ABSTRACT
This study examines the deformation behavior and microstructural evolution of 6061 aluminum alloy processed through severe plastic deformation (SPD) via biaxial alternate forging. The objective was to evaluate both the alloy's formability limit and mechanical properties. Finite element (FE) analysis was conducted to simulate the biaxial alternate forging process, incorporating the strain-hardening coefficient and the number of forging passes. When the strain-hardening coefficient was set to 0, an average effective strain of approximately 440% was observed in a 4 mm diameter region at the core of the workpiece after eight forging passes. In contrast, with a strain-hardening coefficient of 0.2, the average effective strain under the same conditions decreased to about 300%. The FE analysis of the 6061 aluminum alloy estimated an average effective strain of 326% after eight passes, indicating a level of severe plastic deformation well beyond the elongation capacity of the initial material. Tensile testing revealed that after two passes, the material showed a gradual increase in strength with only a minimal reduction in elongation. Even after accumulating a significant strain of 326% through eight passes, optical microscopy displayed deformed grains and twinning structures, with no signs of recrystallization across all examined forging conditions.
-
KEYWORDS: Biaxial alternate forging, Severe plastic deformation, Finite element method, AA6061, Mechanical property
-
KEYWORDS: 이축교번단조, 과변형, 유한요소법, 기계적 특성
1. 서론
SPD (Severe Plastic Deformation)는 복잡한 응력 상태 또는 고전단응력이 수반되는 매우 큰 소성 변형을 포함하며, 이로 인해 높은 전위 밀도가 형성된다[
1]. SPD 공정의 주된 목적은 환경 친화적인 방식으로 고강도 및 경량 부품을 제조하는 데 있다[
1]. 일반적인 금속 가공 공정인 압연, 단조, 압출 등에서는 부여되는 소성 변형률은 일반적으로 약 2.0 이하이다. 만약 다중 패스 압연, 인발, 압출 등을 통해 변형률이 2.0을 초과하게 되면, 부품의 두께가 매우 얇아져 구조재로 사용하기에는 부적합하다[
1]. 따라서 벌크 금속의 형상을 유지하면서도 큰 소성 변형을 부여하기 위한 다양한 SPD 공정이 알루미늄 합금을 대상으로 연구되어 왔다.
Zhang 등은 석출이 강화된 알루미늄 합금 판재에 대한 SPD의 효과를 조사하였다[
2]. 그들은 고주파 쇼트피닝을 통해 판재 표면에 SPD를 적용하였고, 표면으로부터 40-70 μm 두께의 SPD층을 형성하였다. Rogachev 등은 고압 비틀림(High-pressure Torsion, HPT) 공정을 통해 주조된 Al-Ca-Mn-Fe 합금을 처리하였고, 그 결과 강도와 연성의 균형이 개선되었다[
3]. Manjunath 등은 ECAP (Equal Channel Angular Pressing)을 통해 재료의 기계적, 물리적 특성 및 내마모성을 향상시키고자 하였다[
4]. Parimi 등은 다중 채널 다이 압축 공정으로 변형된 단상 및 이 중상 합금의 특성을 조사하였다[
5]. Zha 등은 상온에서 ECAP과 패스 간 어닐링을 결합하여 가공된 Al-7Mg 합금을 연구하였고, 높은 연성과 강도가 동시에 확보되었음을 보고하였다[
6]. Zhu 등은 마찰교반공정(Friction Stir Processing)과 고압 비틀림을 적용한 Al-Li 2198-T8 합금의 미세조직 변화 및 기계적 특성을 연구하였다[
7]. Rogachev 등은 고압 비틀림으로 가공된 두 가지 Al 기반 공정합금의 강화, 구조 변화 및 열적 안정성을 분석하였다[
8]. Naumova 등은 Al
4Ca 금속간 화합물을 포함하는 Al-18%Ca 합금의 상 조성, 미세조직 및 특성을 고압 비틀림 가공 후 조사하였다[
9]. Zhao 등은 상온에서 제한된 채널 다이 압축 공정을 통해 가공된 다양한 Mg 함량의 초미세결정 Al-Mg 합금에서의 동적 변형시효(Dynamic Strain Aging)에 대해 다루었다[
10]. Mohammadi 등은 고압 비틀림을 통해 과포화 고용체를 형성하는 초과변형(Ultra-SPD)을 적용한 A l- Zr 합금을 연구하였다[
11]. Moradpour 등은 AA5052 Al-Mg 합금에 대한 Constrained Groove Pressing의 유한요소모델링 및 실험적 검증을 수행하였다[
12]. Liu 등은 고압 비틀림으로 가공된 나노구조 Al-Mg 합금에서의 변형 결함을 연구하였으며, 전자현미경을 이용해 전위, 쌍정, 적층 결함 등을 관찰하였다[
13].
앞서 언급한 바와 같이, 최근의 경량 합금에 대한 SPD 연구는 주로 결정립 미세화를 통해 재료 특성을 향상시키고자 하였고, 이를 위해 고압 비틀림을 비롯한 다양한 방법을 적용해오고 있다. 본 연구에서는 새로운 SPD 방법으로 이축교번단조(Biaxial Alternate Forging, BAF)를 도입하였다[
14,
15]. 이축교번단조 방법은 냉간 성형되는 시편에 원하는 만큼의 변형을 유도하기 위한 공정으로 고안되었으며, 단조 횟수와 관계없이 시편의 단면 형상이 일정하게 유지될 수 있도록 팔각형 형태의 캐비티(Cavity) 단면을 갖는 금형 시스템이 설계되었다[
14,
15]. 이 시스템은 시편의 삽입 및 제거가 용이하여 반복적인 단조 실험을 유연하게 수행할 수 있는 장점을 갖는다.
본 연구에서 사용된 재료는 6061 알루미늄 합금으로, 우수한 기계적 특성, 낮은 밀도, 양호한 내식성 및 재활용 가능성 등으로 인해 다양한 형태로 생산되며 광범위한 응용 분야에 사용되는 대표적인 알루미늄 단조 합금이다[
16,
17]. 본 연구에서는 SPD 공정의 한 방식으로서 이축교번단조의 적용 가능성을 평가하기 위해 특수하게 고안된 이축교번단조 금형을 이용하여, 6061 알루미늄 합금에 대변형을 부과하였으며, 이로 인한 재료 변형 거동과 기계적 특성 및 미세조직의 변화를 평가하는 것을 목적으로 하였다.
2. 이축교번단조 금형 설계
이축교번단조는 다중 단조를 통해 재료에 연속적인 소성 변형을 누적시키는 방식으로, 시험 진행 속도를 높이기 위해 시편의 삽입과 탈착이 용이하도록 설계되었다.
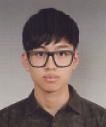
Fig. 1은 이축교번단조에 사용된 단조 금형과 시편의 개략도를 나타낸다.
Fig. 1(a)와 같이, 이축 교번 단조에서는 막대형 시편(Φ19 × 108 mm, R6)을 팔각형 캐비티 단면을 갖는 수직 금형 내에서 단조 한다.
Fig. 1(b)는 금형 캐비티의 주요 치수를 제시한다.
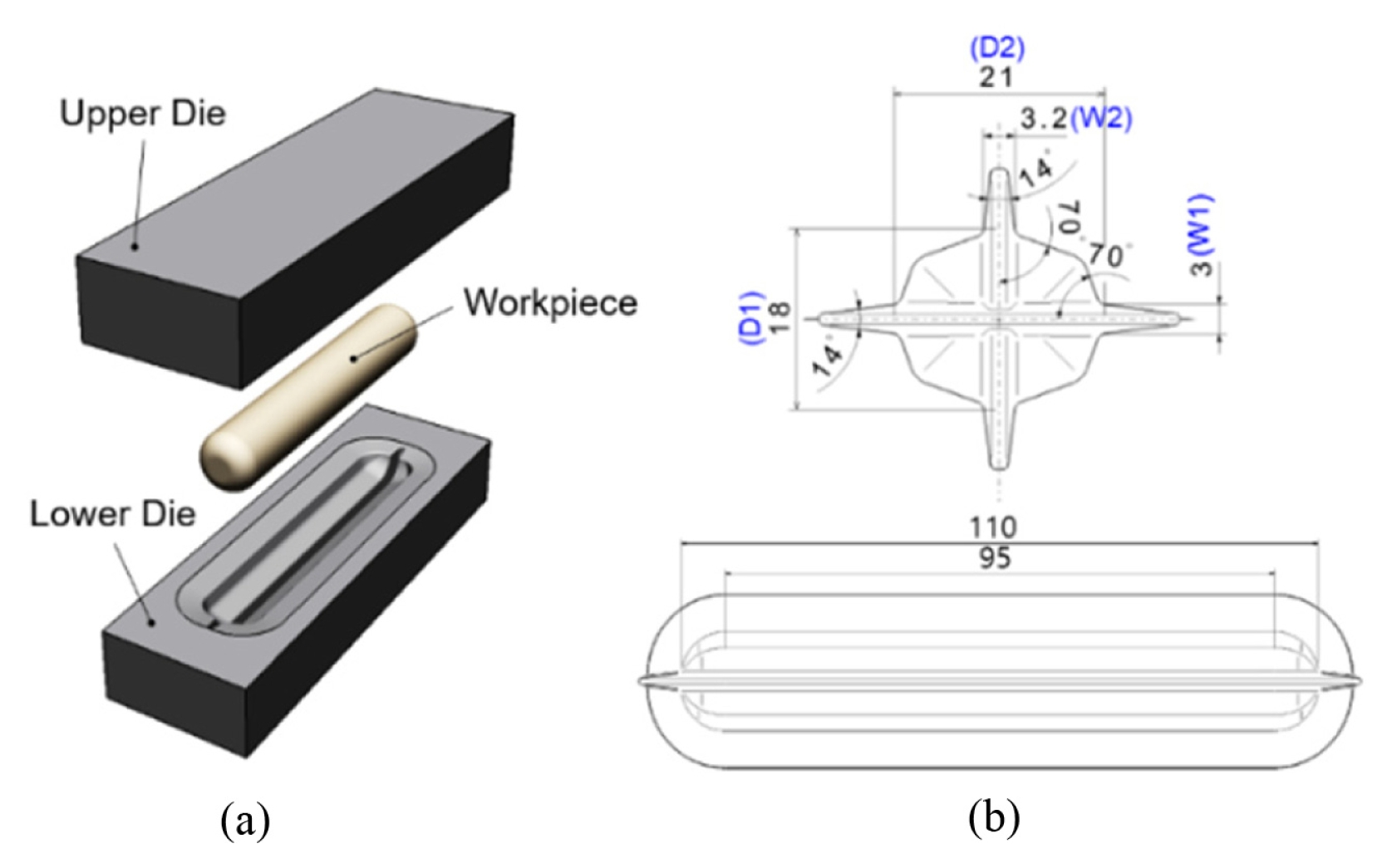
재료에 소성 변형을 누적시키기 위해
Fig. 2와 같이 시편을 길이 방향을 중심으로 90도씩 회전시켜가며 반복적으로 단조를 진행한다. 여러 차례 단조 후에도 시편의 길이 방향 단면은 첫 패스 후의 단조 단면과 유사하게 유지된다. 원하는 변형률 수준은 단조 패스 수에 따라 조절할 수 있다. 각 단조 패스당 시편 중심(Core)에 누적되는 유효변형률의 크기는 수직(D1) 및 수평 길이(D2)의 비(D2/D1)를 조절함으로써 변화시킬 수 있다. D2/D1 비율이 증가할수록, 단조 패스당 부여할 수 있는 유효변형률도 증가한다. 그러나 D2/D1 비율이 지나치게 커질 경우, 90도 회전된 시편을 하부 금형에 안정적으로 안착시키는 것이 어려워지므로, 적절한 비율로 설계되어야 한다.
금형 캐비티와 시편 양단의 형상은 단조 중 시편의 길이 방향 변형을 억제하도록 설계함으로써, 시편의 길이 방향으로 평면변형률(Plane Strain) 상태가 유지되도록 하였다. 이러한 설계는 반복 단조 공정에 의해 발생하는 시편 중심부의 유효변형률을 길이 방향으로 균일하게 유지되게 함으로써 이후 인장 시험의 신뢰성을 높이기 위한 것이다.
금형의 홈(Groove) 구조는 단조 공정 중 시편에 가이드 플래시(Guide Flash)를 형성시켜, 90도 회전된 시편을 하부 금형에 정확히 위치시킬 수 있게 하며, 동시에 단조가 완료된 시편을 손쉽게 탈착할 수 있게 한다.
Fig. 1(b)에 나타낸 바와 같이, 캐비티 단면 팔각형의 반각은 70도로 설정하였으며, 수평 가이드 홈과 수직 가이드 홈의 각도는 각각 14도로 설정하였다. 수직 홈의 폭 W2 (3.2 mm)는 수평 틈의 폭 W1 (3 mm)보다 약간 크게 설계하여, 90도 회전된 시편이 하부 금형에 원활하게 삽입될 수 있도록 하였다.
단조된 소재의 기계적 특성 평가는 ASTM: B557M-10 Standard에 따라, 직경 6 mm 이하의 인장 시험편을 추출하여 수행할 수 있다[
18].
3. 이축교번단조 공정의 유한요소해석
이축교번단조 공정에 대해 유한요소해석(Finite Element Analysis)을 수행하여 시편의 변형 거동 변화를 관찰하였고, 재료 특성에 따른 시편 내 누적 변형량을 분석하였다.
3.1 유한요소해석 조건
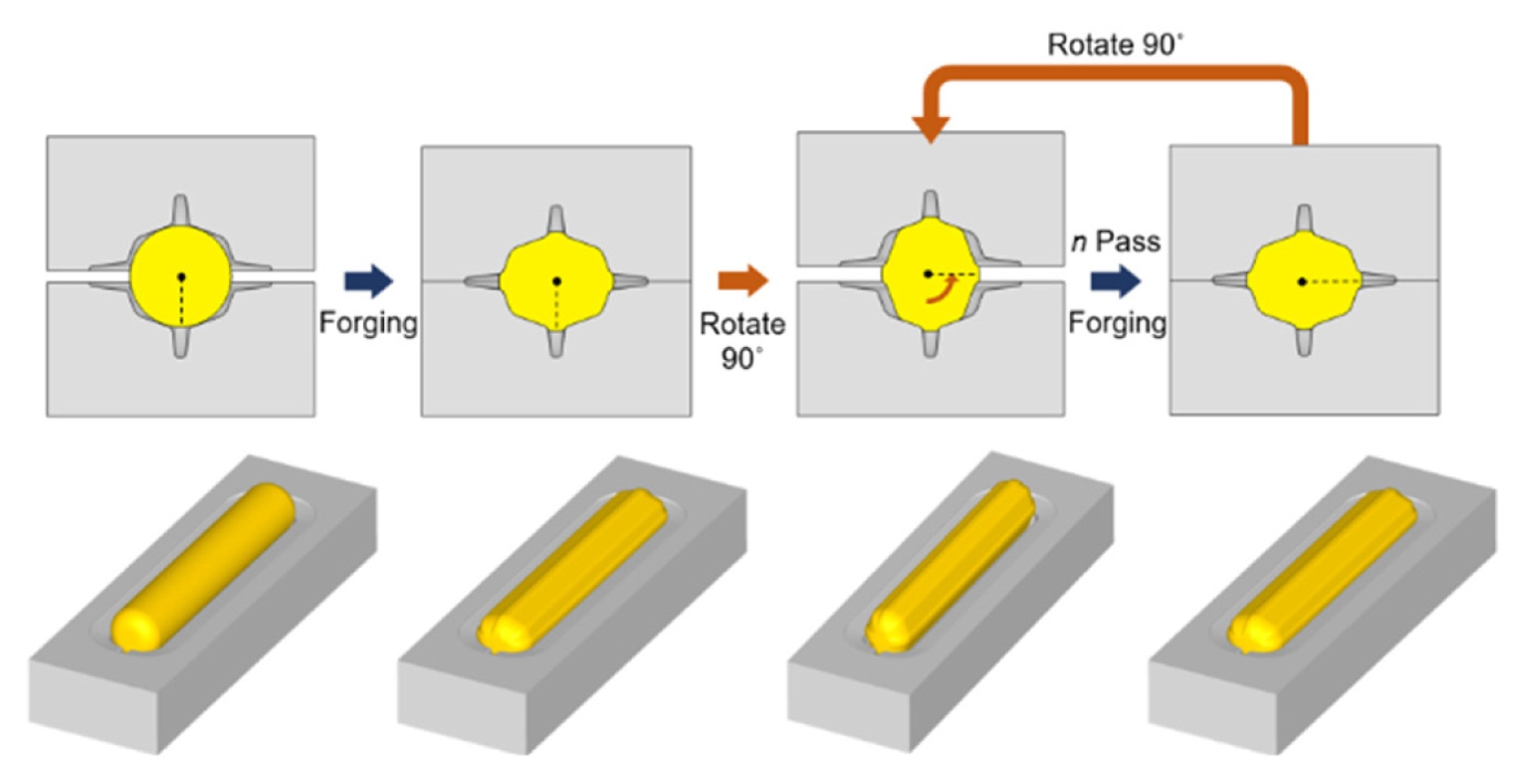
본 연구에서는 상용 유한요소해석 소프트웨어인 DEFORM-3D를 사용하여 이축교번단조 공정을 시뮬레이션 하였다. 계산 시간을 단축하고 해석의 정확도를 향상시키기 위하여, 전체 시스템의 기하학적 대칭성을 고려해 시편은 전체 형상의 1/8만을 모델링하였다(
Fig. 3 참조). 하지만 단조 패스마다 시편의 회전을 고려해야 하므로, 금형은 반모델(1/2)로 구성하였으며, 상·하부 금형 형상이 동일하다는 점을 반영하여 하부 금형은 생략하였다.
각 단조 패스에서는 시편을 고정한 상태에서 상부 금형만을 시편의 길이 방향 중심축을 기준으로 ±90도 회전시키는 방식으로 해석을 수행하였다. 과도한 Mesh 왜곡이 발생하는 영역에서는 유연한 자동 Remeshing이 가능하도록 4절점 사면체 Mesh를 사용하였다. 초기 Mesh 개수는 약 180,000개로 설정하였고 Mesh 간 크기 비율은 1로 유지하여, 금형의 홈 영역 내 곡면 형상을 정확히 반영하면서도 시편 내부 요소가 거칠어지지 않도록 하였다.
단조 시편은 강소성체(Rigid-plastic Material)로 가정하였으며, 금형은 강체(Rigid Body)로 설정하였다. 마찰 조건은 전단 마찰(Shear Friction) 로 가정하였고, 마찰 계수 m 값은 0.4를 적용하였다.
3.2 재료의 유동응력
이축교번단조 과정에서 시편 내에 누적되는 유효변형률은 재료의 유동응력에 크게 영향을 받는다. 상온에서는 재료의 유동응력이 주로 가공경화 특성에 의해 좌우되지만, 고온에서는 변형이 진행되는 동안 회복과 재결정이 동시에 발생하게 되므로 변형 속도의 영향이 가공경화보다 더 지배적으로 작용하게 된다[
19]. 본 연구는 상온에서의 이축교번단조만을 다루므로, FEM을 통해 재료의 변형 거동에 미치는 가공경화 특성의 영향을 중점적으로 분석하였다. 재료의 가공경화 특성을 표현하기 위한 다양한 형태의 경화 방정식이 존재하며[
20], 본 연구에서는 그 중에서도 가장 단순하고 널리 사용되는 대표적인 식인 Hollomon의 Power-law 방정식을 채택하였다. 이 식은 유동응력의 가공경화 거동을 지수 함수 형태로 근사한 모델이며, 식(1)과 같이 표현된다[
21].
식(1)에서
n = 0과
n = 1은 각각 완전 소성체와 탄성체 거동을 나타낸다. 이축교번단조에 따른 시편의 변형 거동에 있어 가공경화 특성이 미치는 영향을 폭넓게 분석하기 위하여, 강도 계수
K 값은 임의의 상수인 594 MPa로 고정하고,
n 값을 변화시키며 유한요소해석을 수행하였다. 일반적으로 금속 재료에서
n 값은 0.6을 초과하지 않는다고 판단되어, 본 해석에서는
n = 0, 0.2, 0.4 그리고 0.6, 네 가지 값을 고려하여 계산을 진행하였다.
3.3 유한요소해석 결과
3.3.1 가공경화 지수에 따른 변형 해석 결과
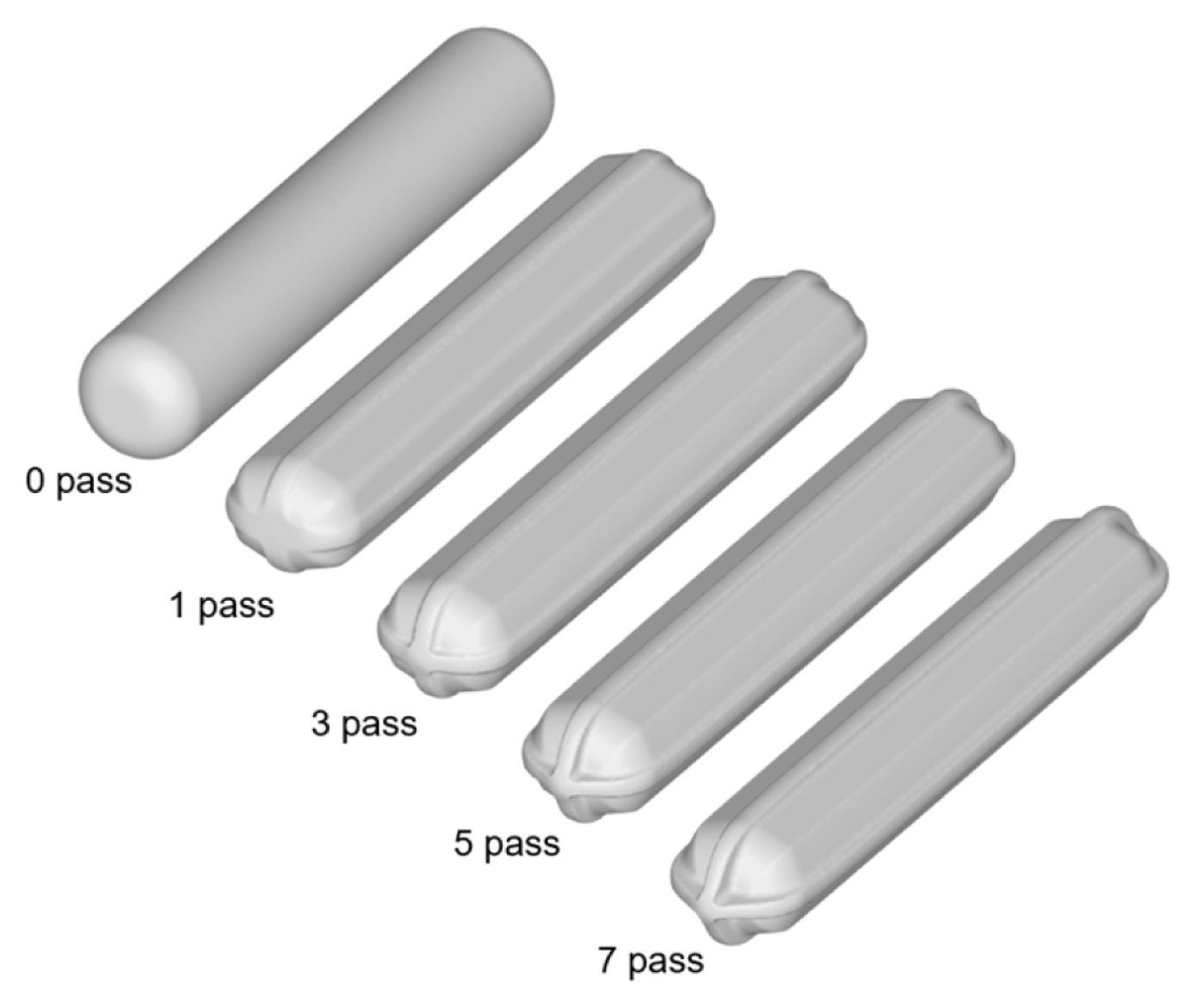
Fig. 4는 가공경화 지수
n = 0.2인 재료에 대해, 유한요소해석을 통해 예측된 시편의 변형 형상을 단조 패스에 따라 나타낸 것이다. 단조 패스가 증가함에 따라 시편의 가이드 플래시 형상이 점점 뚜렷해지며, 시편 중심의 단면 형상은 의도한 바와 같이 거의 일정하게 유지됨을 확인할 수 있다.
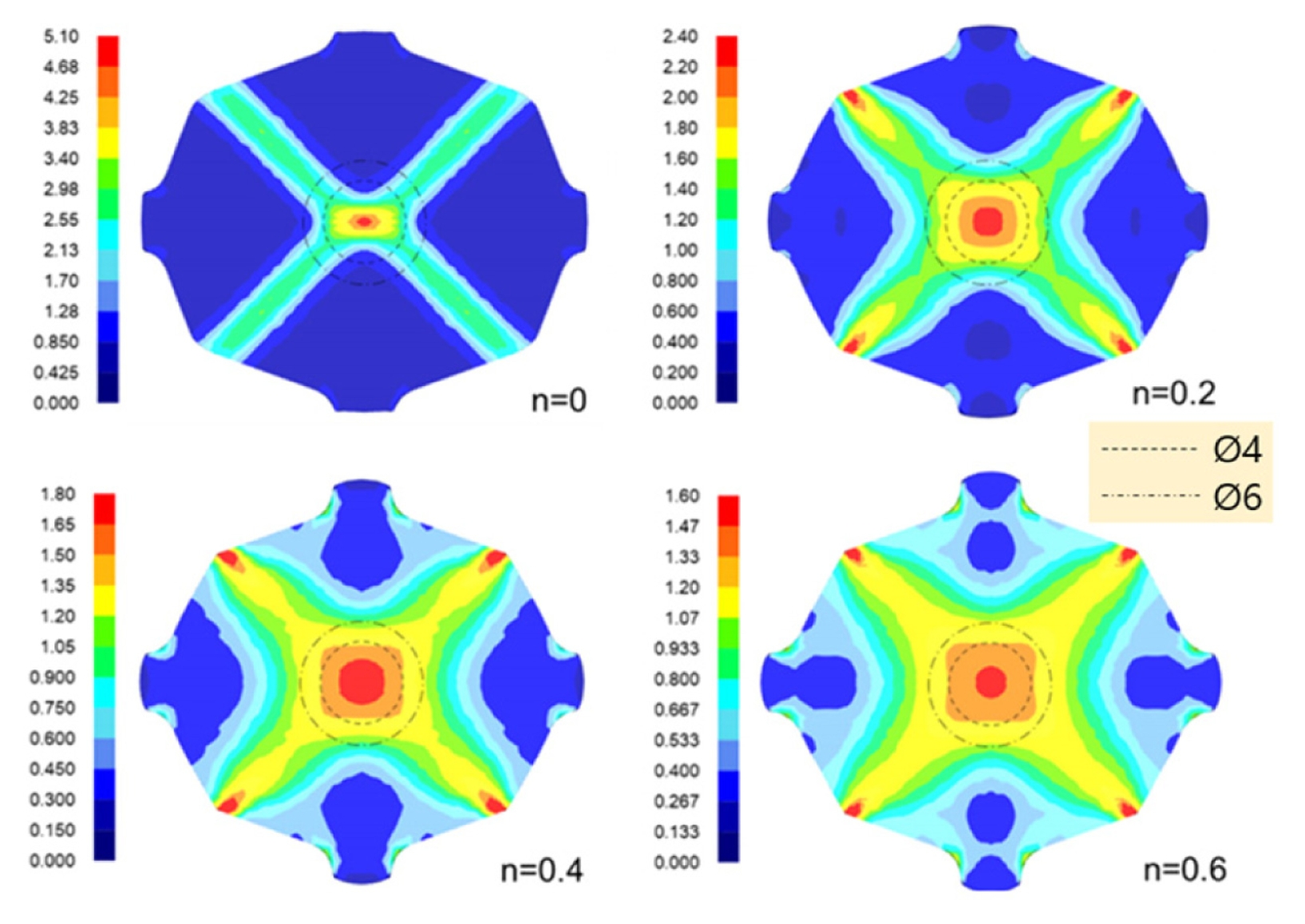
Fig. 5는 4패스 단조 후 시편 중심부 단면의 유효변형률 분포를 보여준다.
n = 0일 경우 유효변형률이 시편 중심부에 집중되지만,
n 값이 증가함에 따라 변형이 주변으로 점차 분산되는 경향을 나타낸다. 이러한 결과는,
n 값이 0에 가까울수록 시편의 변형이 X자 형태로 중심부에 집중되고 주변으로의 변형 확산은 어렵지만, 중심부에서는 ECAP과 유사한 SPD 효과가 소수의 패스만으로도 유도될 수 있음을 시사한다.
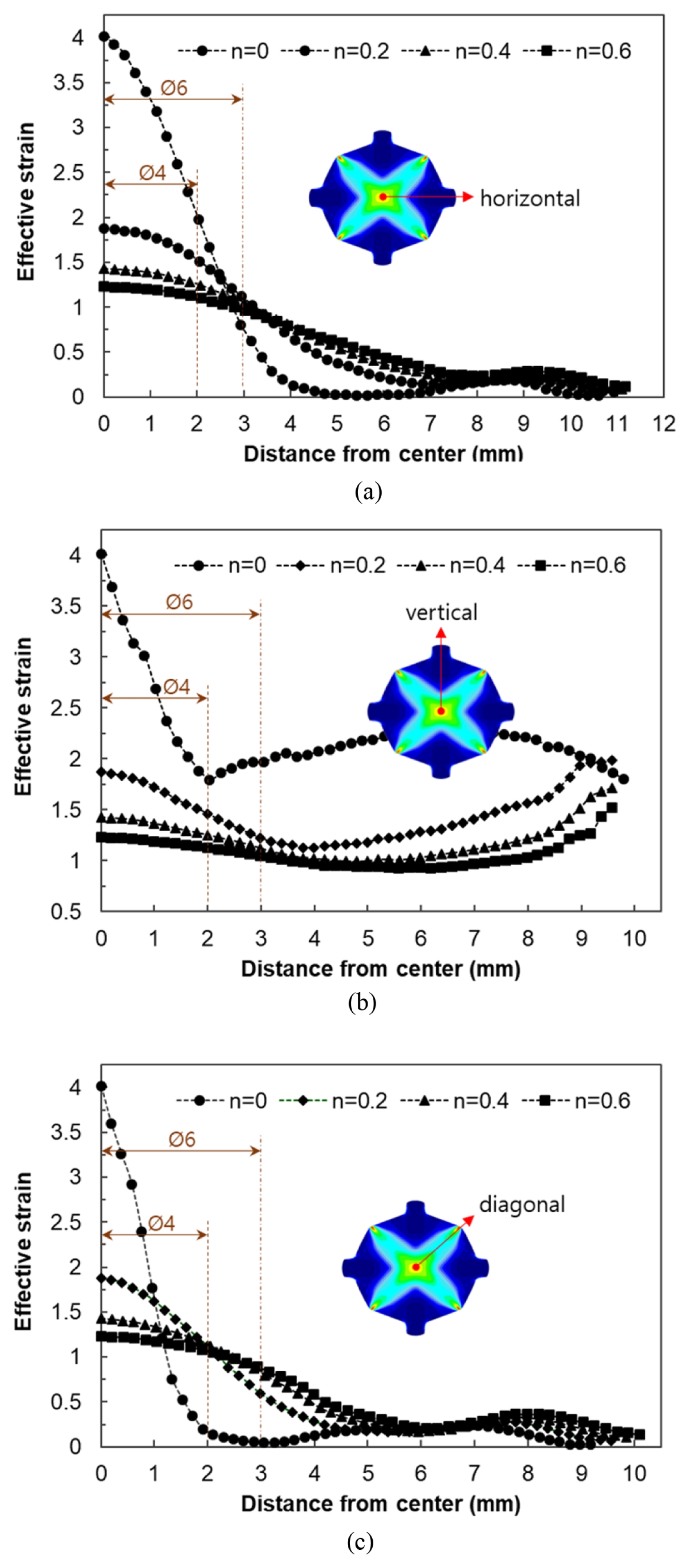
Figs. 6(a)-
6(c)에 제시된 시편 내부 유효변형률 분포 그래프들에는 인장 시험편의 게이지부 직경 Ø4 및 Ø6 mm에 해당하는 위치가 표시되어 있다. 특히 직경 Ø4 mm의 인장 시험편은 대부분의
n 값 조건에서 변형 영역을 포함하므로, 비교적 변형부의 특성을 잘 반영하는 기계적 특성 값을 나타낼 것으로 판단된다. 특히, 가공경화특성이 낮은 재료에서는 게이지부 직경이 Ø4 mm인 인장 시험편의 사용이 권장된다.
3.3.2 단조 패스 수에 따른 평균 유효변형률의 추정
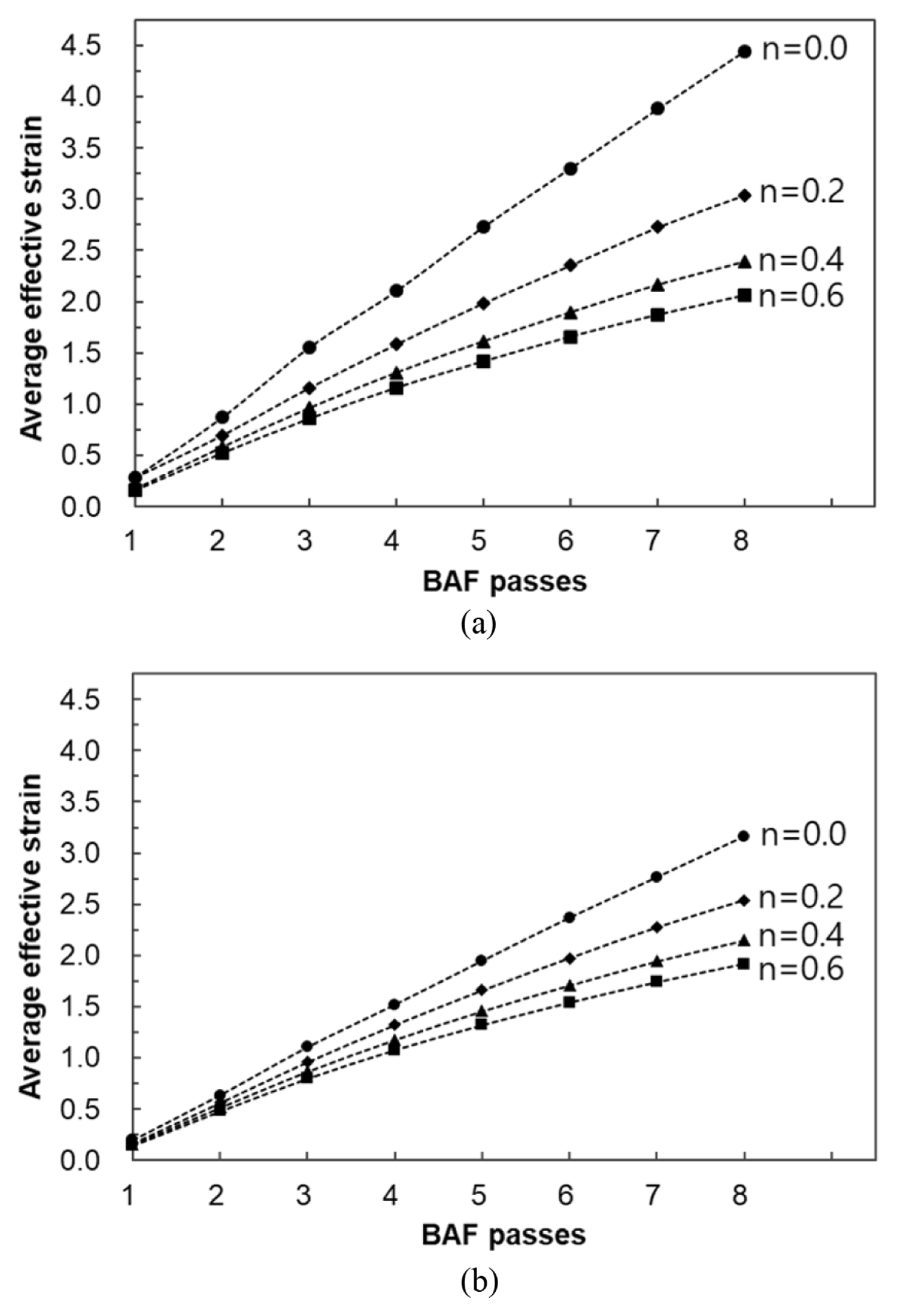
해석 결과로부터 인장시험편의 게이지부에 해당하는 영역만을 추출하여,
n 값 및 단조 패스 수에 따른 평균 유효변형률을 계산하였으며, 그 결과를
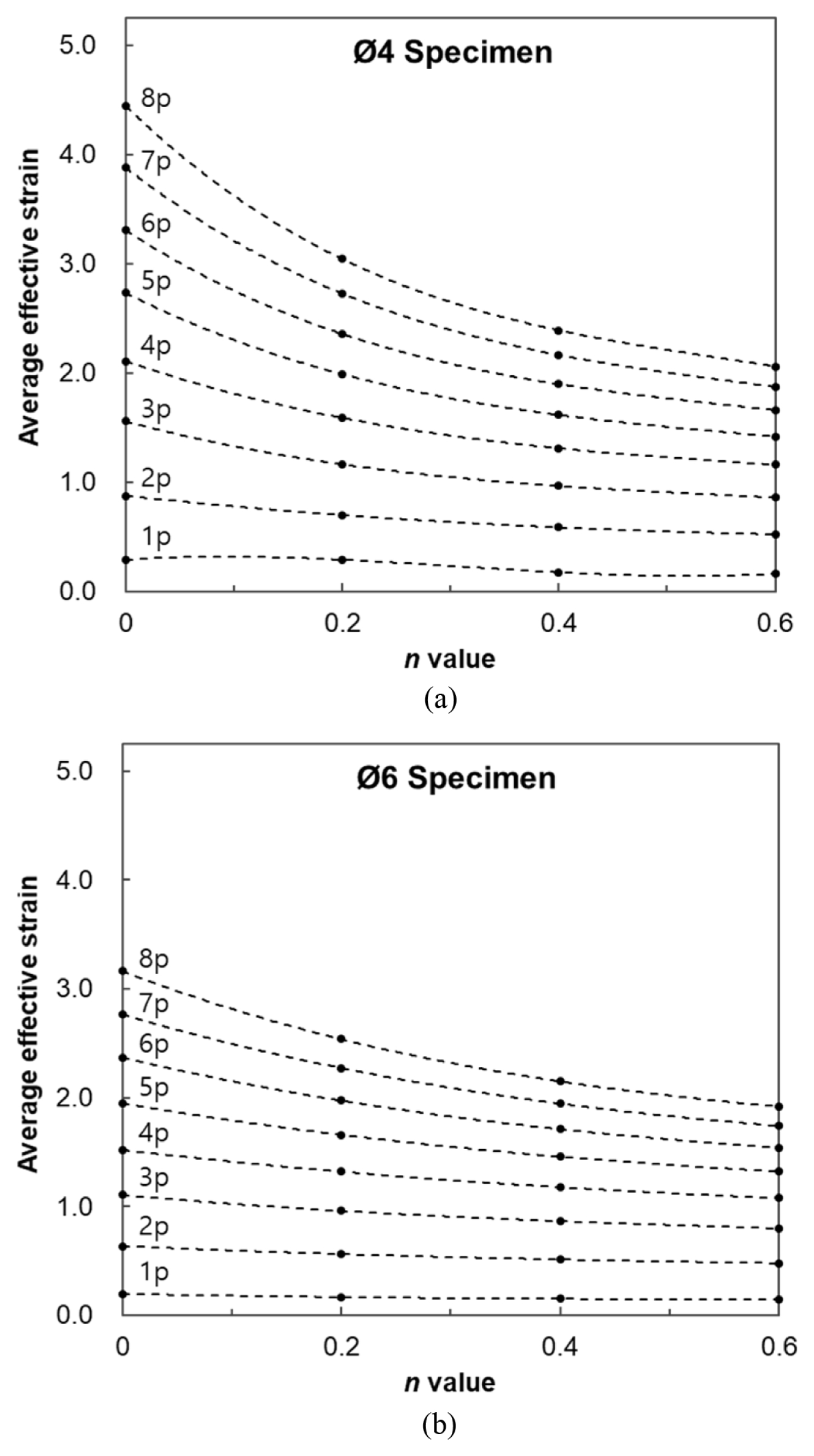
Fig. 7에 나타내었다. 게이지부 직경 Ø4 mm의 영역은 직경 Ø6 mm보다 저변형 영역이 상대적으로 적게 포함되므로 평균 유효변형률이 더 높게 나타난다.
Fig. 7(a)에 따르면,
n = 0일 경우 8패스 단조 후 직경 Ø4 mm 영역 내에서의 평균 유효변형률은 약 440%,
n = 0.2일 경우에는 동일한 조건에서 약 300%로 나타났다. 이러한 결과는 이축교번단조가 재료에 SPD 변형을 부여하는 방법으로 활용될 수 있음을 시사한다.
Fig. 8은 평균 유효변형률과
n 값 사이의 관계를 보여준다. 각 단조 패스별
n 값에 따른 유효변형률 변화를 3차 다항식으로 근사하였고 도출된 다항식의 계수 값을
Table 1에 제시하였다. 이를 활용하면, 대상 재료의
n 값을 다항식의 변수 x에 대입하여 단조 패스별 평균 유효변형률을 계산할 수 있다.
4. 6061 알루미늄 합금의 이축교번단조 실험 결과 및 고찰
6061 알루미늄 합금을 대상으로 이축교번단조 실험을 수행하여 SPD 부여 기법으로서의 유효성을 실증하고자 하였다. 실험에 사용된 6061 알루미늄 합금은 연속주조를 통해 Ø127 mm 직경의 빌렛(Billet) 형태로 제조되었으며, 빌렛 내부의 편석을 제어하기 위해 530 °C에서 8시간 균질화 처리를 수행하였다.
시편은 직경 Ø19 mm, 길이 108 mm의 막대형 형태로 기계 가공을 통해 빌렛으로부터 추출되었고, 양단 모서리는 반지름 6 mm로 라운딩 처리하였다. 시편의 길이방향으로 평면변형 상태를 유도하기 위해 축방향 변형을 최소화할 필요가 있으며, 이에 따라 본 실험에서는 윤활제를 사용하지 않은 건식 마찰 조건에서 단조를 수행하였다.
Fig. 9는 이축교번단조를 통해 상온에서 8패스까지 단조된 시편 형상을 보여준다. 단조 패스 수가 증가할수록 시편의 양단이 점차 돌출되며, 7패스부터는 균열이 발생하기 시작한 반면, 변형 중 압축 응력이 작용하는 시편 내부에서는 균열이 관찰되지 않았다.
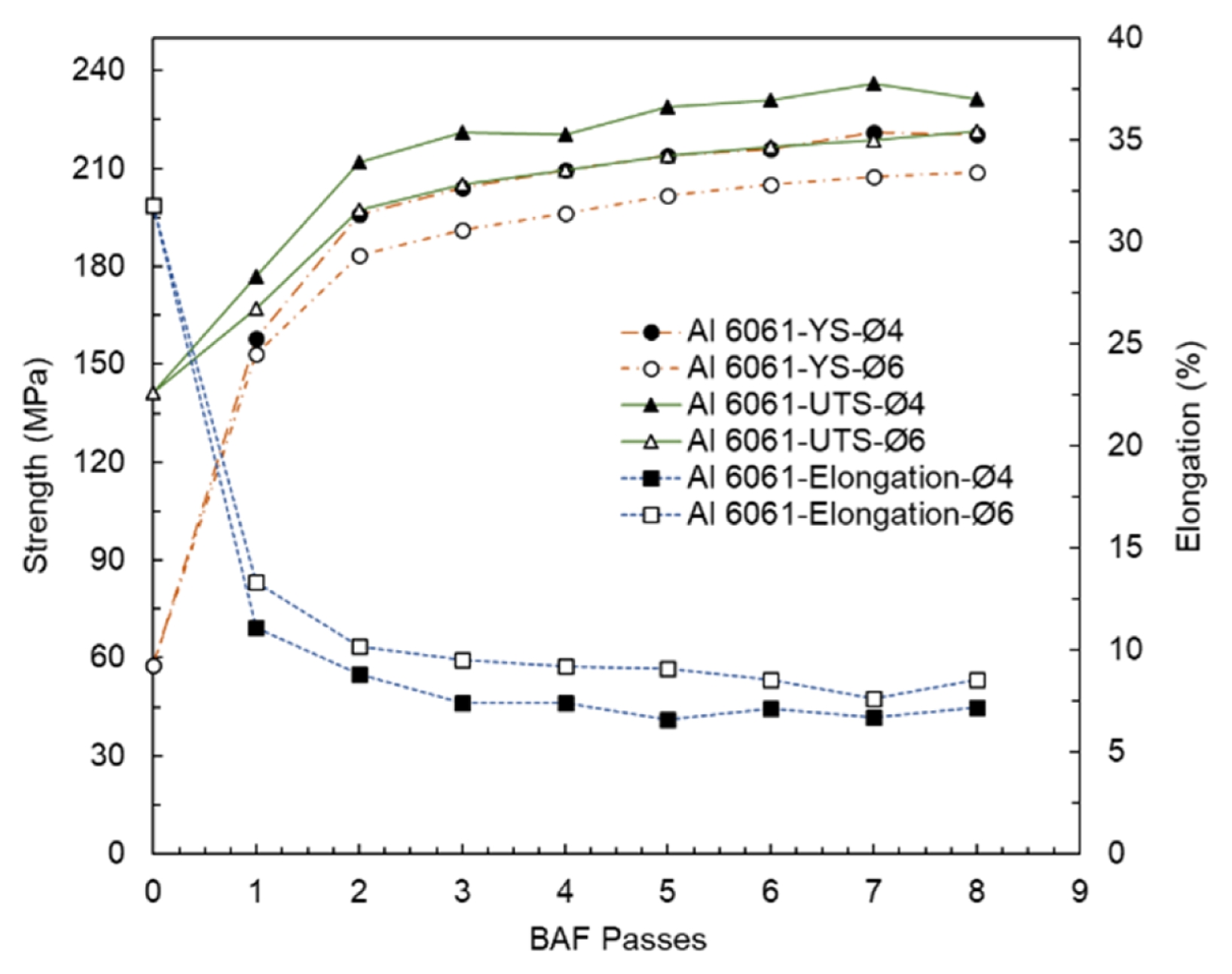
ASTM 기준에 따라 시편으로부터 게이지부 직경 Ø4와 Ø6mm의 인장시험편을 채취하여 인장시험을 실시하였고 그 결과를
Fig. 10에 나타내었다. 단조 패스가 증가할수록 인장강도는 점진적으로 증가하였으며, 연신율은 초기에는 급격히 감소하지만, 반복 단조가 진행됨에 따라 그 감소 기울기가 점차 완만해졌다. 이러한 경향은 두 직경에서 모두 동일하다. 하지만 직경 Ø4 mm 인장시편은 Ø6 인장시편에 비해 상대적으로 더 높은 강도 수치들을 나타내었다. 이는
Figs. 5와
6에서 나타낸 바와 같이, 직경 Ø4 mm의 시편이 직경 Ø6 mm 시편 대비 상대적으로 저변형 영역을 덜 포함하기 때문이다.
이축교번단조에 의해 시편 내부에 누적되는 평균 유효변형률을 계산하기 위해
Table 1의 다항식을 사용하였다. 계산에 필요한 6061 알루미늄 합금의 가공경화지수를 결정하기 위해 압축시험을 실시하였다. 압축시험편은 직경 Ø12 mm, 높이 15mm로 가공되었으며, 압축시험은 SHIMADZU 유압식 만능재료시험기(UH-1000 kNI)를 사용하여 수행하였다.
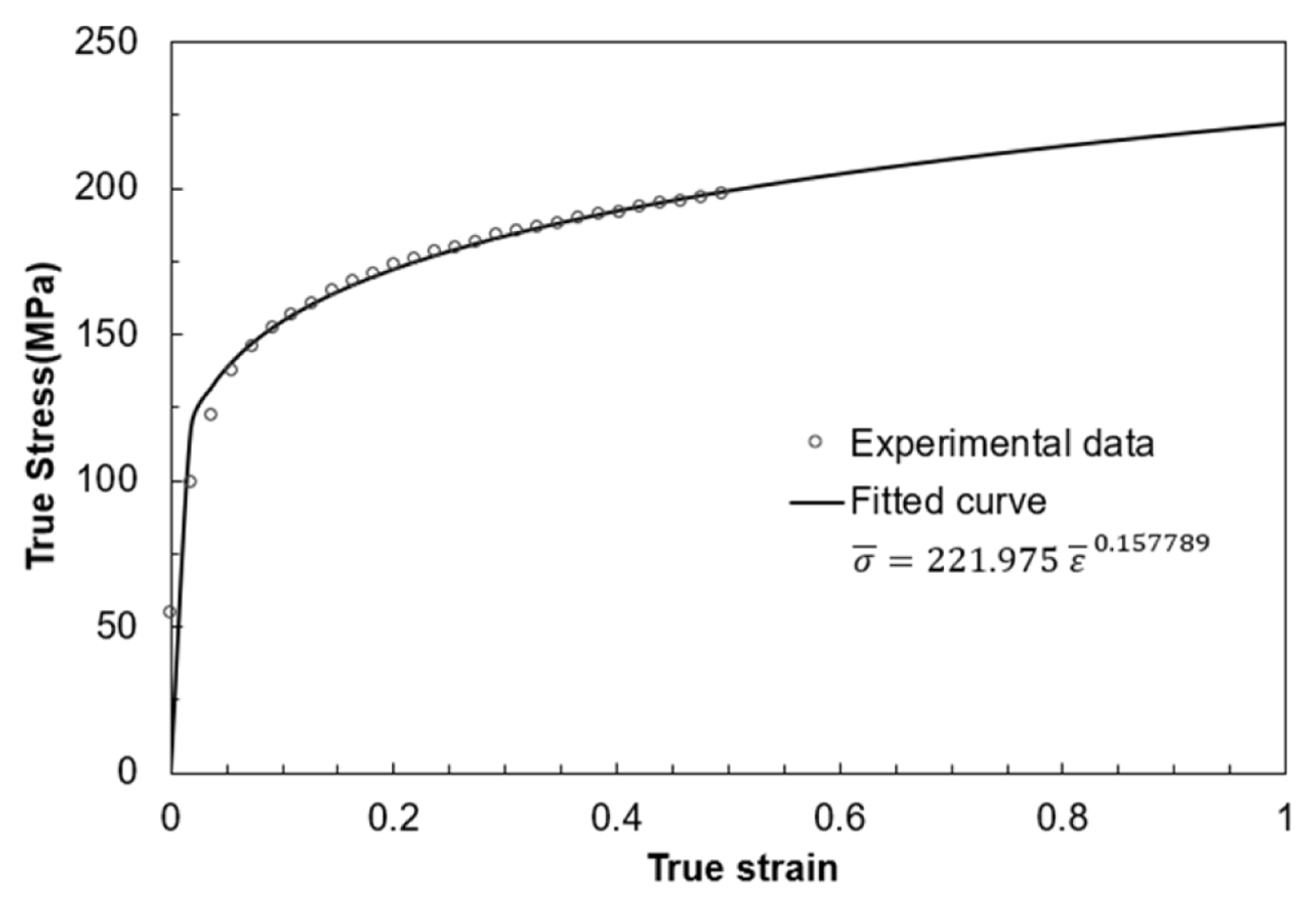
Fig. 11은 압축시험을 통해 얻어진 진응력-진변형률 곡선과 Hollomon의 Power- law 방정식을 이용한 커브 피팅 결과를 보여준다. 이를 통해 산출된
K 값과 가공경화 지수
n 값은 각각 221.975 MPa 및 0.157789이다.
해당
n 값을
Table 1의 다항식에 대입하여, 단조 패스 수에 따른 시편 중심부의 평균 유효변형률을 계산한 결과를
Table 2에 정리하였다. 그 결과, 8패스 후 평균 유효변형률이 최대 326%에 도달함이 확인되었으며, 이는 이축교번단조를 통해 원재료의 연신율을 크게 상회하는 수준의 대변형을 시편 내부에 부과할 수 있음을 나타낸다.
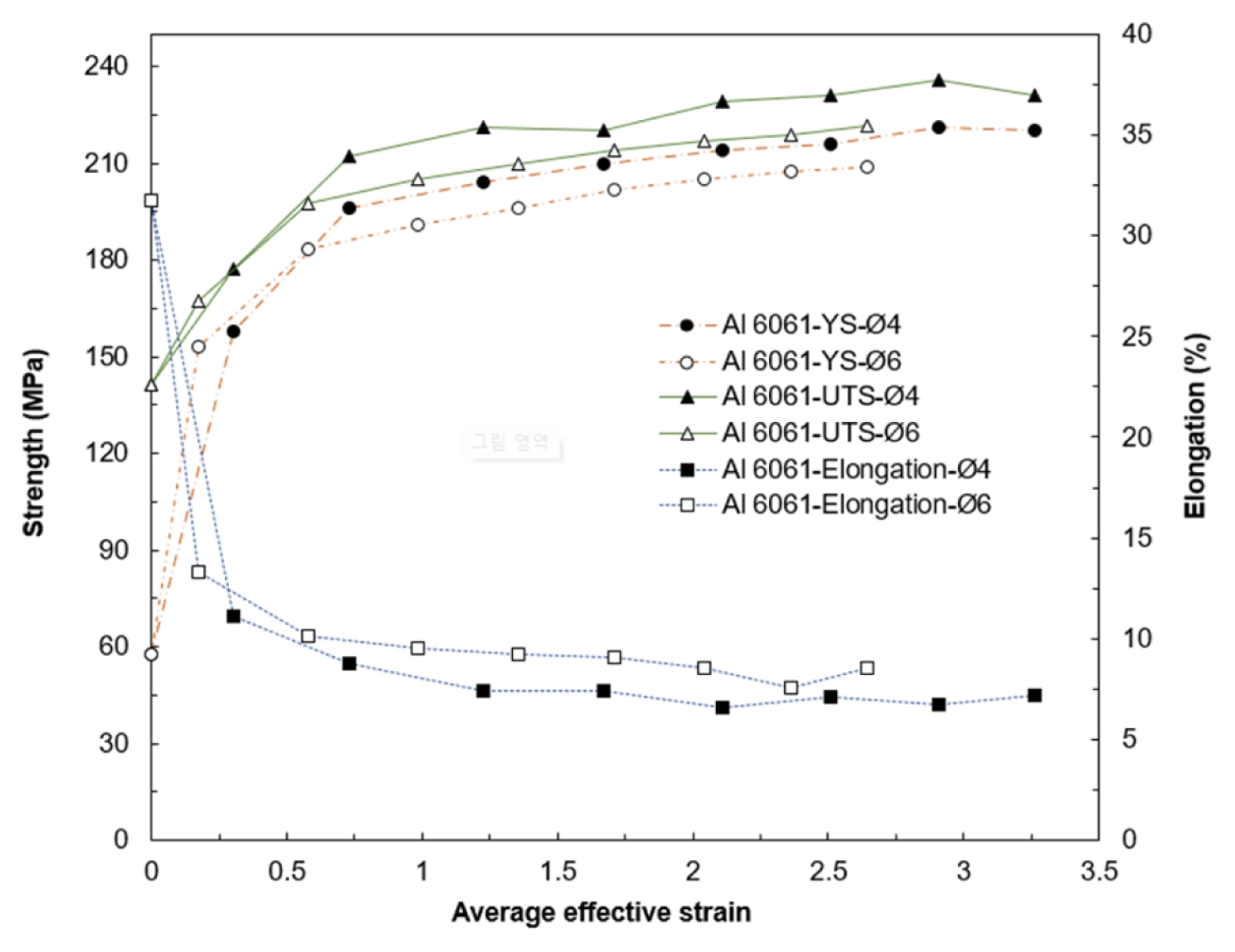
Fig. 12는
Fig. 10에 나타낸 그래프의 x축을 시편 내부에 발생한 평균 유효변형률로 변환하여 6061 알루미늄 합금 시편의 인장 특성 변화를 나타낸 것이다. 평균 유효변형률 약 1.5 이상에서 두 시편 모두 강도 증가폭이 서서히 완만해졌다. 일반적으로 재료에 발생한 변형이 많으면 연신율이 감소하는 경향화 달리 이축교번단조된 6061 알루미늄은 시편 내부에 높은 수준의 평균 유효변형률이 발생했음에도 불구하고 일정 이상의 연신율 저하가 없는 특징을 나타내고 있다.
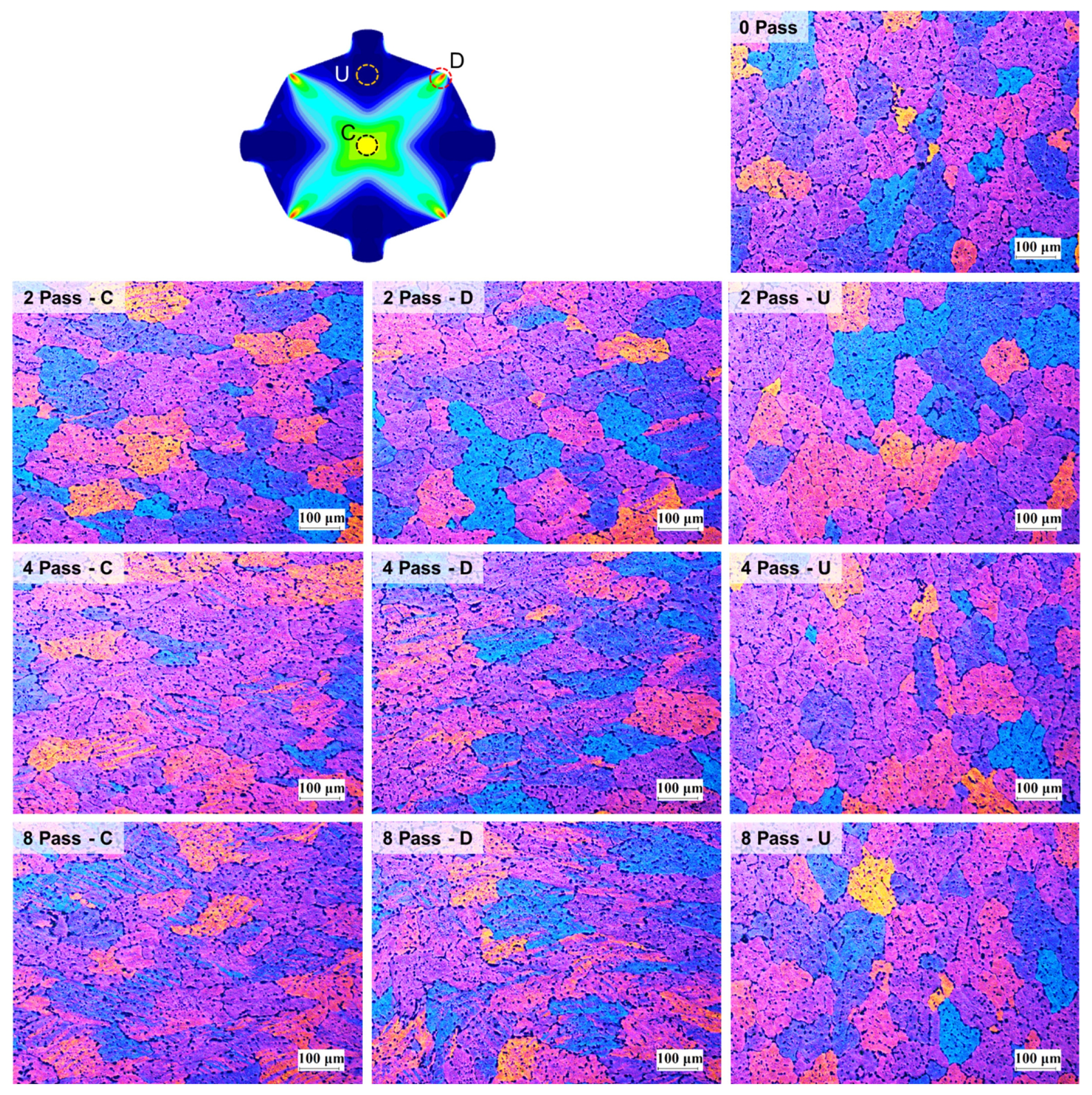
Fig. 13은 단조된 시편 중심부의 광학 현미경 조직을 보여준다. 미세조직 관찰부는 변형량이 많은 중심부(C)와 대각선부(D), 그리고 거의 변형이 발생하지 않는 상측부(U)로 구분하였다. 전체적으로 단조 패스에 따른 현저한 미세조직 변화는 관찰되지 않았으나 고변형부인 C와 D에서는 변형량이 증가할수록 변형된 결정립과 쌍정의 분포가 관찰되었다. 특히 8패스 단조 후 중심부(C)에는 약 326%에 달하는 큰 변형이 가해졌음에도 불구하고, 재결정된 조직은 관찰되지 않았다. 이는 상온에서 수행된 이축교번단조에서는 큰 변형이 가해지더라도, SPD 공정의 대표적인 조직적 특징 중 하나인 결정립 미세화 현상이 쉽게 나타나지 않음을 시사한다. 이축교번단조에 의해 발생한 변형은 전위 밀도 증가와 슬립, 그리고 쌍정 형성을 통해 결정립 변형으로 흡수된 것으로 판단된다. 기존의 연구에 따르면, SPD 공정에서 관찰되는 결정립 미세화는 상대 용융온도(T/T
m)가 0.5 이상인 고온에서 주로 발생하며, 이는 재료 내부에 축적된 변형 에너지로 인해 동적 재결정이 유도됨으로써 일어난다고 보고되었다[
22,
23]. 따라서, 냉간가공 조건에서 수행된 본 실험에서는 이와 같은 현상은 일어나지 않은 것으로 보인다.
5. 결론
본 연구는 냉간 가공 조건에서 6061 알루미늄 합금에 SPD를 부여하기 위한 방법으로서 이축교번단조의 적용 가능성을 평가하고자 수행되었다. 유한요소해석 및 실험 결과를 바탕으로 도출된 주요 결론은 다음과 같다.
이축교번단조에 대한 유한요소해석 결과, 가공경화 지수에 따라 시편 내부에 단조 패스당 누적되는 유효변형률의 분포 및 크기가 달라졌으며, 재료의 가공경화지수가 시편의 전반적인 변형 거동에 직접적인 영향을 미치는 것을 확인할 수 있었다.
유한요소해석을 통해 이축교번단조된 시편으로부터 인장시험편의 게이지부 직경 Ø4 영역에서 발생하는 평균 유효변형률을 계산한 결과, 재료의 가공경화지수가 각각 0 및 0.2일 경우, 8패스 단조 후 각각 약 440% 및 300% 수준으로 도출되었다. 이 결과는 발생되는 유효변형률의 크기 측면에서 볼 때, 이축교번단조를 소재 중심부의 SPD 부여 방법으로 적용 가능함을 시사한다.
유한요소해석 결과를 바탕으로 8패스 이축교번단조된 6061 알루미늄 시편 내부에서 발생한 평균 유효변형률을 추정한 결과, 인장시편 게이지부 직경 Ø4 내에 해당하는 영역에서는 약 326%로 계산되었다. 이는 이축교번단조를 통해 원재료의 연신율을 현저히 초과하는 수준의 대변형을 부여할 수 있음을 입증한다.
실제 이축교번단조된 6061 알루미늄 합금은 단조 패스 누적에 의해, 평균 유효변형률이 증가함에 따라 항복강도와 인장강도는 지속적으로 향상됨을 확인하였다. 특히 저변형부가 덜 포함된 직경 Ø4 시편을 사용한 인장시험 결과에서 직경 Ø6 시편 대비 상대적으로 더 큰 강도를 나타났다. 연신율은 초반에는 급격히 감소하다가 점차 일정한 값으로 수렴하여, 대변형이 부여되었음에도 불구하고 더 이상의 연신율 저하가 없는 특징을 보였다.
단조 시편 주요변형부의 미세조직을 관찰한 결과, 모든 단조 패스에서 변형된 결정립과 쌍정의 존재가 확인되었으나, SPD의 주요 특성 중 하나인 재결정 조직은 관찰되지 않았다. 이것이 연신율 측면의 개선효과는 얻지 못한 이유로 판단된다.
향후 상대 용융온도(T/Tm) 0.5 이상의 온도에서 6061알루미늄에 대한 이축교번단조를 수행함으로써 결정립 미세화 효과를 반영한 SPD 특성에 대해 심층적으로 고찰할 필요가 있음을 확인하였다.
FOOTNOTES
-
ACKNOWLEDGEMENT
이 논문은 2025년도 정부(과학기술정보통신부)의 재원으로 한국연구재단의 지원을 받아 수행된 연구임(No. RS-2024-00441999, 고강도 비열처리형 알루미늄 합금의 중력주조-단조 공정 개발).
Fig. 1Schematic illustrations of (a) the tools and workpiece used in BAF and (b) the die cavity dimensions
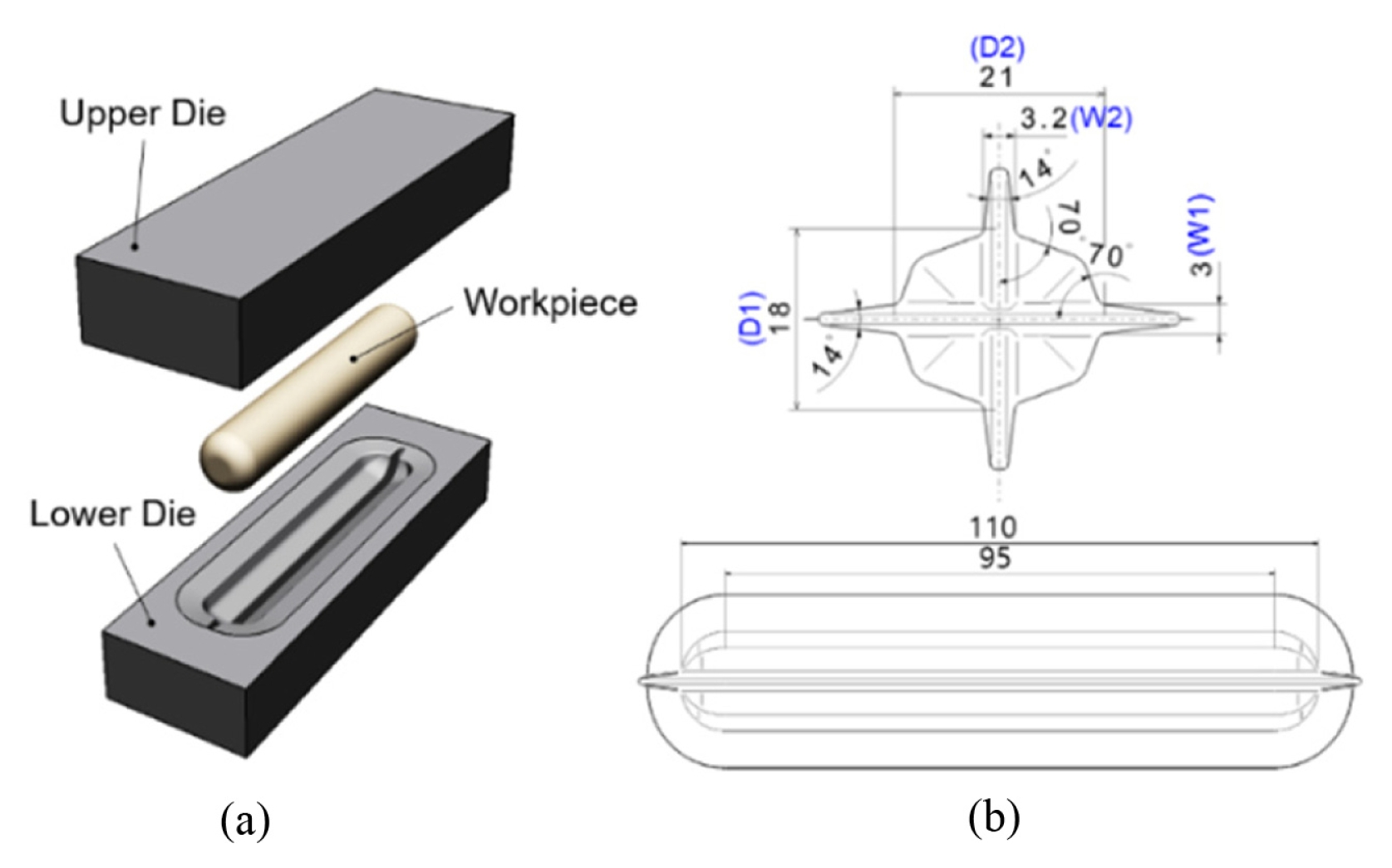
Fig. 2Schematic illustration of the BAF process using octagonal rod-shaped dies
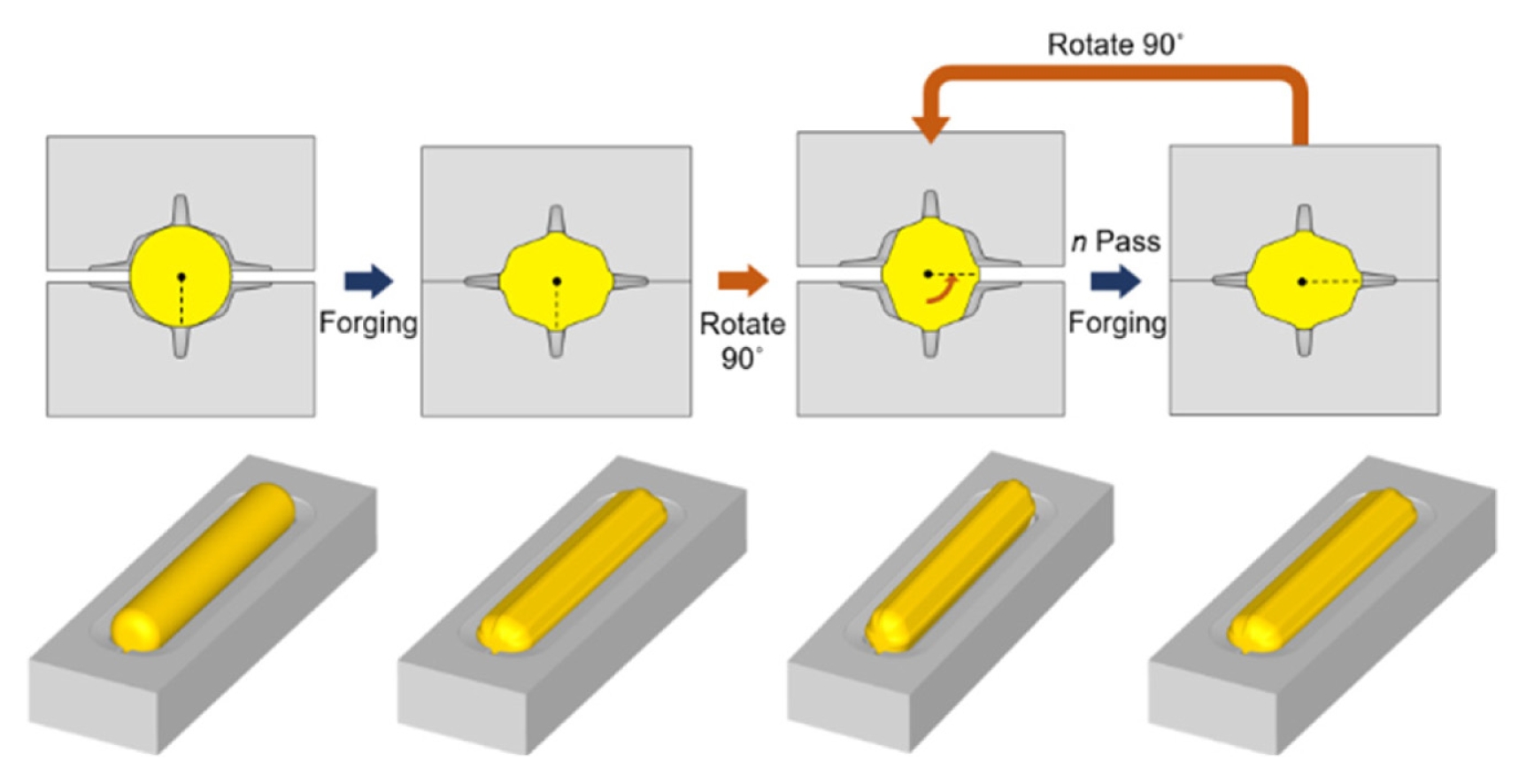
Fig. 3Finite element model of the BAF process
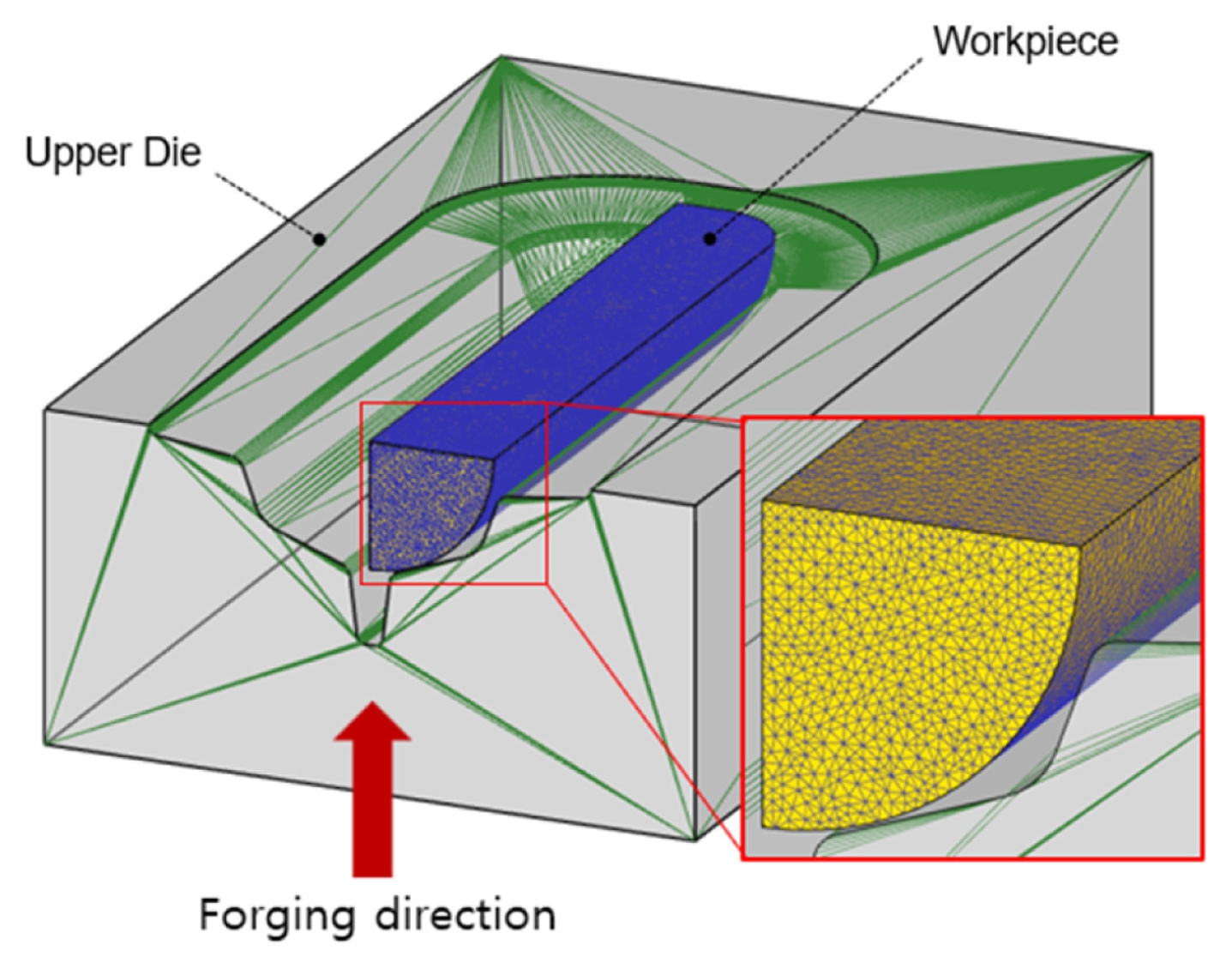
Fig. 4Shape evolution of the workpiece with increasing forging passes
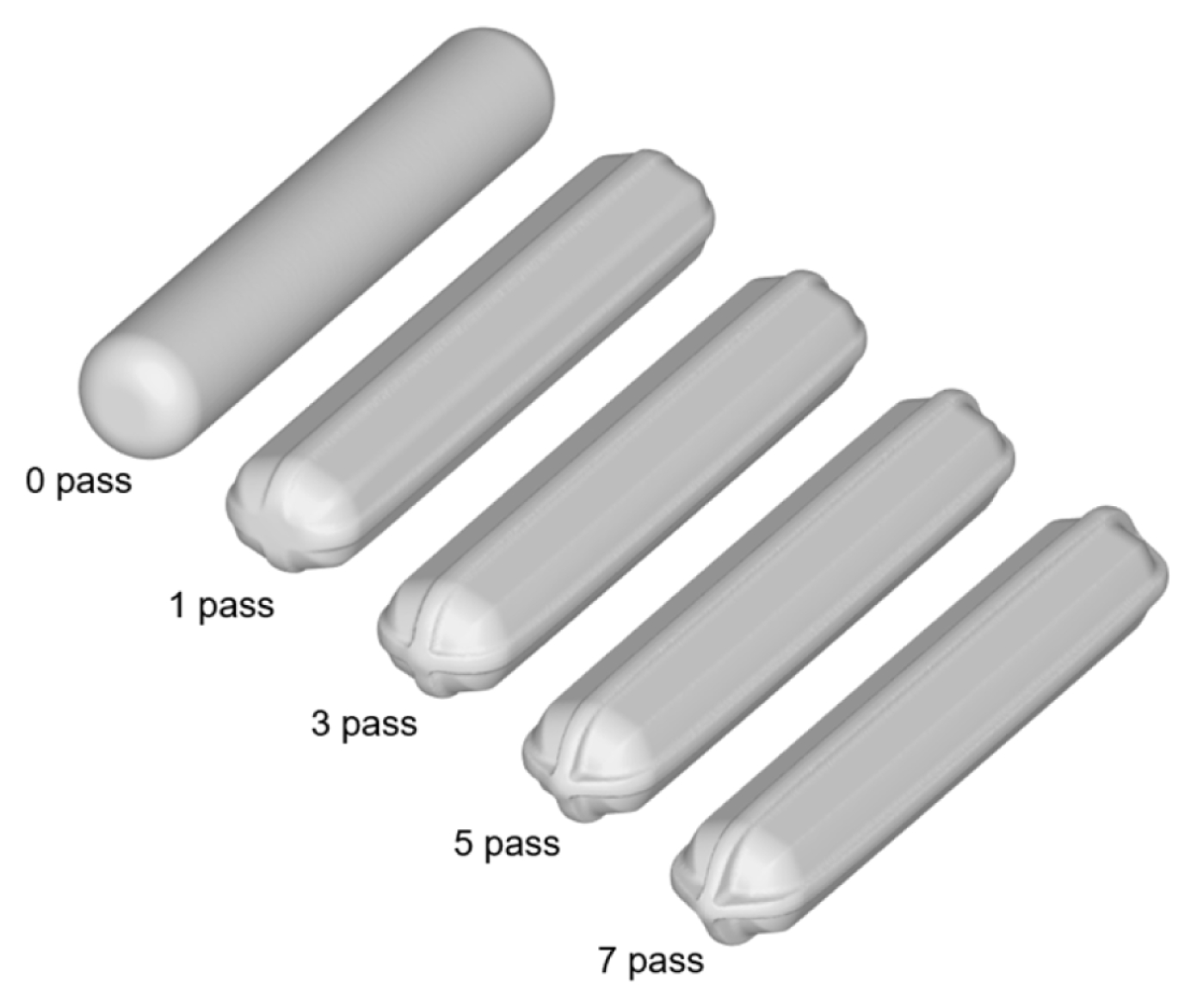
Fig. 5Effective strain distribution in the central cross-section of the workpiece after four forging passes
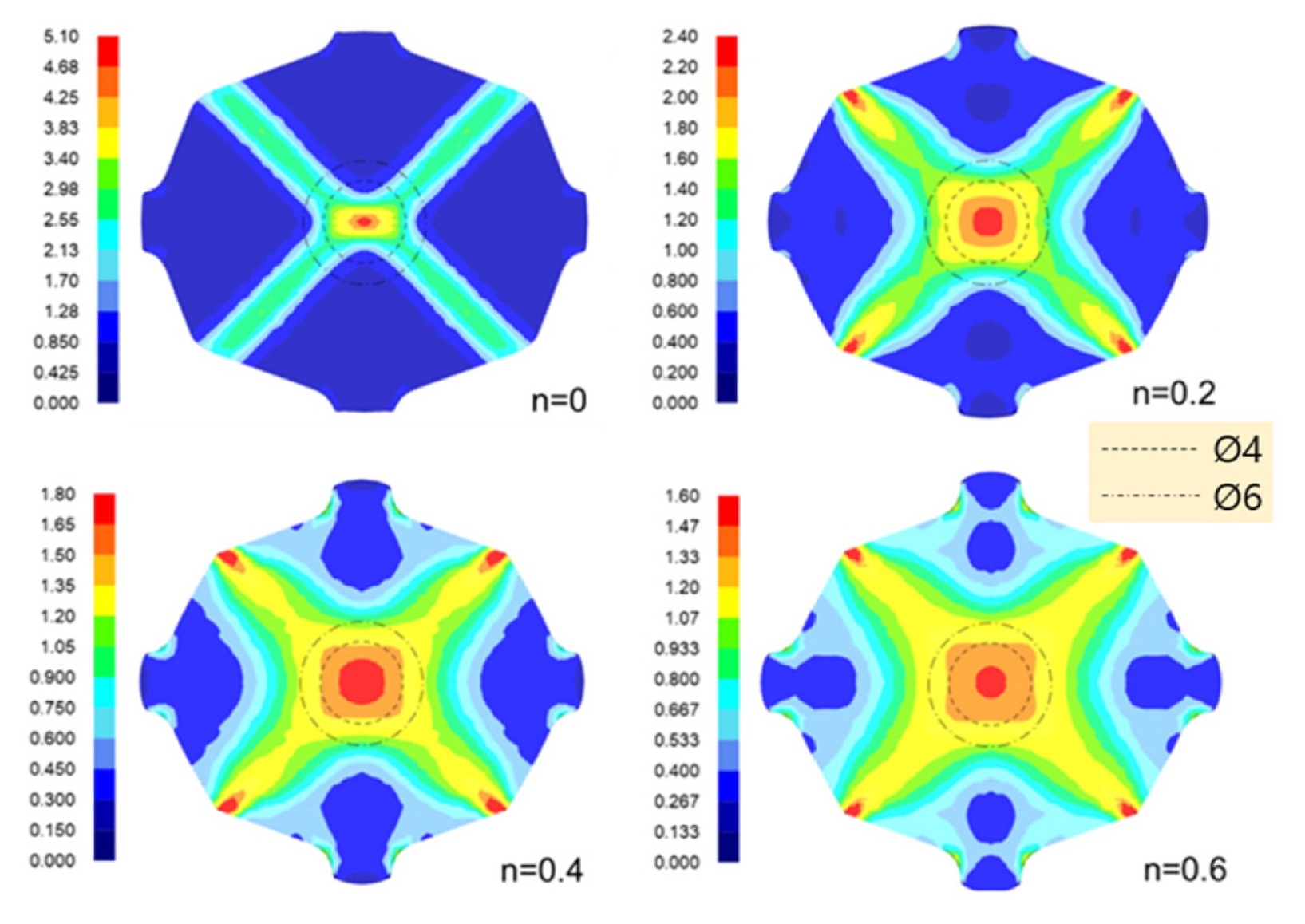
Fig. 6Effective strain profiles along the (a) horizontal, (b) vertical, and (c) diagonal directions in the cross-section of workpieces after five BAF passes, as a function of the n
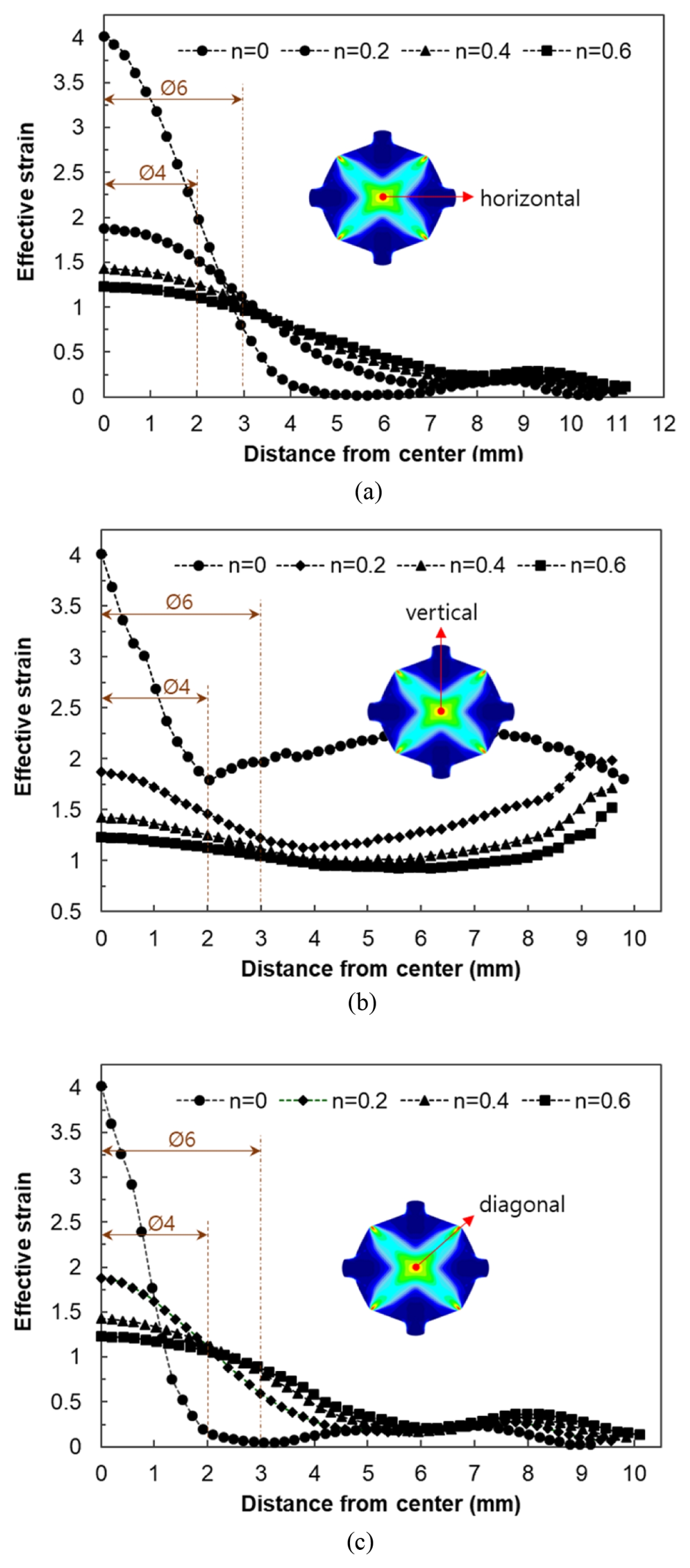
Fig. 7Average effective strain profiles in the gauge areas of tensile specimens using (a) Ø4 and (b) Ø6 geometries, as a function of the number of forging passes and n
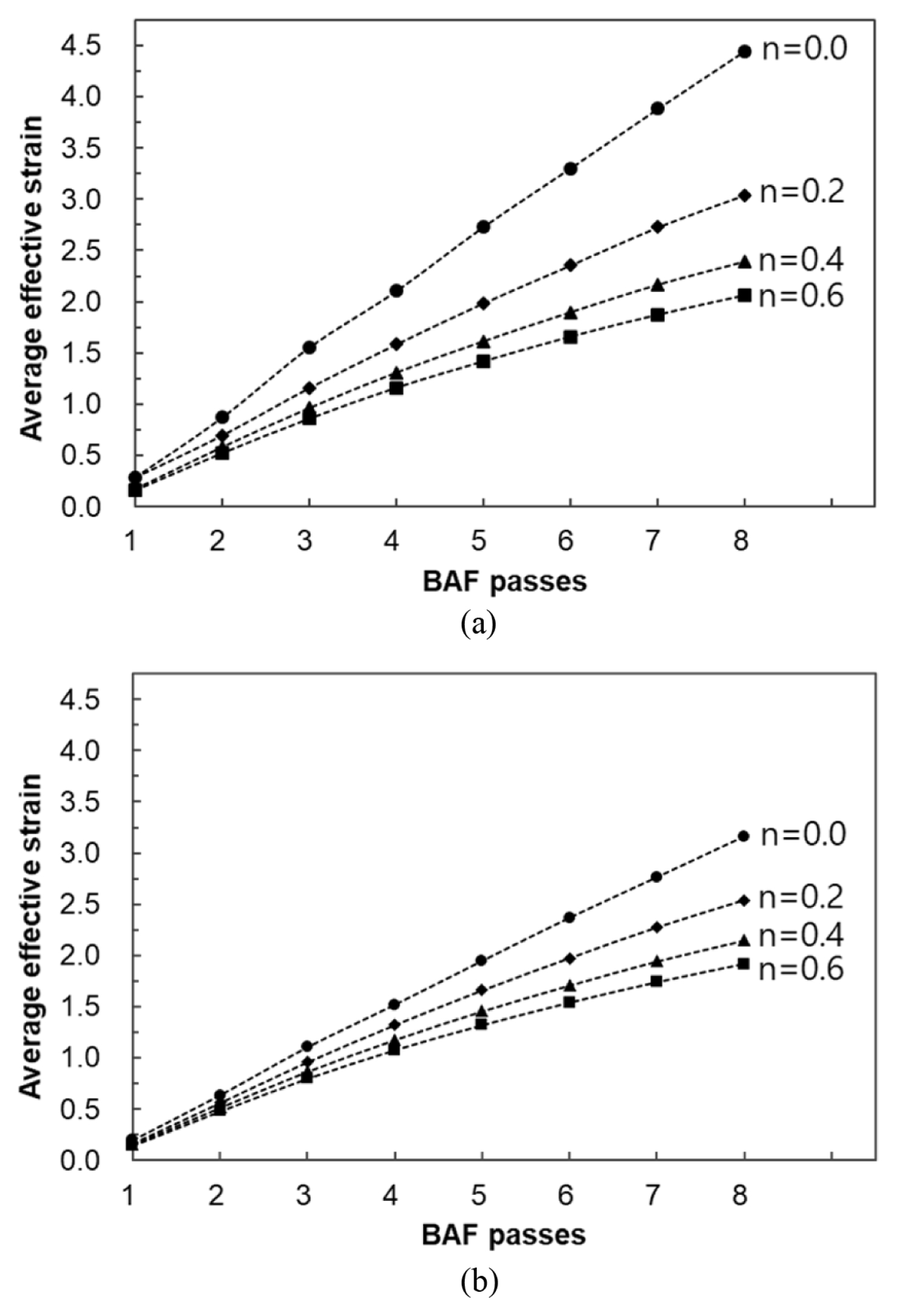
Fig. 8Effective strain estimation in the gauge regions of (a) Ø4 and (b) Ø6 tensile specimens
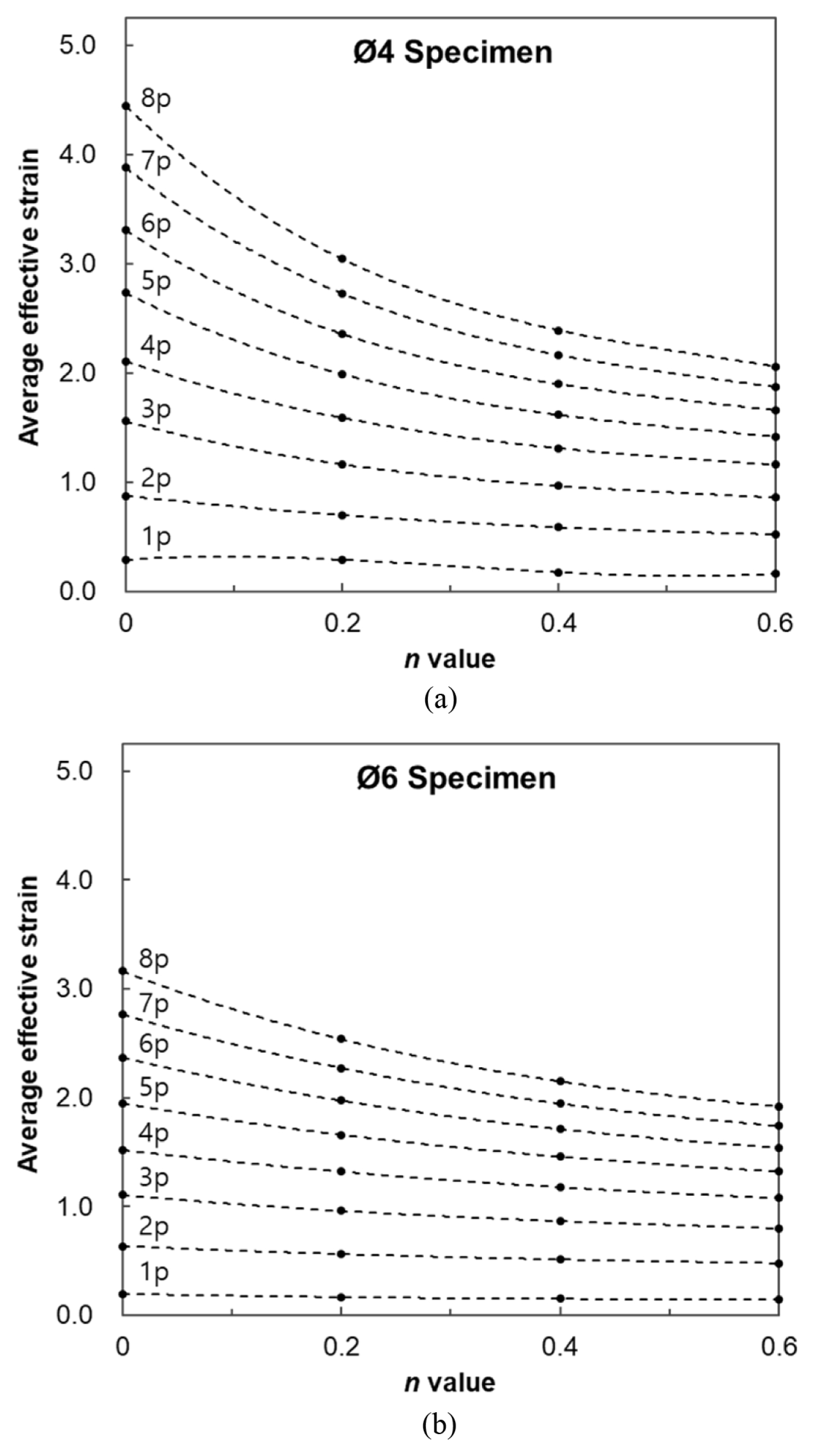
Fig. 9Visual appearance of forged workpieces with increasing number of passes

Fig. 10Change in the tensile properties of 6061 aluminum workpieces as a function of the number of forging passes and specimen diameters
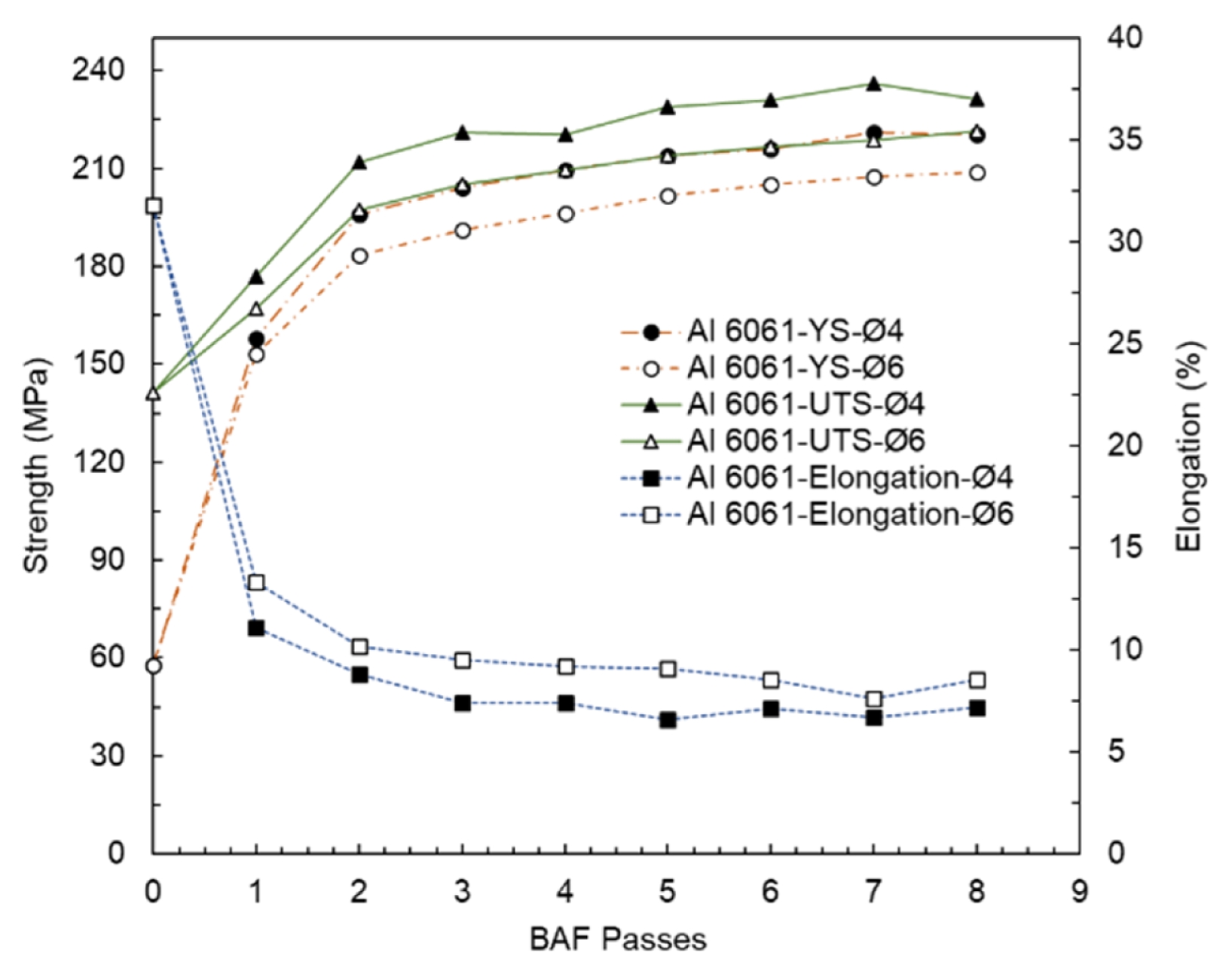
Fig. 11True stress–strain curve of 6061 aluminum from room-temperature compression tests and the corresponding power-law fitting
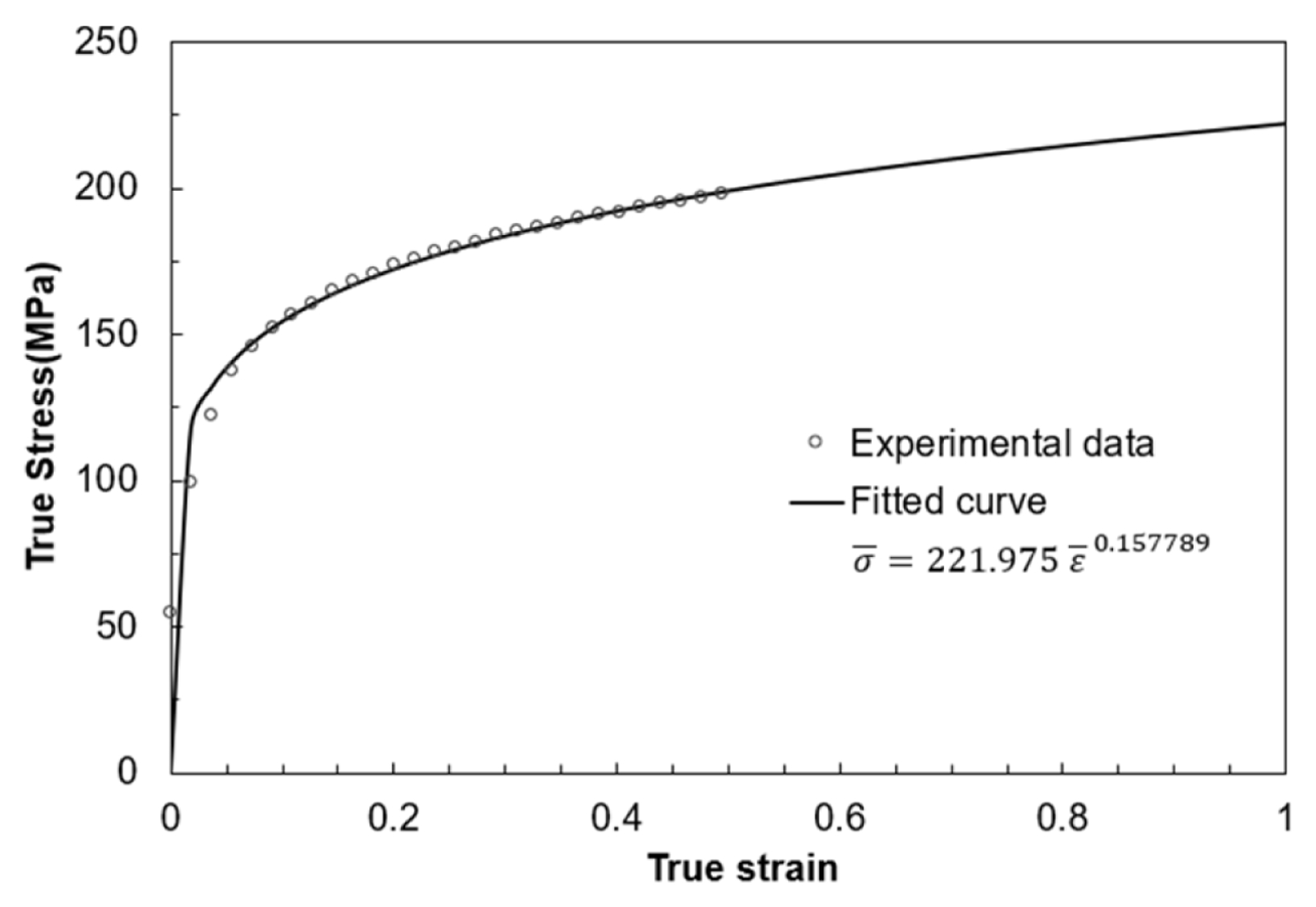
Fig. 12Variation in the tensile properties of 6061 aluminum workpieces as a function of average effective strain
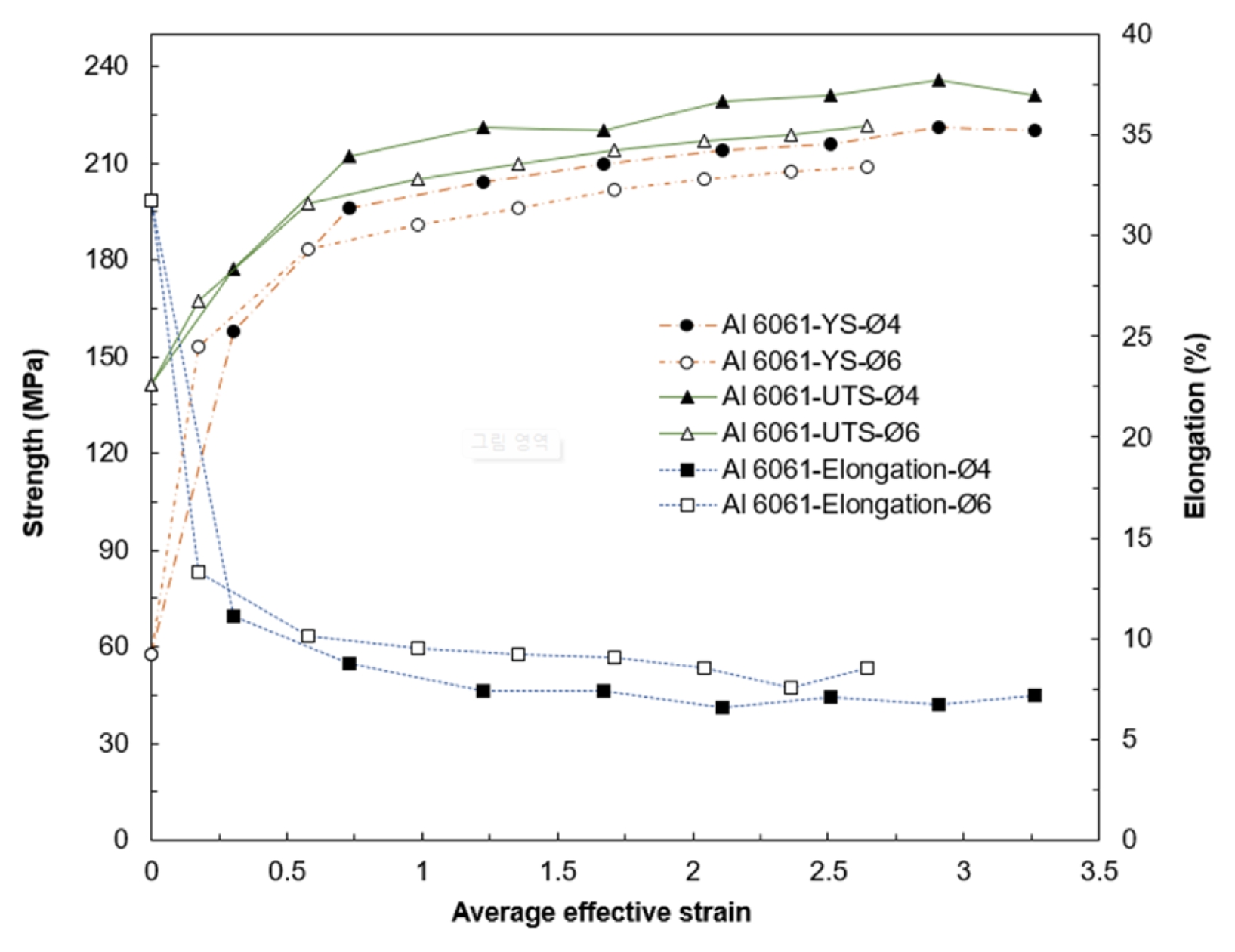
Fig. 13Microstructures of 6061 aluminum workpieces observed using optical microscopy as a function of forging pass number and cross-sectional location
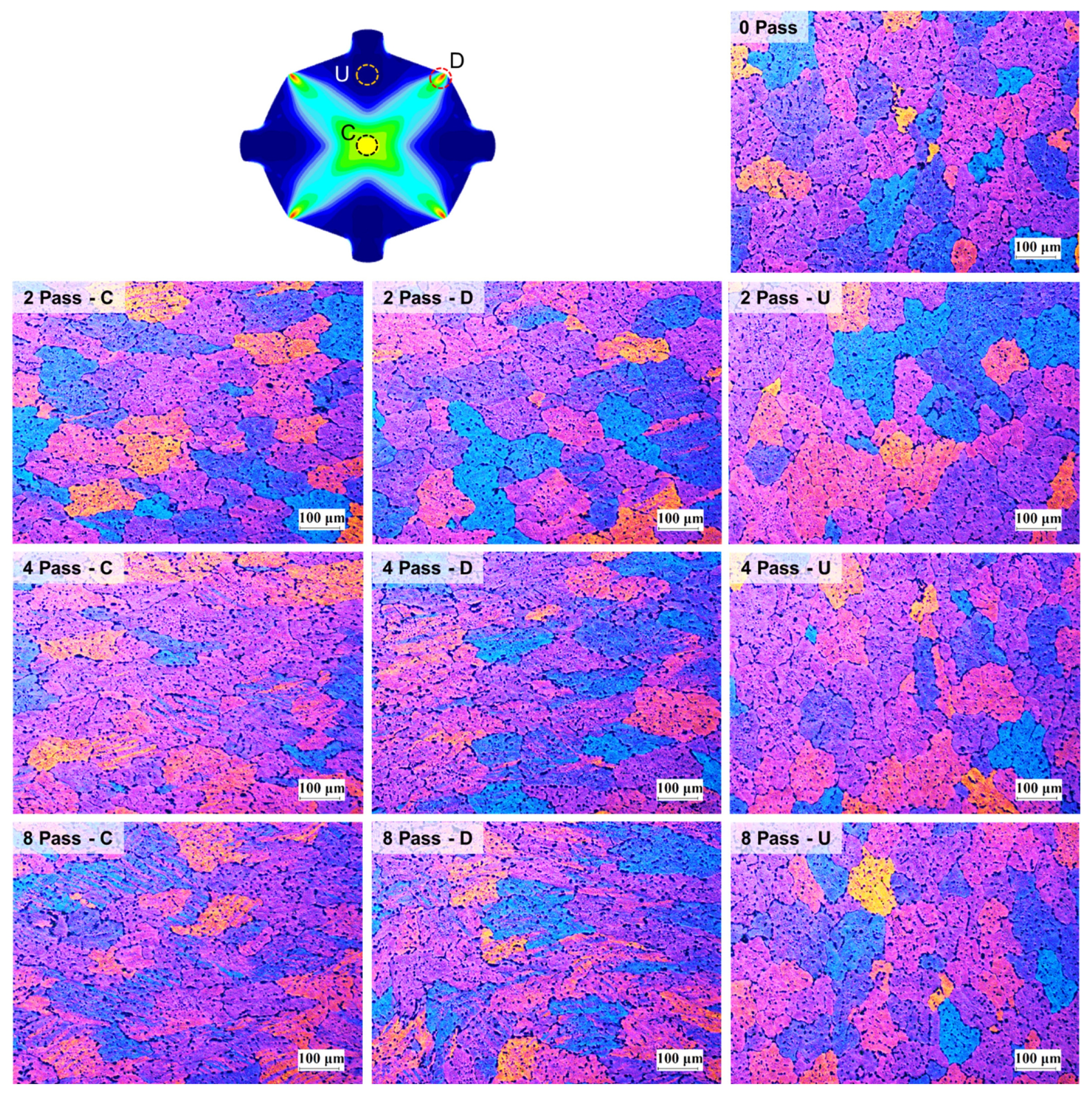
Table 1Polynomial fitting of average effective strain in tensile specimen measurement regions
Table 1
|
BAF passes |
Ax3 + Bx2 + Cx + D
|
|
|
Ø4 Specimen |
Ø6 Specimen |
|
|
|
A |
B |
C |
D |
A |
B |
C |
D |
|
1 |
4.4994 |
−4.1337 |
0.6468 |
0.2887 |
−0.1035 |
0.2315 |
−0.19 |
0.1977 |
|
2 |
−0.1765 |
0.8638 |
−1.0399 |
0.8733 |
−0.1513 |
0.386 |
−0.4381 |
0.6375 |
|
3 |
−2.2025 |
3.7803 |
−2.6383 |
1.5559 |
−0.5462 |
0.9872 |
−0.9052 |
1.1059 |
|
4 |
−2.3728 |
4.4439 |
−3.3914 |
2.1069 |
−0.2585 |
0.8547 |
−1.1574 |
1.5202 |
|
5 |
−4.0397 |
7.0479 |
−4.967 |
2.732 |
−0.502 |
1.4089 |
−1.7096 |
1.9485 |
|
6 |
−5.5281 |
9.396 |
−6.3917 |
3.3037 |
−0.855 |
2.1942 |
−2.3873 |
2.3689 |
|
7 |
−6.7134 |
11.422 |
−7.7897 |
3.8821 |
−0.9281 |
2.6342 |
−2.9525 |
2.7644 |
|
8 |
−8.9278 |
14.736 |
−9.6048 |
4.4453 |
−1.7251 |
4.0135 |
−3.8606 |
3.1622 |
Table 2Estimated average effective strain of 6061 aluminum alloy as a function of the number of BAF passes
Table 2
|
BAF passes |
Avg. effective strain [%] |
|
Ø4 |
Ø6 |
|
1 |
30.6 |
17.3 |
|
2 |
73.0 |
57.7 |
|
3 |
122.5 |
98.6 |
|
4 |
167.3 |
135.8 |
|
5 |
210.8 |
171.2 |
|
6 |
250.7 |
204.3 |
|
7 |
291.1 |
236.0 |
|
8 |
326.2 |
264.6 |
REFERENCES
- 1. Azushima, A., Kopp, R., Korhonen, A., Yang, D. Y., Micari, F., Lahoti, G. D., Groche, P., Yanagimoto, J., Tsuji, N., Rosochowski, A., Yanagida, A., (2008), Severe plastic deformation (SPD) processes for metals, CIRP Annals, 57(2), 716-735.
- 2. Zhang, H., He, Z., Gao, W., (2023), Effect of surface severe plastic deformation on microstructure and hardness of Al alloy sheet with enhanced precipitation, Materials Letters, 333, 133632.
- 3. Rogachev, S. O., Zavodov, A. V., Naumova, E. A., Chernenok, T. V., Lukina, E. A., Zadorozhnyy, M. Y., (2023), Improvement of strength–ductility balance of Al–Ca–Mn–Fe alloy by severe plastic deformation, Materials Letters, 349, 134797.
- 4. Manjunath, G. K., Bhat, K. U., Kumar, G. V. P., (2021), Dry sliding wear behaviour of Al-5Zn-2Mg alloy processed by severe plastic deformation, Materials Today: Proceedings. 46(19):9232-9238.
- 5. Parimi, A. K., Robi, P. S., Dwivedy, S. K., (2011), Severe plastic deformation of copper and Al–Cu alloy using multiple channel-die compression, Materials & Design, 32(4), 1948-1956.
- 6. Zha, M., Li, Y., Mathiesen, R. H., Bjørge, R., Roven, H. J., (2014), Achieve high ductility and strength in an Al–Mg alloy by severe plastic deformation combined with inter-pass annealing, Materials Science and Engineering: A, 598, 141-146.
- 7. Zhu, Z., Han, J., Gao, C., Liu, M., Song, J., Wang, Z., Li, H., (2017), Microstructures and mechanical properties of Al-Li 2198-T8 alloys processed by two different severe plastic deformation methods: A comparative study, Materials Science and Engineering: A, 681, 65-73.
- 8. Rogachev, S. O., Naumova, E. A., Vasileva, E. S., Magurina, M. Y., Sundeev, R. V., Veligzhanin, A. A., (2019), Structure and mechanical properties of Al–Ca alloys processed by severe plastic deformation, Materials Science and Engineering: A, 767, 138410.
- 9. Naumova, E. A., Rogachev, S. O., Sundeev, R. V., (2021), Effect of severe plastic deformations on structure features and mechanical behavior of Al4Ca intermetallic in Al-18% Ca alloy, Journal of Alloys and Compounds, 854, 157117.
- 10. Zhao, S., Meng, C., Mao, F., Hu, W., Gottstein, G., (2014), Influence of severe plastic deformation on dynamic strain aging of ultrafine grained Al–Mg alloys, Acta Materialia, 76, 54-67.
- 11. Mohammadi, A., Enikeev, N. A., Murashkin, M. Y., Arita, M., Edalati, K., (2021), Developing age-hardenable Al-Zr alloy by ultra-severe plastic deformation: Significance of supersaturation, segregation and precipitation on hardening and electrical conductivity, Acta Materialia, 203, 116503.
- 12. Moradpour, M. F., Khodabakhshi, F, Mohebpour, SR, Eskandari, H, Haghshenas, M, (2019), Finite element modeling and experimental validation of CGP classical and new cross routes for severe plastic deformation of an Al, Mg alloy, 37, 348-361.
- 13. Liu, M.-p, Sun, S.-c., Roven, H. J., Yu, Y.-d., Zhang, Z., Murashkin, M., Valiev, R. Z., (2012), Deformation defects and electron irradiation effect in nanostructured AlMg alloy processed by severe plastic deformation, Transactions of Nonferrous Metals Society of China, 22, 1810-1816.
- 14. Shin, Y. C., Ha, S. H., Kim, B. H., Yoon, Y. O., Lim, S. H., Choi, H. J., Kim, S. K., Hyun, S. K., (2020), Forgeability assessment of Al-6 wt%Mg alloy using biaxial alternate forging, Journal of Materials Processing Technology, 286, 116822.
- 15. Shin, Y. C., Ha, S. H., Yoon, Y. O., Kim, S. K., Choi, H. J., Hyun, KH, Hyun, SK, (2019), Microstructure evolution and tensile properties of Al-Mg alloy containing a high content of Mg by biaxial alternative forging, Transactions of Materials Processing, 28(6), 361-367.
- 16. Davis, J. R., (1993), Aluminum and aluminum alloys. ASM International.
- 17. Kim, H. S., Park, J. H., Sung, G. M., Kang, B. J., Cheong, S. K., Shin, K. H., (2024), A study on the shear characteristics based on the coverage of shot-peened Al6061-T6 bonded with CFRP, Journal of the Korean Society for Precision Engineering, 41(1), 31-36.
- 18. ASTM B557-15, (2023), Standard test methods for tension testing wrought and cast aluminum-and magnesium-alloy products
- 19. Valberg, H. S., (2010), Applied metal forming: including fem analysis. Cambridge University Press.
- 20. Marciniak, Z., Duncan, J. L., Hu, S. J., (2002), Mechanics of sheet metal forming, 2nd Edition, Butterworth-Heinemann.
- 21. Hosford, W. F., Caddell, R. M., (2011), Metal forming: Mechanics and metallurgy, 4th Edition, Cambridge University Press.
- 22. Awasthi, A., Saxena, K. K., Dwivedi, R. K., Buddhi, D., Mohammed, K. A., (2023), Design and analysis of ECAP processing for Al6061 Alloy: A microstructure and mechanical property study, International Journal on Interactive Design and Manufacturing, 17, 2309-2321.
- 23. Sakai, T., Belyakov, A., Kaibyshev, R., Miura, H., Jonas, J. J., (2014), Dynamic and post-dynamic recrystallization under hot, cold and severe plastic deformation conditions, Progress in Materials Science, 60, 130-207.
Biography
- Tae-Yeong So
Researcher in Materials · Supply Chain R&D Department, Korea Institute of Industrial Technology. His research interest is microstructure analysis.
- Seong-Ho Ha
Principal Researcher in Materials · Supply Chain R&D Department, Korea Institute of Industrial Technology. His research interest is alloy design and casting processes.
- Young-Chul Shin
Principal Researcher in Flexible Manufacturing R&D Department, Korea Institute of Industrial Technology. His research interest is metal forming and finite element analysis.