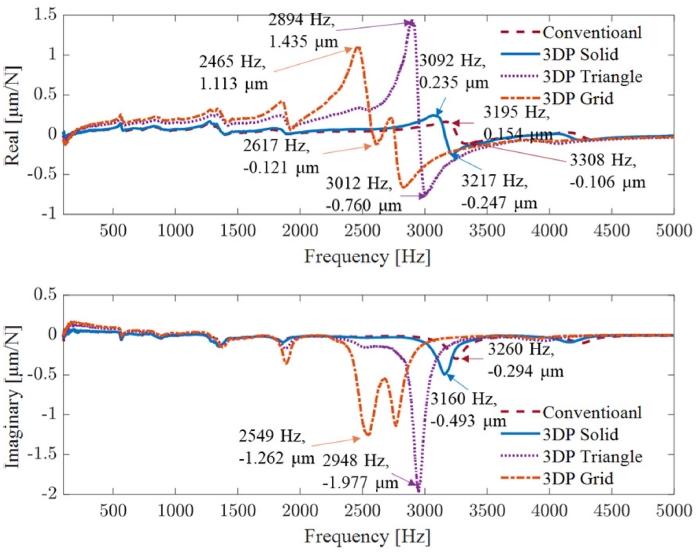
각 방식으로 제작한 보링 공구를 공작기계에 장착한 뒤 주파수 응답 함수(Frequency Response Function, FRF) 시험을 수행하였다. X 방향에서의 동적 응답(실수부, 허수부)은
Fig. 11에 제시하였다. 상단 그래프는 실수부, 하단 그래프는 허수부이다. 기존 Steel 공구와 비교하면, Triangle 및 Grid 내부 격자를 적용한 적층 공구는 동특성 측면에서 현저히 취약하다. 기존 공구의 주요 모드 주파수는 3,195와 3,308 Hz이며, 이에 대응하는 실수 리셉턴스는 각각 0.154와 -0.106 μm이다. 반면, 적층 Triangle과 Grid 공구의 주요 모드 주파수는 각각 2894/3012와 2465/2617 Hz이며, 실수 리셉턴스는 Triangle이 1.435와 -0.760 μm, Grid가 1.113과 -0.121 μm이다. 즉, 기존 공구 대비 내부 격자 적용 적층 공구는 공구 모드 주파수가 약 9-23% 낮아졌고, 실수부양의 리셉턴스는 약 7-9배 증가하였다. 이는 공구의 등가 강성이 감소하여 안정 절삭 한계가 낮아지고, 상대적으로 낮은 회전수·작은 절삭력 조건에서도 채터(Chatter) 등 불안정 진동이 발생할 수 있음을 시사한다.
이에 비해 적층 Solid 공구의 주요 모드 주파수는 3,092와 3,217 Hz, 실수 리셉턴스는 각각 0.235와 -0.247 μm로 나타났다. 기존 공구와 비교하면 모드 주파수는 약 3% 낮고, 실수부 양의 리셉턴스는 약 1.5배 높다. 결과적으로 적층 Solid 공구의 동적 특성은 기존 공구 대비 다소 취약해졌으나, 이러한 특성이 실제 보링 절삭 성능에 미치는 영향의 정도는 절삭 실험을 통해 검증하였다.
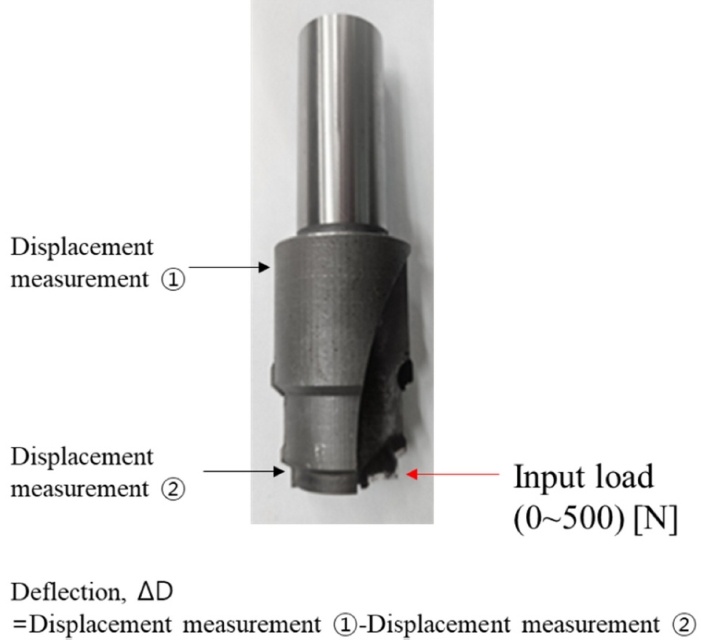
각 제작 방식별 보링 공구의 정강성을 비교하기 위해, 공구를 공작기계에 장착한 상태에서
Fig. 12와 같이 하중을 가하여 처짐(Deflection)을 측정하였다. 공구 상단과 하단에 변위 센서를 부착하여 변위를 측정하였으며, 두 측정값의 차이를 이용해 처짐을 계산하였다.
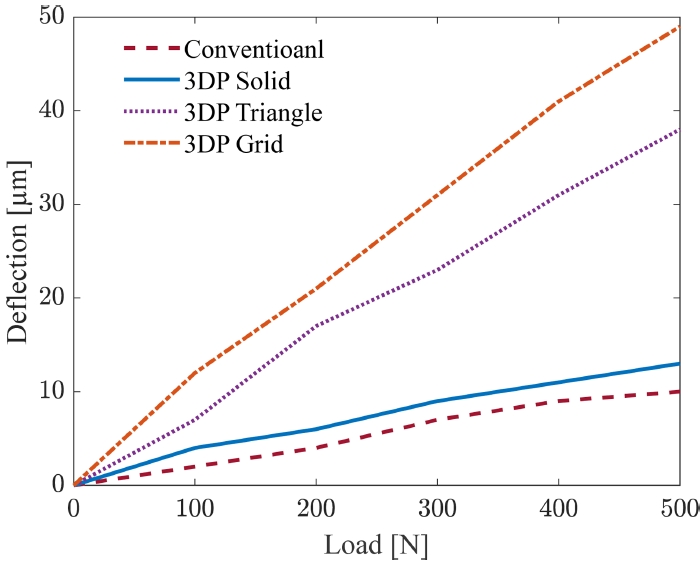
처짐 시험 결과는
Fig. 13에 제시하였다. 기존 Steel 공구는 100 N 하중에서 약 2 μm, 5 00 N 하중에서 최대 10 μm의 처짐을 보였다. 적층 Solid 공구는 100 N 하중에서 약 4 μm, 5 00 N 하중에서 최대 13 μm 처짐을 나타내어, 동일 하중 조건에서 약 30% 큰 처짐을 보였다. 이는 절삭력에 의해 공구가 더 크게 변형되어 절삭품질에 영향을 줄 가능성을 시사한다. 다만, 보링 공정에서는 절삭력이 상대적으로 낮기 때문에 이러한 강성저하가 실제 성능에 미치는 영향은 절삭시험을 통해 확인하였다.
적층 Triangle 및 Grid 구조 공구는 5 00 N 하중에서 각각 38과 49 μm의 처짐을 기록하였다. 이는 FRF 시험 결과와 일관되게, 두 구조 모두 정강성 측면에서 매우 취약함을 확인하였다.
3.5 PCD 보링 가공의 내경 치수 분석
PCD 공구는 다른 소재 공구에 비해 경도 및 내마모성이 뛰어나 알루미늄 소재 가공에서 오랜 시간 동안 가공이 가능하며, 내부 표면 및 치수 정밀도가 우수하다[
12,
13]. 이를 통해 내부 형상 구조별 각각의 보링 공구에 대한 가공 내경 치수를 분석할 필요가 있다. 따라서, 총 3개의 가공조건에서 가공된 홀의 내경 치수를 측정하여 나온 결과 값들에 대해 그래프를 나타내었다.
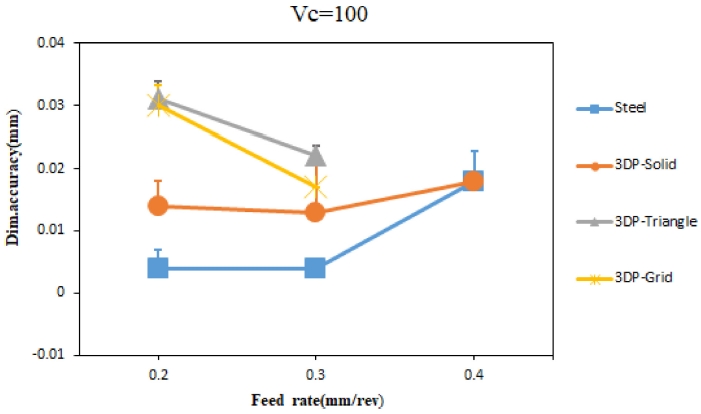
Fig. 14는 각 PCD 보링의 날 직경 대비 가공 내경 치수의 오차 값에 대한 그래프이다. 각 가공 조건의 홀당 3개 깊이(소재 표면을 기준으로 3.5, 7, 10.5 mm의 깊이)에서 내경을 측정하여 각 공구의 직경 대비 내경 치수의 오차 값과 표준 오차 막대를 그래프에 나타내었다. 본 실험에서 통상 도면의 치수 공차를 참고하여 각 공구의 직경 대비 가공 치수 오차는 0-0.02 mm를 기준으로 삼았다. Eiger 소프트웨어로 적층 제조한 Triangle 및 Grid 구조의 보링 공구는 1회전당 이송량 0.4 mm/rev에서 부하가 다른 공구에 비해 5 %이상 높게 나타나 가공을 멈춰 결과 값을 측정하지 못했다. 가공 내경 치수의 오차 값을 전체 평균으로 나타낸 결과, Steel 공구는 0.008 mm, Solid 공구는 0.015 mm로 기준 오차 값에 들어왔다. 반면, Triangle 공구는 0.026 mm, Grid 공구는 0.023 mm로 오차 값에 들어오지 못했다. PCD 보링 공구 중 Triangle 및 Grid 형상 구조는 1회전당 이송량이 증가함에 따라 가공 내경 치수의 오차 값이 점점 감소하는 경향이 나타났다. 반면, 소결 가공으로 제작된 Steel 공구는 1회전당 이송량 0.4 mm/rev에서 증가하였고, 적층 Solid 공구는 1회전당 이송량 0.3 mm/rev에서 감소하다가 0.4 mm/rev에서 증가하는 경향이 나타났다. 기존 선반/밀링 방식의 공구가 적층 공구에 비해 가공 정밀도가 높게 나타난 것은 공구 강성으로 인한 공구의 휨이 발생될 수 있다는 연구 결과를 통해 기존 선반/밀링 방식 공구가 적층 공구보다 비교적 강성이 높아 가공 시 공구 휨이 덜 발생된 것으로 여겨진다[
14].
3.6 PCD 보링 가공의 표면 거칠기 분석
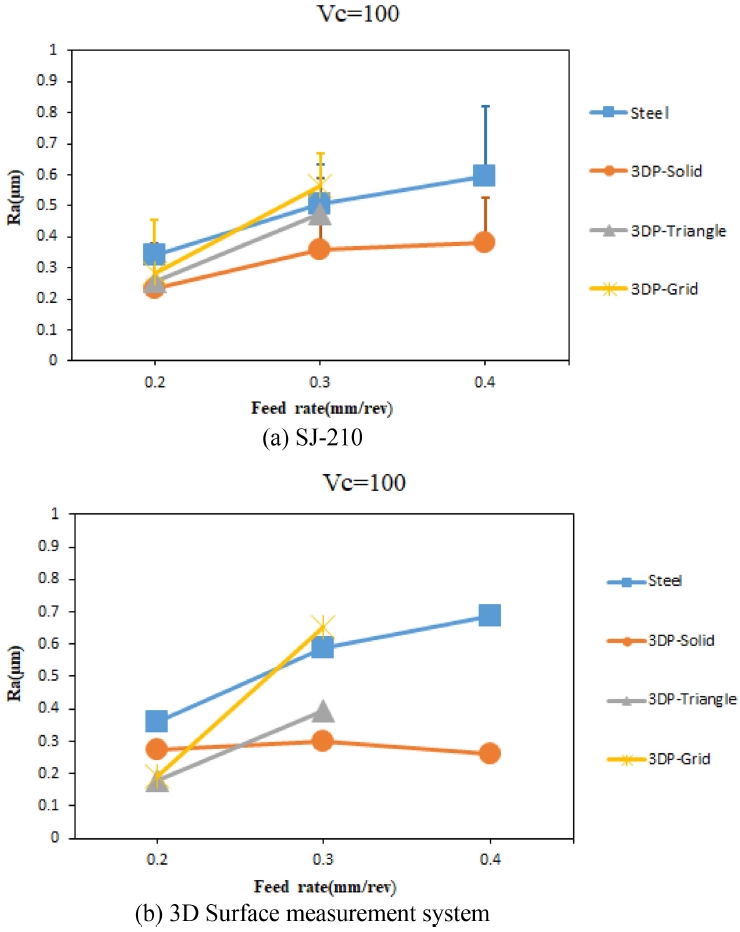
Fig. 15는 2가지 표면 조도 측정기를 통해 가공된 홀의 표면 거칠기 Ra 값에 대한 그래프이다. 각 가공 조건의 홀당 4개의 각도(홀 중심을 기준으로 0°, 90°, 180°, 270°) 지점에서 표면 거칠기를 측정하여 표면 거칠기 평균 값과 표준 오차 막대를 그래프에 나타내었다.
Figs. 15(a)는 SJ-210 조도 측정기로 측정 한 그래프,
15(b)는 3D 표면 형상 측정기로 측정한 그래프이다. 마찬가지로 Triangle 및 Grid 적층 공구는 0.4 mm/rev에서 가공 부하가 심하여 표면 거칠기 측정 값을 나타내지 못했다. 기존 선반/밀링 방식의 Steel 공구를 포함한 모든 적층 공구는 1회전당 이송량이 커질수록 표면 거칠기 값이 높게 나타나는 경향이 나타났다. 각 PCD 보링 공구의 전체 가공 표면 거칠기 값을 평균으로 나타낸 결과, Steel 공구는 0.481 μm, 적층 Solid 공구는 0.326 μm, Triangle 공구는 0.364 μm 그리고 Grid 공구는 0.423 μm로 나타났다. 그 결과 적층 Solid 공구가 표면 거칠기 값이 비교적 낮게 나타났으며, 기존 선반/밀링 방식의 Steel 공구에 비해 가공 품질이 비교적 우수함을 확인할 수 있다. 또한, 적층 구조로 생성된 공구 중 Solid 공구가 Triangle 및 Grid 공구에 비해 표면 거칠기 값이 비교적 낮게 나타난 것은 Solid 공구의 무게가 Triangle 및 Grid 공구에 비해 무겁고, 적층 내부 구조가 격자 구조보다 조밀하게 형성되어 가공 시 흔들림이 덜 발생된 것으로 추측된다[
15].
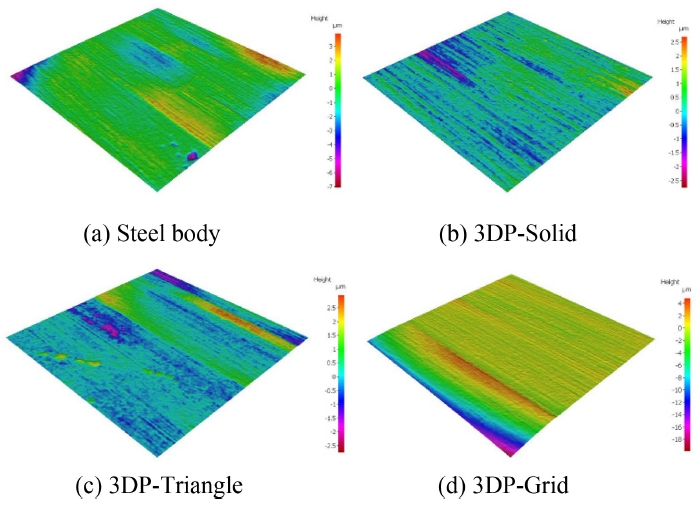
가공된 알루미늄 합금 표면에 대한 심층적인 분석을 위해
Fig. 16과 같이 1회전당 이송량이 0.3 mm/rev일 때의 3D 표면 형상을 측정하여 나타내었다.
Figs. 16(a)는 선반/밀링 방식의 Steel 보링 가공,
16(b)는 적층 Solid 보링 가공,
16(c)는 적층 Triangle 보링 가공 그리고
16(d)는 적층 Grid 보링 가공에 대한 3D 표면 형상이다. 분석 결과, 적층 제조한 모든 보링 공구가 Steel 보링 공구와 거의 유사하게 가공 표면 거칠기 값이 나타나 제작된 적층 공구의 가공성이 기존 선반/밀링 방식의 공구와 비슷하다는 것을 확인할 수 있었다.
4. 결론
본 연구에서는 금속 FDM 적층 방식을 통해 내부 격자 구조를 서로 다르게 하여 공구 바디를 제작하였고, 절삭날인 PCD 소재를 브레이징 접합하여 보링 공구를 완성하였다. 이후, 가공성을 비교하기 위해 동일한 가공 조건 및 장비를 통해 알루미늄합금 피삭재 비교 가공 실험을 실시하여 다음과 같은 결론을 얻을 수 있었다.
각 내부 형상 구조에 따라 공구 바디를 적층한 결과, 내부 격자 구조가 설계된 공구가 Solid 대비 적층 제조 시간이 짧게 나타났다. 이를 통해 추후, 가공 성능 향상에 최적화된 내부 격자의 공구 바디를 제조한다면 효율적인 공구 생산에 접근이 가능한 것을 확인하였다. 또한 PCD 소재를 브레이징 접합하여 보링 공구를 제작한 결과, H13 공구강 적층 소재에서도 PCD Tip 브레이징 접합성에 문제가 없음을 확인하였다.
제작된 PCD 보링 공구의 가공 조건에 따른 가공된 홀의 내경 치수에 대한 오차 값에서 기존 선반/밀링 방식의 공구가 적층 공구에 비해 가공 정밀도가 비교적 높게 나타났다. 이는 공구 강성으로 인해 가공 중 공구 휨이 적층 공구에 비해 덜 발생된 것으로 확인된다.
강성 특성을 바탕으로 각 공구의 가공 표면 거칠기 값을 비교한 결과, 내부 격자 구조가 형성된 Triangle 및 Grid 공구는 강성 측면에서 비교적 취약하게 나타나 표면 거칠기 값이 높게 나타난 것으로 확인된다. 하지만, Solid 공구는 기존 방식의 공구와 비교해 강성 특성에서는 저조하였지만 가공 표면 거칠기 값에서는 수치가 좋게 나타났다. 이러한 결과가 나타난 것은 가공 실험에서 MCT 장비의 진동이나 불안정, 공구와 피삭재간의 상대적인 진동, 보링 가공의 낮은 절삭력 등의 여러 요인으로 인해 강성 결과가 표면 거칠기 값에 직접적으로 영향을 끼치지 않은 것으로 보였다.
본 연구에서 적층 제조된 PCD 리머 공구는 기존 선반/밀링 방식 공구와 비교해 복잡하고 다양한 형상 제조성이 유리하면서도 가공성이 유사하다는 것을 볼 수 있었다. 아직 적층 공구의 내부 구조 형상에 대한 연구가 부족하였다. 추후, 적층 공구 바디의 내부 구조를 최적화하여 가공의 절삭력 분석 및 강성 평가에 대한 연구를 계속해서 수행할 계획이다.
FOOTNOTES
-
ACKNOWLEDGEMENT
이 연구는 2024년도 중소벤처기업부의 ‘중소기업기술혁신개발사업 시장대응형(일반)’의 지원을 받아 연구되었음(No. RS-2024-00487244).
Fig. 13D printing processing using Metal X system [9] (Adapted from Ref. 9 on the basis of OA)
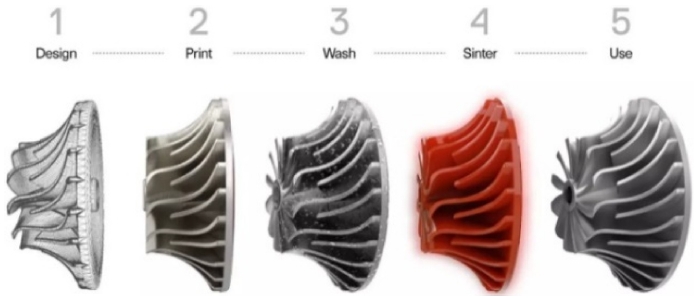
Fig. 23D printing equipment [9,10] (Adapted from Refs. 9,10 on the basis of OA)
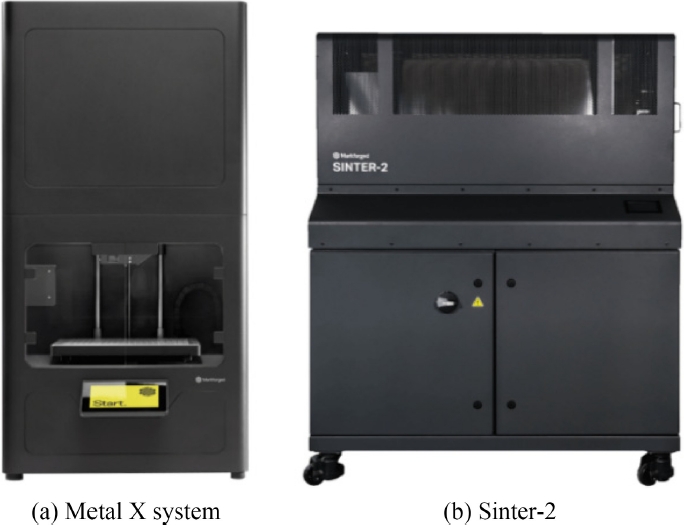
Fig. 32D and 3D design of PCD boring tool
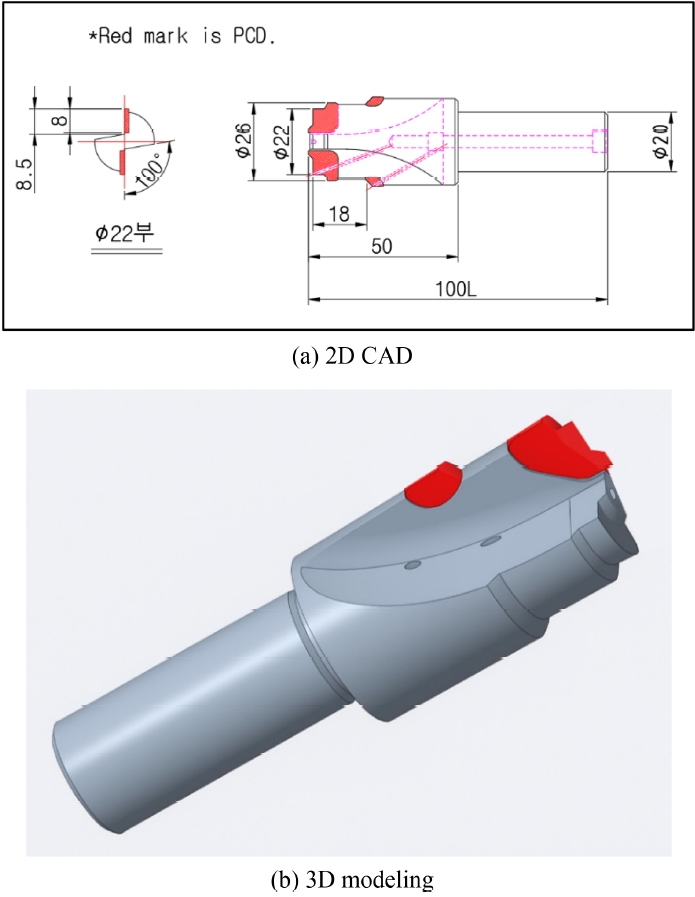
Fig. 4Design of inner lattice pattern
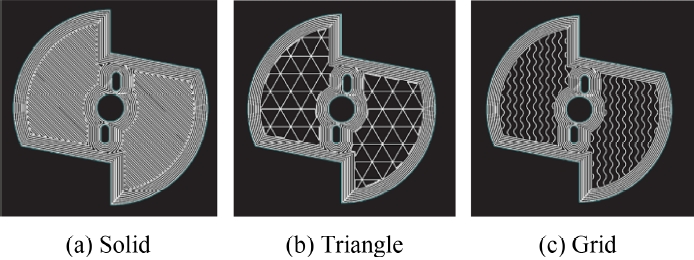
Fig. 5Tool body fabricated by Markforged’s Metal X equipment
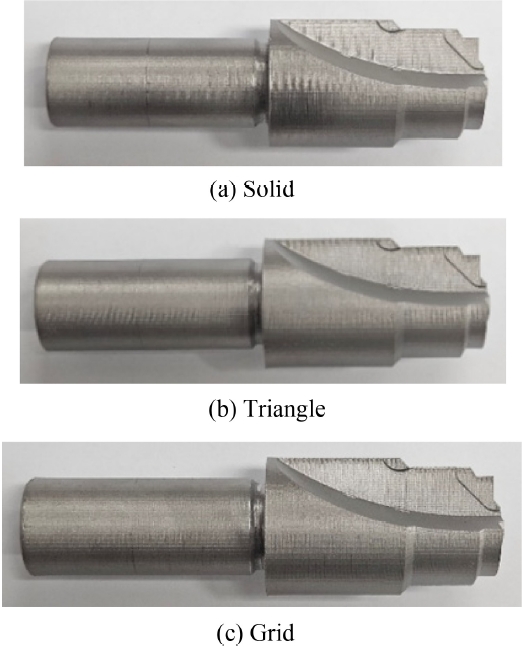
Fig. 6Photos of the fabricated PCD boring tool
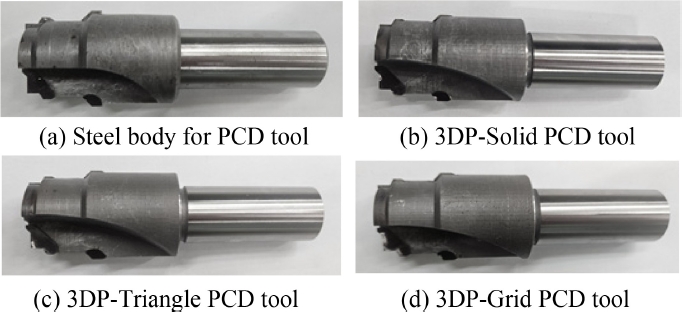
Fig. 7Dimension measurement set up
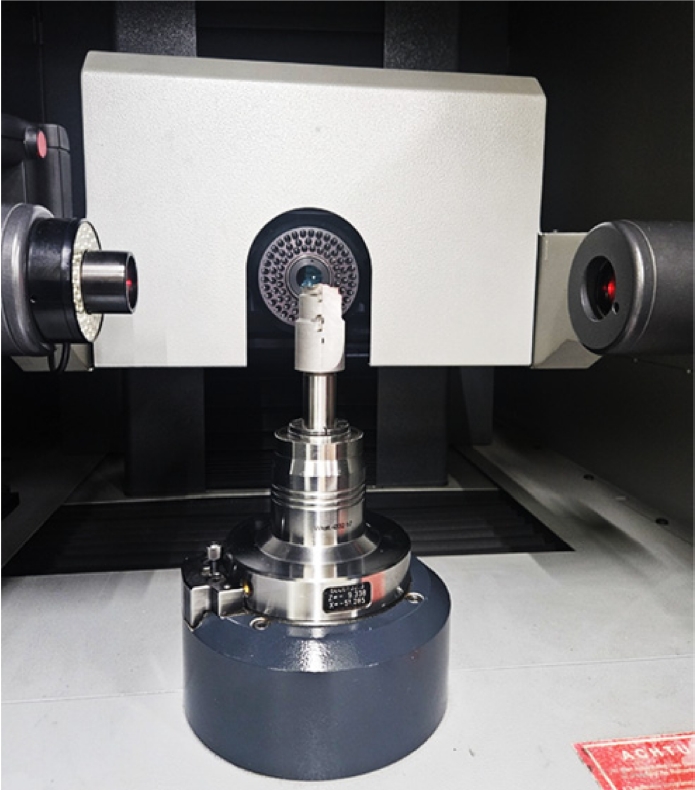
Fig. 8
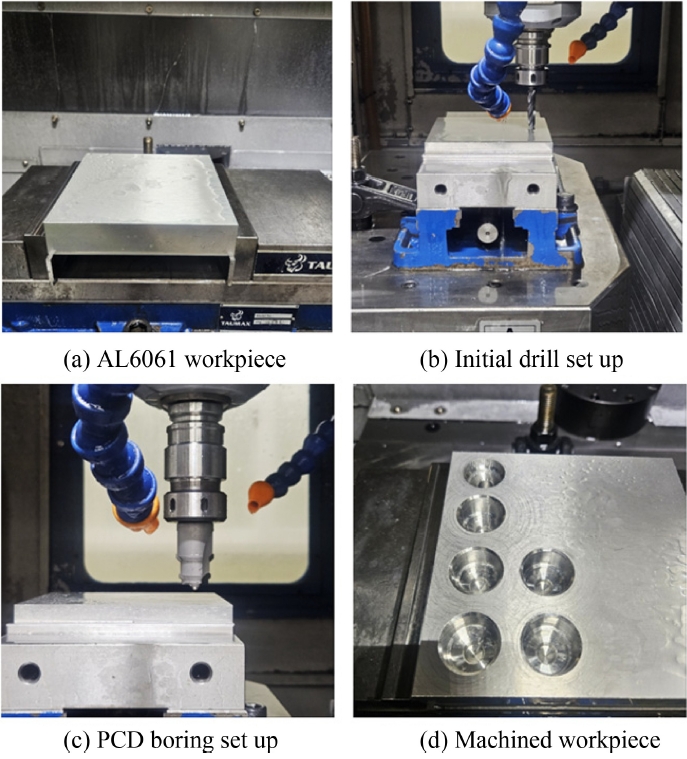
Fig. 9Inner diameter dimension set up
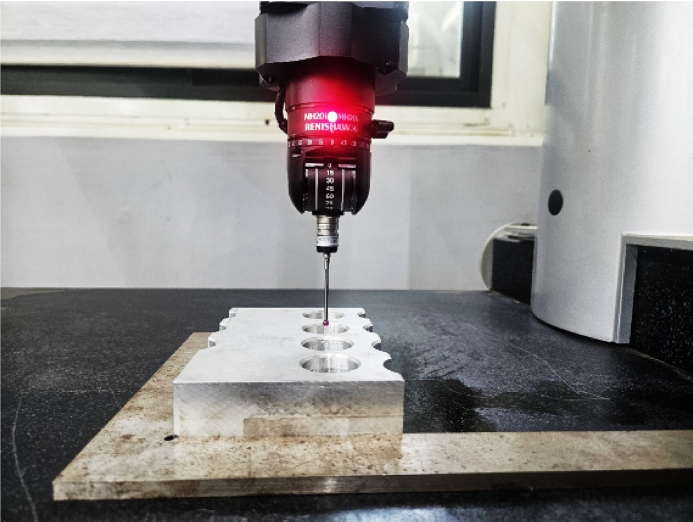
Fig. 10Surface roughness measurement set up
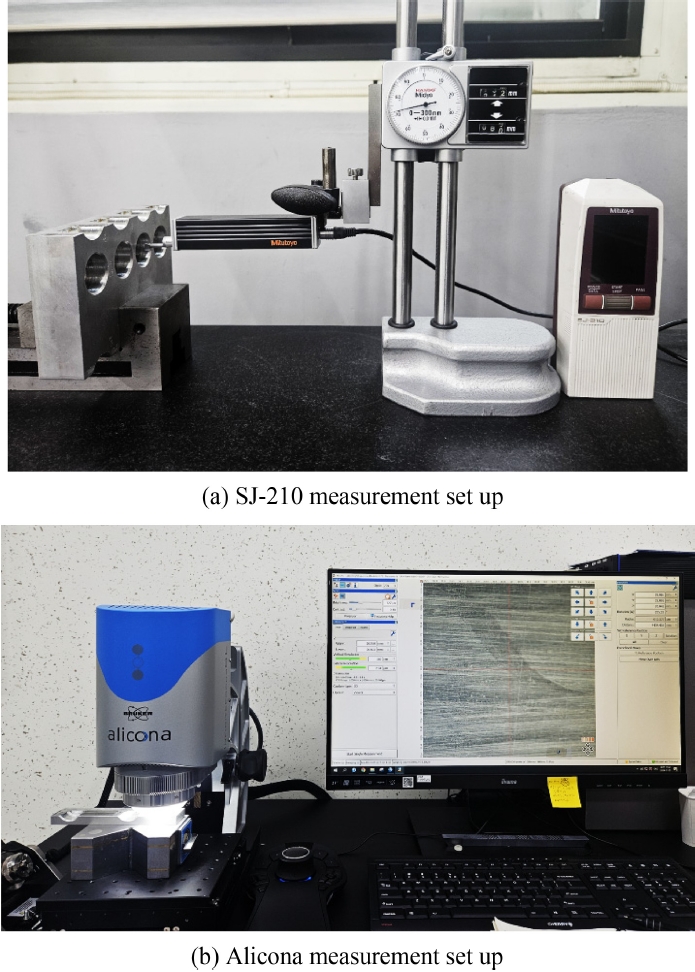
Fig. 11Measured frequency response functions (FRFs) in the X-direction
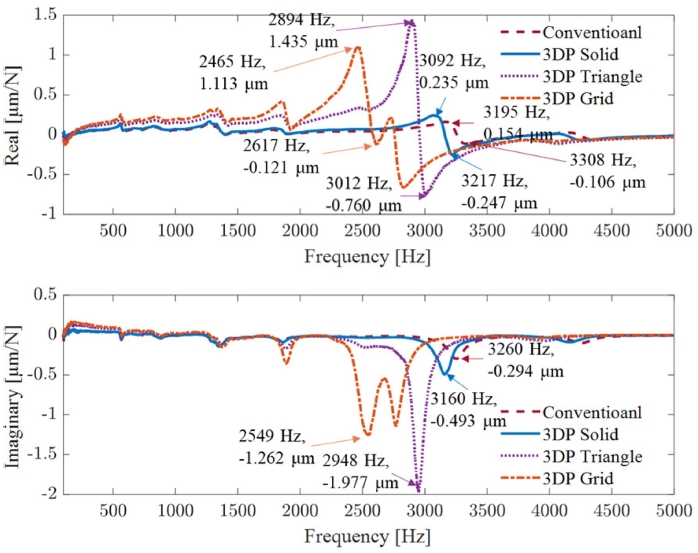
Fig. 12Measuring method for deflection of tool
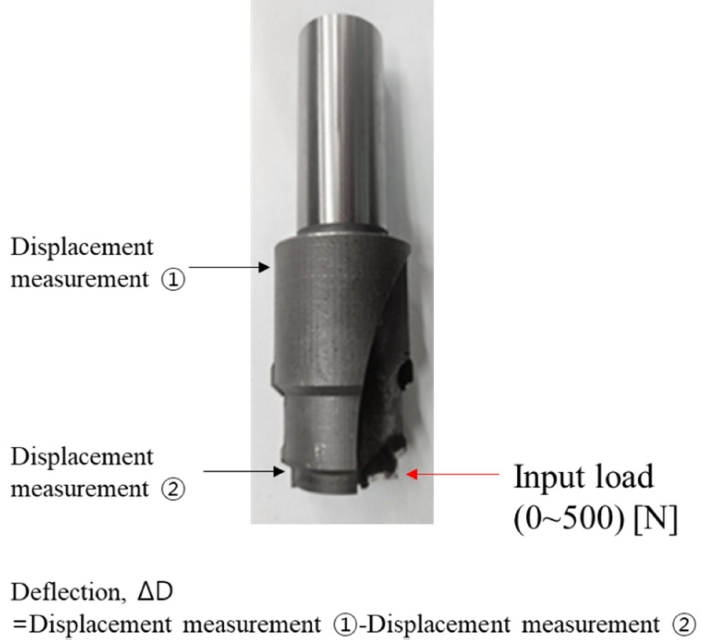
Fig. 13Static stiffness measurement data
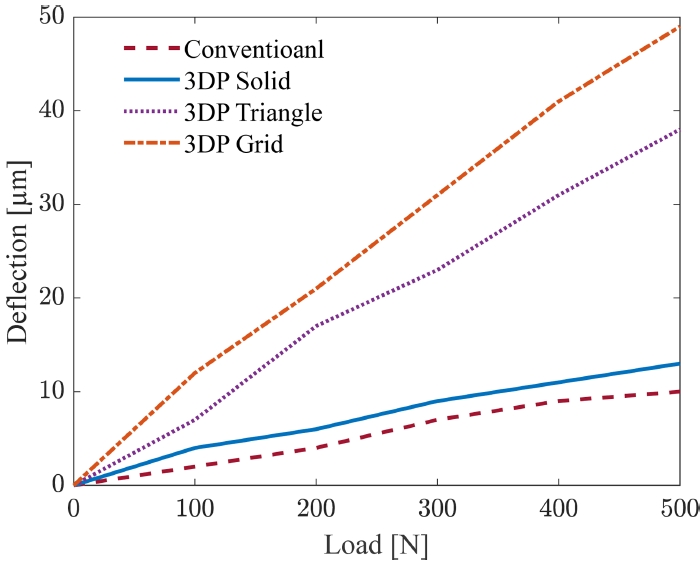
Fig. 14Result graph of inner diameter dimensional accuracy
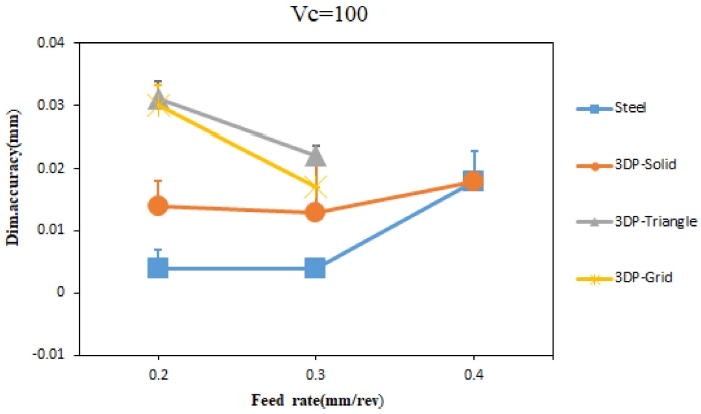
Fig. 15Result graph of surface roughness
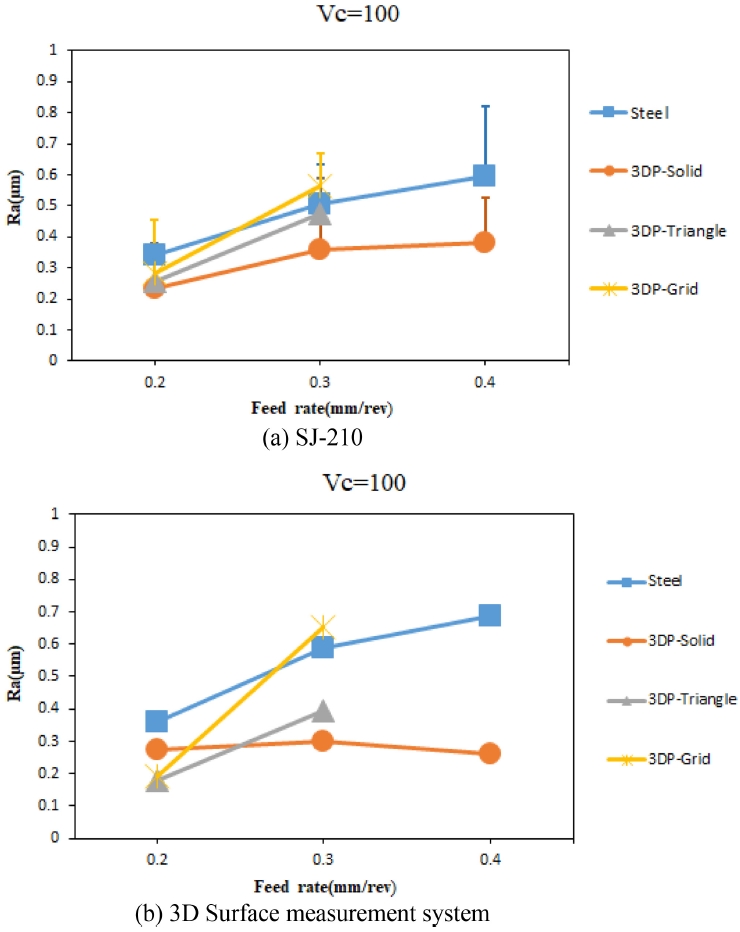
Fig. 163D geometry of machined AL6061 surface (At Fr = 0.3 mm/rev)
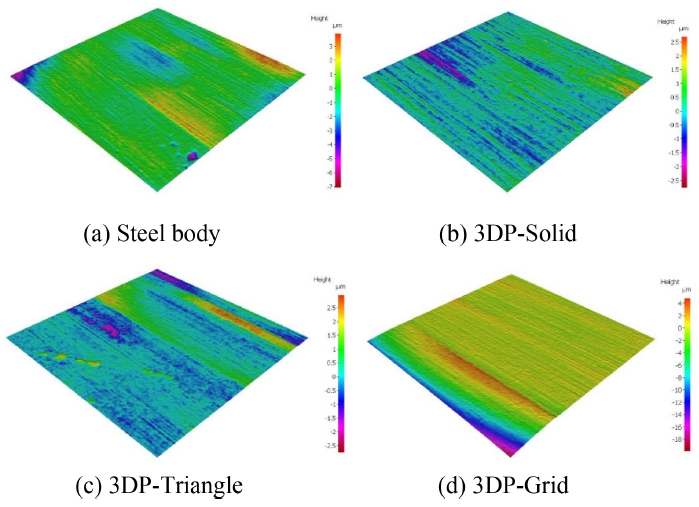
Table 1.Physical properties of H13 tool steel material
Table 1.
|
Sintered state |
Heat treatment |
Forging heat treatment |
|
Ultimate tensile strength [MPa] |
1,420 |
1,500 |
1,580 |
|
0.2% Yield strength [MPa] |
800 |
1,250 |
1,360 |
|
Elongation at break [%] |
5 |
5 |
14 |
|
Hardness [HRC] |
40 |
45 |
46 |
|
Relative density [%] |
94.5 |
94.5 |
100 |
Table 2.Fabrication time for additive tool body
Table 2.
|
Type |
Print |
Wash |
Dry |
|
Solid |
16h 34 min |
29 min |
4h |
|
Triangle |
13h 16 min |
14h |
4h |
|
Grid |
15h 4 min |
15h |
4h |
Table 3.Dimension information for PCD boring tools
Table 3.
|
Tool type |
Lip height [mm] |
Runout [mm] |
Diameter[mm] |
Weight [g] |
|
Steel body |
0.002 |
0.005 |
26.006 |
266 |
|
3DP-solid |
0.001 |
0.003 |
26.002 |
254 |
|
3DP-triangle |
0.005 |
0.004 |
25.994 |
161 |
|
3DP-grid |
0.004 |
0.005 |
25.997 |
158 |
Table 4.Processing conditions for machining
Table 4.
|
Parameter |
Value |
|
Cutting velocity [m/min] |
100 |
|
Feed rate [mm/rev] |
0.2, 0.3, 0.4 |
|
Cutting depth [mm] |
21 |
REFERENCES
- 1. Yoon, J. C., Lee, M. G., Choi, C. Y., Kim, D. H., Jeong, M. S., Choi, Y. J., Kim, D. H., (2018), Evaluation of microstructure and mechanical properties in 17-4PH stainless steels fabricated by PBF and DED processes, Journal of the Korean Society of Manufacturing Process Engineers, 17(2), 83-88.
- 2. Jeong, M. H., Kong, J. R., Kim, D. H., Kim, H. J., Kim, H. J., (2023), Metal additive manufacturing of canoe paddle grip using lattice structure, Journal of the Korean Society of Manufacturing Process Engineers, 22(6), 47-54.
- 3. Yoon, J., (2018), Study of the mechanical properties and orthotropy of abs materials fabricated by FDM printing, Journal of the Korean Society of Manufacturing Process Engineers, 17(5), 143-148.
- 4. Lee, S. K., Kim, Y. R., Kim, S. H., Kim, J. H., (2018), Investigation of the internal stress relaxation in FDM 3D printing : Annealing conditions, Journal of the Korean Society of Manufacturing Process Engineers, 17(4), 130-136.
- 5. Lee, S. K., Kim, Y. R., Kim, S. H., Kang, S. H., Kim, J. H., (2019), Investigation of the internal stress relaxation in FDM 3D printing : Vegetable lubricating oil, Journal of the Korean Society of Manufacturing Process Engineers, 18(2), 82-90.
- 6. Do, J. S., (2024), A study on the improving extrusion defects in FDM 3D printers, Journal of the Korean Society of Manufacturing Process Engineers, 23(4), 80-85.
- 7. Markforged, Understanding the manufacturing technology and its impact. https://markforged.com/ko/resources/blog/additivemanufacturing-101-guide-the-basics.
- 8. Lee, H. B., Lee, H. J., Kim, K. H., Kim, K. M., Ryu, S. S., Han, Y. S., (2019), A Study on the mechanical properties of Al2O3 cutting tools by DLP-based 3D printing, Journal of Korean Powder Metallurgy Institute, 26(6), 508-514.
- 9. Markforged, Information on metal X system. https://markforged.com/3d-printers/metal-x-system?__geom=%E2%9C%AA.
- 10. Mark3D, Information on sintering furnace 2 equipment. https://www.mark3d.com/en/product/markforged-3d-printers/metal-xmarkforged-3d-printer/markforged-sinter-oven-2-for-metal-x-3d-printer.
- 11. Yun, J. C., Choe, J. H., Lee, H. N., Kim, K. B., Yang, S. S., Yang, D. Y., Kim, Y. J., Lee, C. W., Yu, J. H., (2017), Mechanical property improvement of the H13 tool steel sculptures built by metal 3D printing process via optimum conditions, Journal of Korean Powder Metallurgy Institute, 24(3), 195-201.
- 12. Lee, E. S., (2021), Micro grinding of cemented carbide with micro polycrystalline diamond tools, M.Sc. Thesis, Soongsil University.
- 13. Lee, S. W., Lee, D. J., (2012), Prediction of surface roughness on the PCD tool turned aluminum alloys by using regression analysis, Journal of the Korean Society of Manufacturing Process Engineers, 11(3), 41-47.
- 14. Choi, J. G., Kim, H. S., Kim, S. C., (2004), A study on the optimum finish allowance for machining accuracy improvement in the end milling processes, Journal of the Korean Society of Manufacturing Technology Engineers, 13(3), 8-15.
- 15. Yeo, U. S., (2021), A study on the manufacture of bite holder using 3D additive manufacturing technology, M.Sc. Thesis, Ulsan University.
Biography
- Ho Min Son
Received his bachelor degree in 2021 from the Department of Mechanical Engineering, Keimyung University, Daegu, Korea. He is currently a assistant researcher in R&D Center, SJNTEC company, Daegu, Korea. His research interest is cutting tool.
- Dong Gyu Kim
Principal Researcher, Daegu Mechatronics & Materials Institute (DMI), Daegu, Korea. His research interest is advanced manufacturing technology.
- Min-Woo Sa
Received his Ph.D. degree in 2018 from the Department of Mechanical Engineering, Andong National University, Andong, Korea. He is currently a director in R&D Center, SJNTEC company, Daegu, Korea. His current research interests are special cutting tools and additive manufacturing technology.