ABSTRACT
This study focuses on developing Spur Gear parts for electric hedge trimmers using precision cold forging technology. The existing product faced lifespan and quality issues, leading to frequent replacements and increased costs. To address these problems, we implemented a three-stage cold forging process, which enhances product durability and reduces expenses. Previously, Spur Gear parts were produced using traditional machining methods, including CNC machining, gear hobbing, and MCT machining. However, these methods resulted in frequent damage, contributing to higher costs. By transitioning to a three-stage cold forging process, we aim to significantly improve the lifespan of the product.
-
KEYWORDS: Spur gear parts, Electric hedge trimmer, Cold forging, Metal flow, Cost reduction
-
KEYWORDS: 스퍼기어 부품, 전기식 헤지트리머, 냉간 단조, 금속 유동, 비용 절감
1. Introduction
With the development of the landscaping and horticultural industries, the use of electric hedge trimmers for easily trimming garden trees and hedges is becoming more widespread. Electric hedge trimmers are evaluated as tools that can evenly cut a wide area of branches by utilizing long blades and can be trimmed into angled or rounded shapes according to the user's intention, ensuring both efficiency and work precision. In other words, an electric hedge trimmer is a pruning device used when trimming garden trees or hedges. It can trim a wide area evenly with a long blade and can be trimmed into a desired shape, such as creating an angle or rounding. The Spur Gear part for an electric hedge trimmer acts as a central rotating link between the saw body and the saw blade, and is a key part that continuously moves the saw blade back and forth alternately. It is important to manage the precision of the gear part, and it is a key part that requires a long lifespan. In other words, the Spur Gear part is an important part that transmits the rotational motion generated by the motor to the saw blade. In particular, the Spur Gear induces the reciprocating motion of the saw blade and directly affects the performance and lifespan of the electric equipment. Currently, Spur Gear parts for electric hedge trimmers are mainly manufactured by cutting and hobbing circular metal materials. However, this type of processing method causes various manufacturing problems such as tool wear and breakage, long production lead times, and gear damage, which are major factors that not only reduce part quality but also increase the possibility of industrial accidents. Therefore, this study proposed a method to replace the manufacturing method of Spur Gear parts with a three-step cold forging process. By applying the precision cold forging method, the gear shape can be formed directly, eliminating the hobbing process, and the mechanical performance and durability of the product can be improved by securing the flow line. This simplifies the manufacturing process and improves the product lifespan, and can also contribute to ensuring the safety of workers during the process and preventing industrial accidents. Precision cold forging technology is a technology that forms precise shapes and dimensions by putting materials into a die at room temperature and applying a load. It is applied to parts that require high shape precision and surface quality. Its characteristic is that it improves mechanical properties and product life by forming uniform and continuous metal flow lines inside the material. In addition, high precision can be secured by applying high-precision molds and lubrication technology, and final quality gear formation is possible. It is particularly suitable for small and lightweight precision parts or parts that require high strength and wear resistance [
1-
6]. Cold-hot composite forging technology is a fusion forming technology that can simultaneously secure the high formability of hot forging and the precision of cold forging, and is effective in manufacturing high-strength, complex-shaped machine parts. In other words, material fluidity can be secured through hot forming, and product dimensional precision and surface quality can be secured through cold forming [
7-
9]. The purpose of this study is to develop Spur Gear parts for electric hedge trimmers using precision cold forging technology. Existing products frequently experience gear breakage during repeated use, requiring frequent replacement of parts, which has led to problems of reduced quality reliability and increased manufacturing costs [
10,
11]. To solve these problems, this study applied precision cold forging technology to simplify the process and secure metal flow line inside the material, thereby overcoming the limitations of existing cutting processing methods and improving the strength and life of the product.
2. Die Experiment
2.1 Material Properties Testing
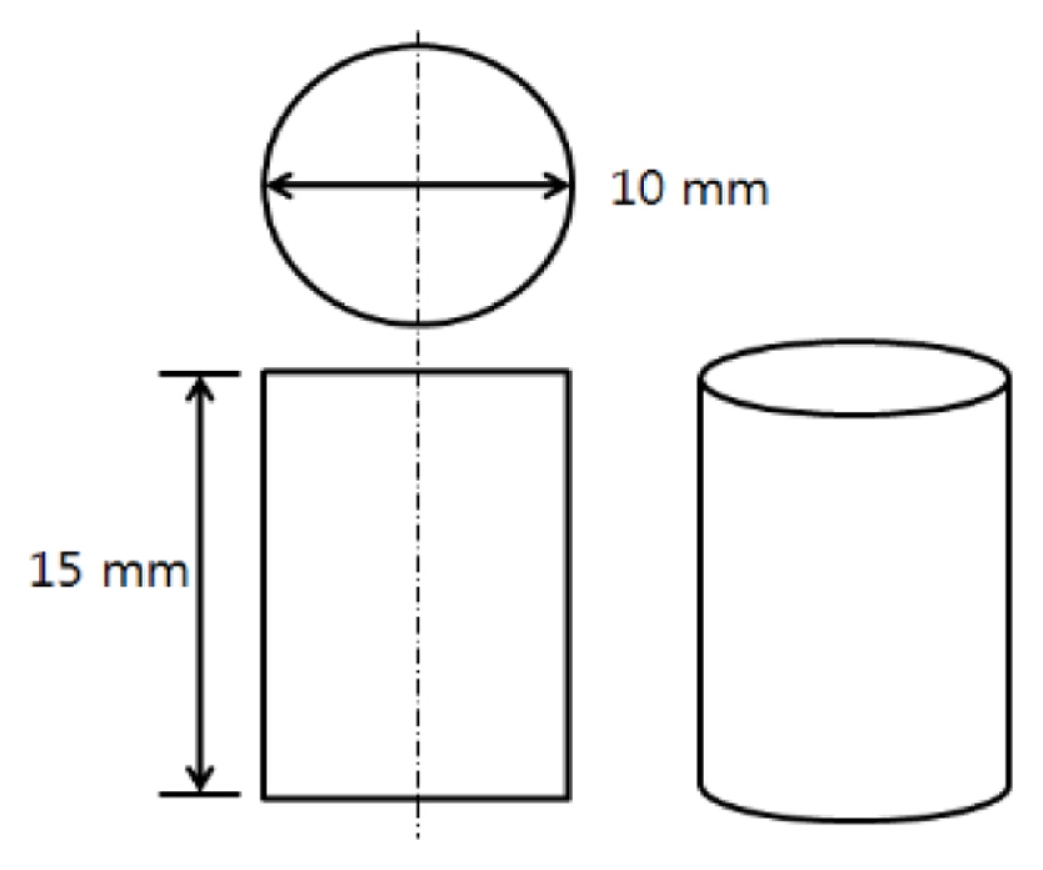
To analyze the forming behavior of Spur Gear parts, a compression test was performed to verify the mechanical properties. The material used in the test was SCM420, and the specimen was manufactured by wire cutting into a cylindrical shape with a diameter of 10 mm and a height of 15 mm, as shown in
Fig. 1. The compression test was performed at a test speed of 2 mm/min with a material reduction ratio of 60% (9 mm) using a 60 ton universal testing machine (UTM).
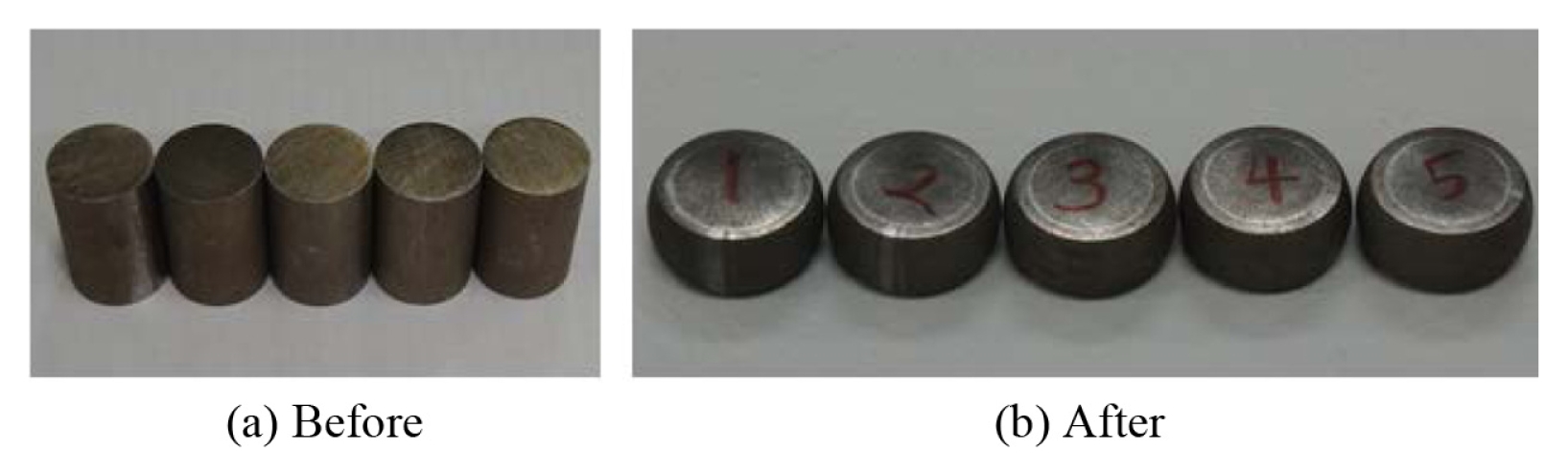
Fig. 2 shows the compression test equipment, and
Fig. 3 shows the specimens before and after the compression test.
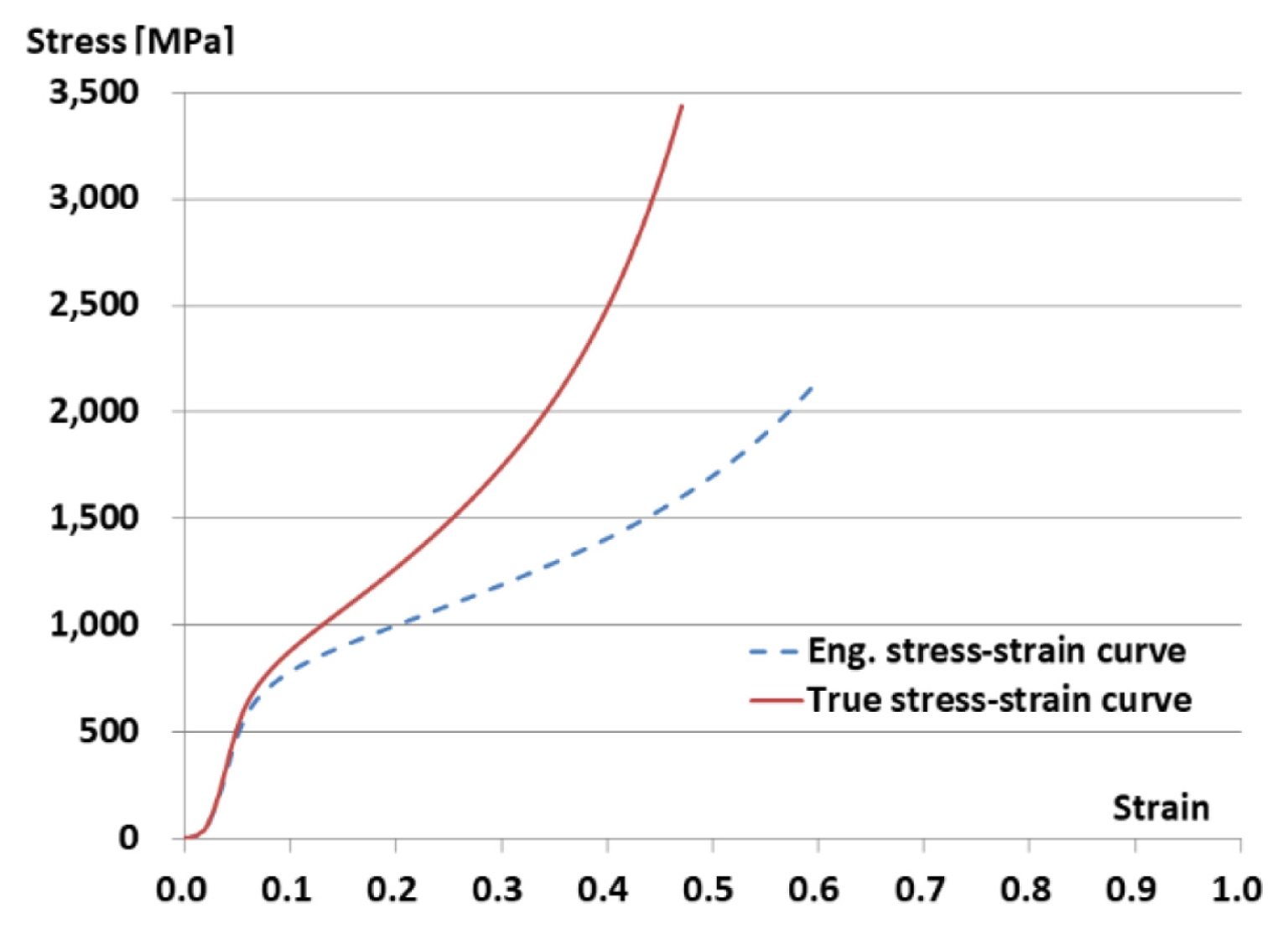
Fig. 4 shows the nominal stress and nominal strain diagrams of the SCM420 material compression process, and the acquired data were applied as the material properties for the forming behavior analysis.
The characteristics of the cold forging process are that it forms by applying large deformation in a forging press, so the machined surface is smooth and no post-processing is required, resulting in a high material recovery rate. In addition, the product has excellent dimensional accuracy and improved mechanical properties due to work hardening. The optimal process for the Spur Gear part for an electric hedge trimmer was designed by applying this precision cold forging forming technology. The number of forging processes is determined by the shape of the forged product and the degree of cross-sectional change. Even when the shape is complex and the cross-sectional change is severe, it is better to design the number of processes as small as possible. If the number of processes increases, it is difficult to reduce the cost due to the increase in the die manufacturing cost.
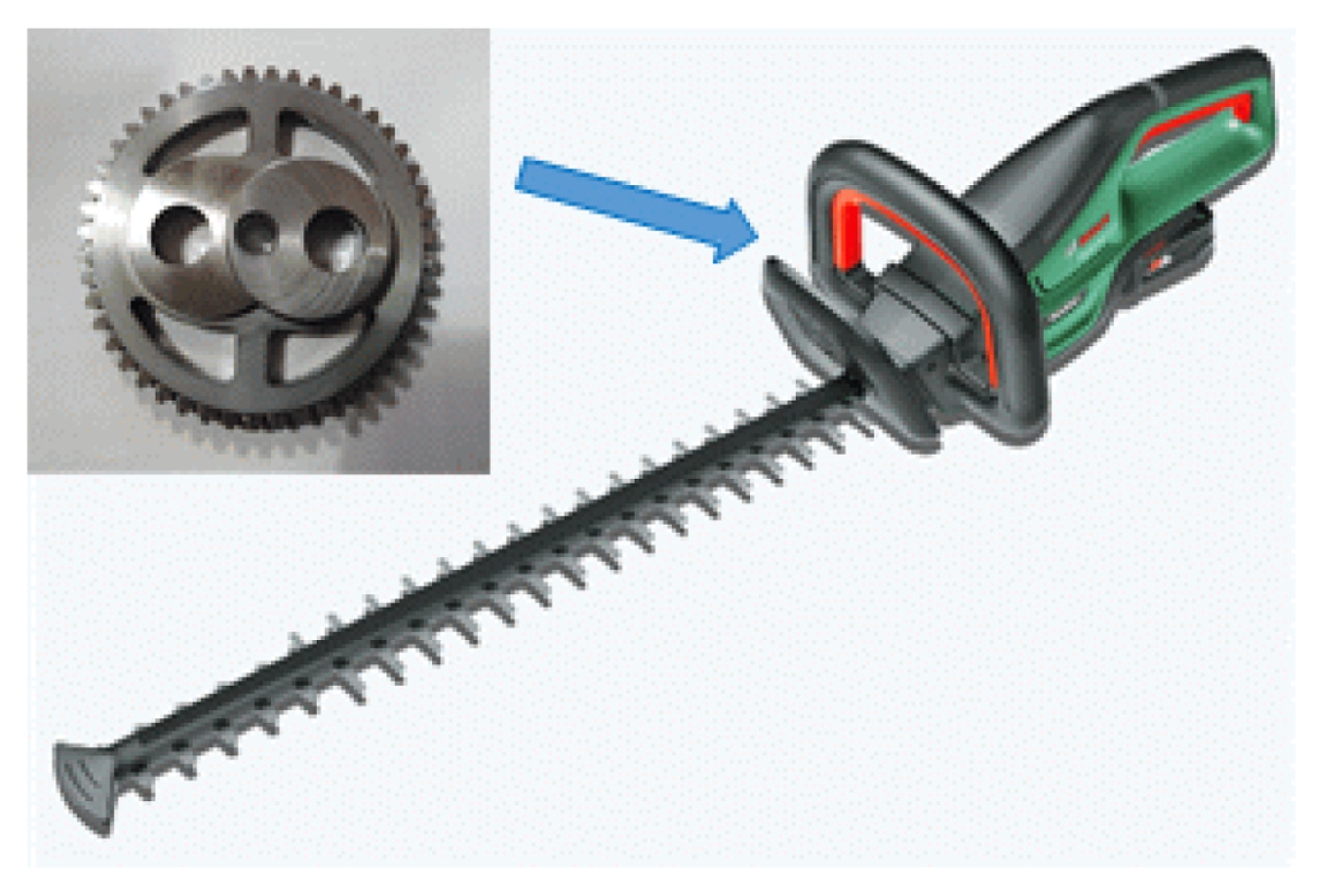
Fig. 5 shows the Spur Gear parts for an electric hedge trimmer. Existing Spur Gear parts are frequently damaged by cutting processes such as CNC machining, hobbing, and machining center machining, which causes product defects due to mold damage. To improve this, the optimal process was designed and a prototype mold was manufactured by applying precision cold forging technology. This Spur Gear part process is designed in three cold forging processes: Process 1, first cold forging, Process 2, second cold forging, and Process 3, third cold forging.
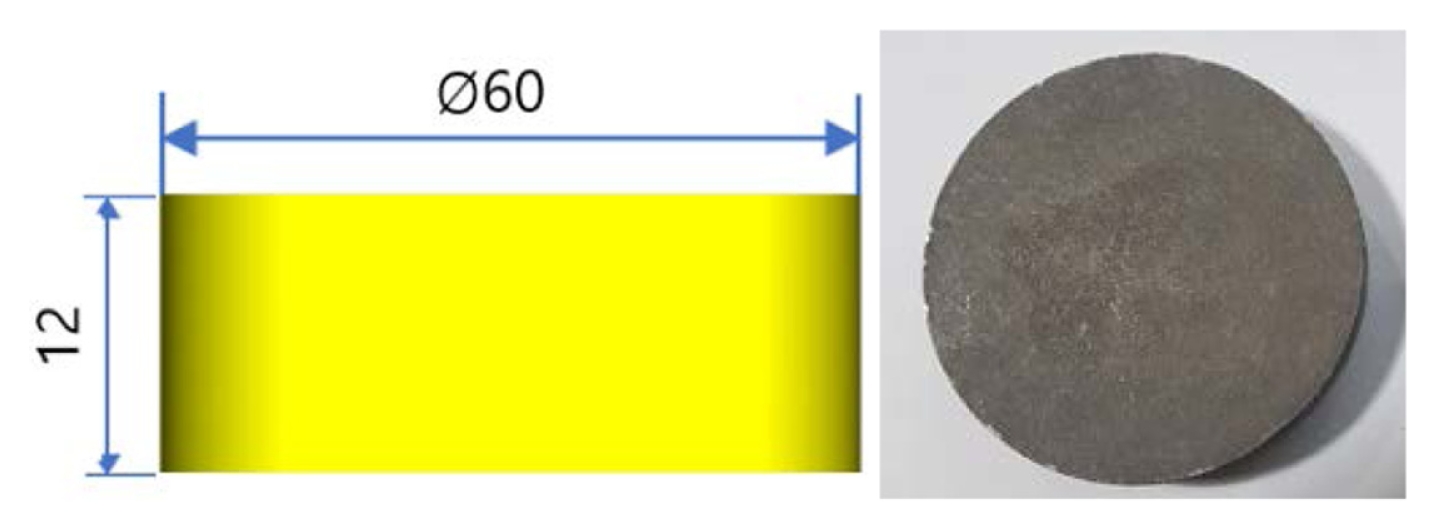
Table 1 shows the process sequence of the Spur Gear die. The preform was designed to be 60 × 12 mm by sawing the bar.
Fig. 6 shows the preform for cold forging. Process 1, the first cold forging process, is a process to form the product shape, and Process 2, the second cold forging process, is a process to form the Spur Gear. Process 3, the third cold forging process, is a composite process designed to size and pierce the final Spur Gear.
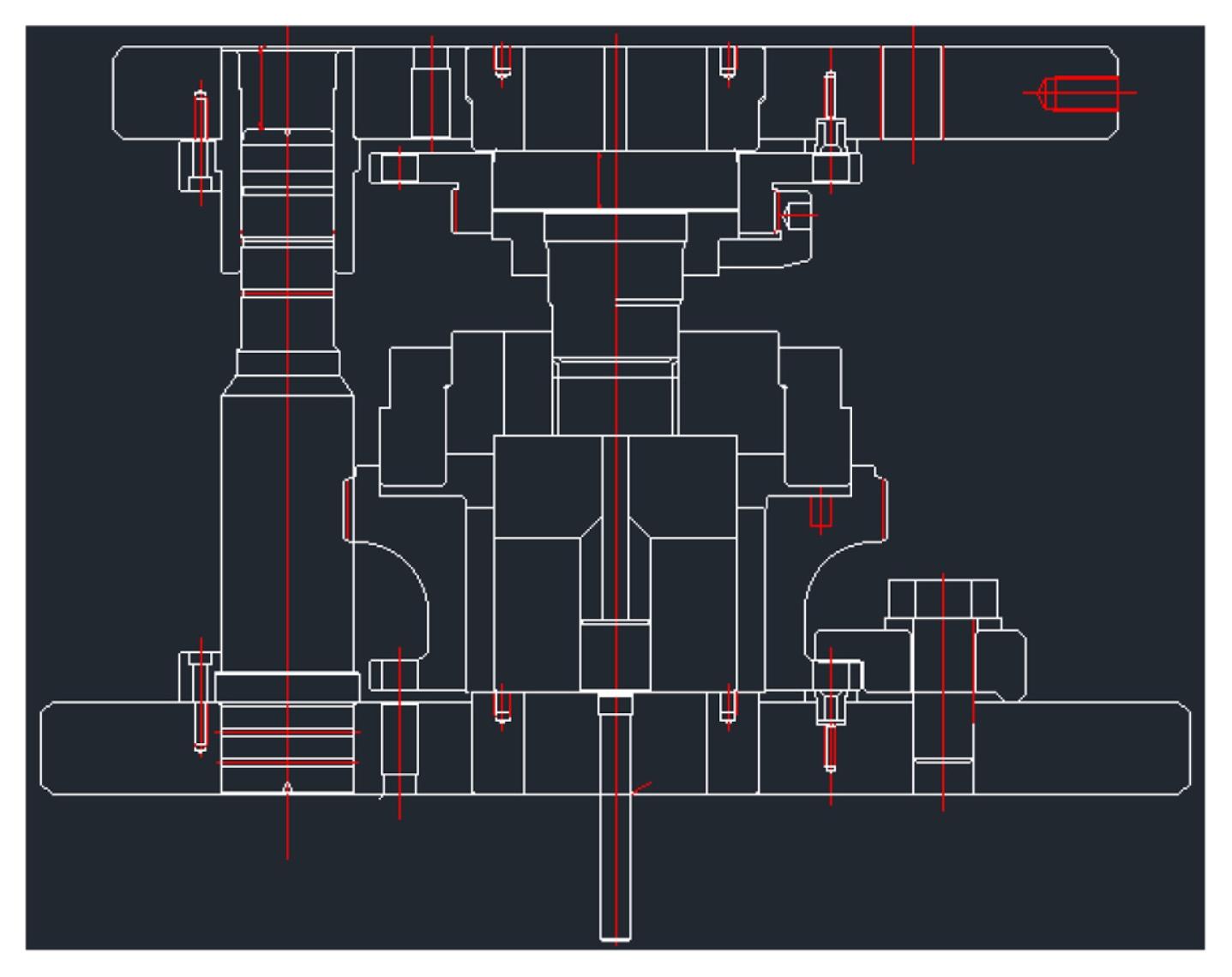
Fig. 7 shows the assembly diagram of the first cold forging die, and
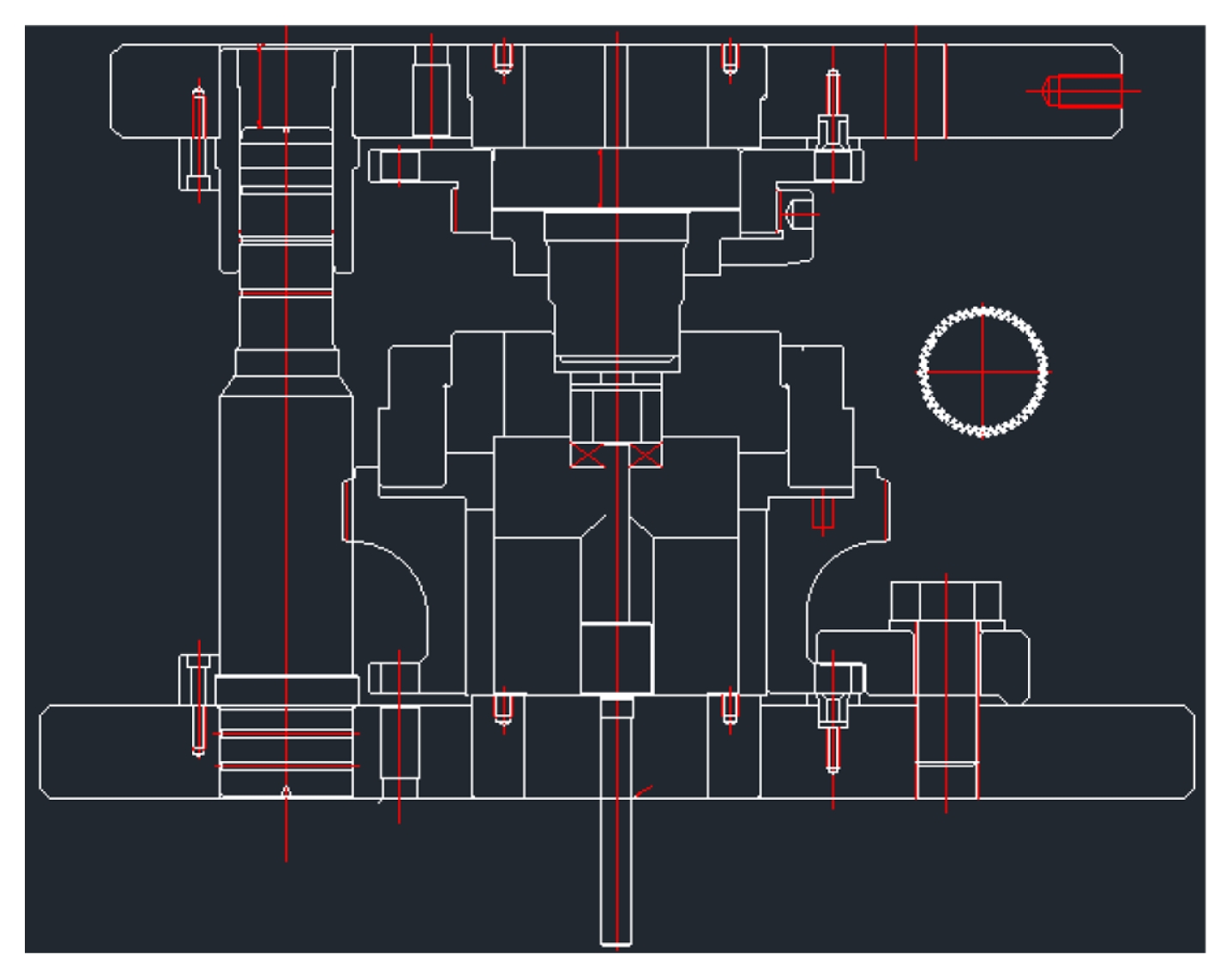
Fig. 8 shows the assembly diagram of the second cold forging die.
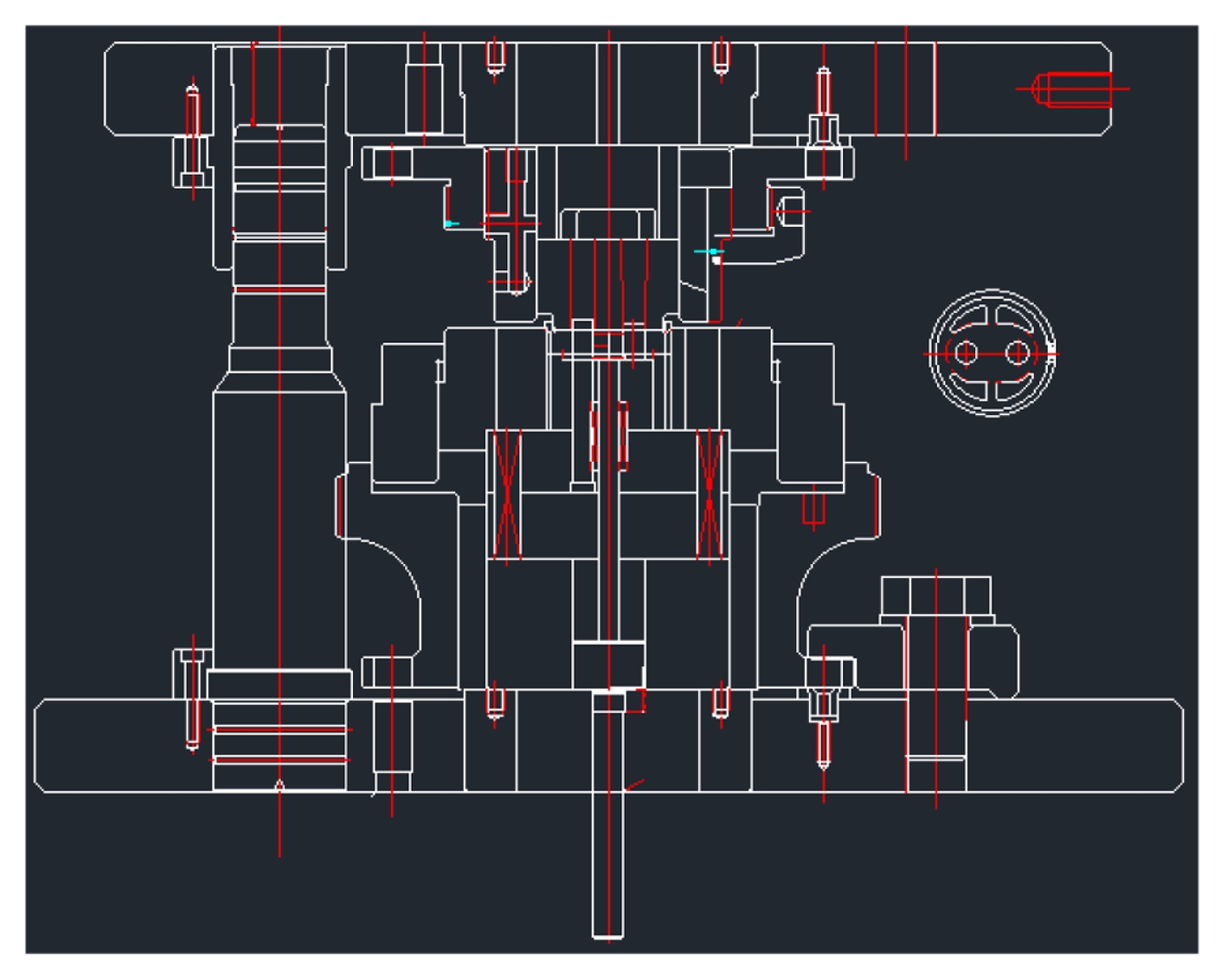
Fig. 9 shows the assembly diagram of the third cold forging die. The punches of the cold forging dies for each process were made of high-speed tool steel (SKH55), and the dies were made of hard alloy by heat shrinking.
3. Forging Analysis
Using 3D CAD S/W, Spur Gear parts and dies were modeled in three dimensions, and forging forming analysis of the Spur Gear die was performed using Simufact forming S/W. The first process, the first cold forging process, is a process for forming the product shape, the second process, the second cold forging process, is a process for forming Spur Gears, and the third cold forging process is a composite process for sizing and piercing the final Spur Gear. Forming analysis was performed for each forging process. For the forging forming analysis, the compression test data of SCM420 material was input as the mechanical material properties.
Table 2 shows the forging forming analysis conditions. The workpiece was assumed to be a plastic material and the punch and die were assumed to be rigid bodies, and a rigid-plastic finite element analysis was performed. The forging forming analysis was performed by dividing the friction coefficients by process into 0.08, 0.1, and 0.12 during cold forging. The forming speed of the forging press was applied as 20 SPM in the first cold forging process and the second cold forging process, and 10 SPM in the third cold forging process. In the 1-step cold forging process, a pre-fabricated preform is inserted into a die and formed, in the 2-step cold forging process, a process component manufactured in the 1st step is inserted into a die and a Spur Gear is formed, and in the 3-step cold forging process, the Spur Gear is sized and the product is pierced.
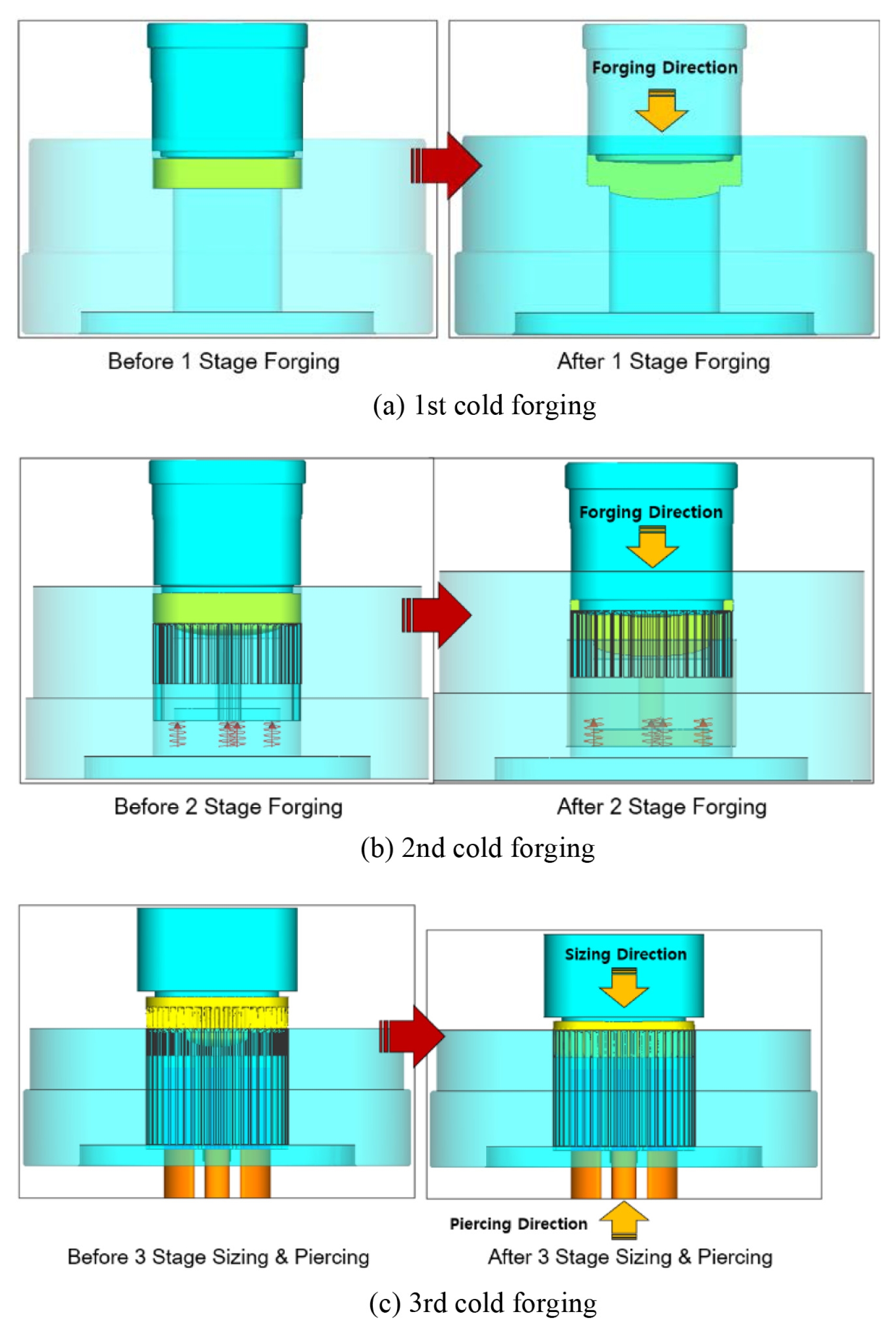
Fig. 10 shows 3D models before and after the cold forging process. Here,
Fig. 10(a) shows a 3D model of a 1-step cold forging die before and after forming,
Fig. 10(b) shows a 3D model of a 2-step cold forging die before and after forming, and
Fig. 10(c) shows a 3D model of a 3-step cold forging die before and after forming.
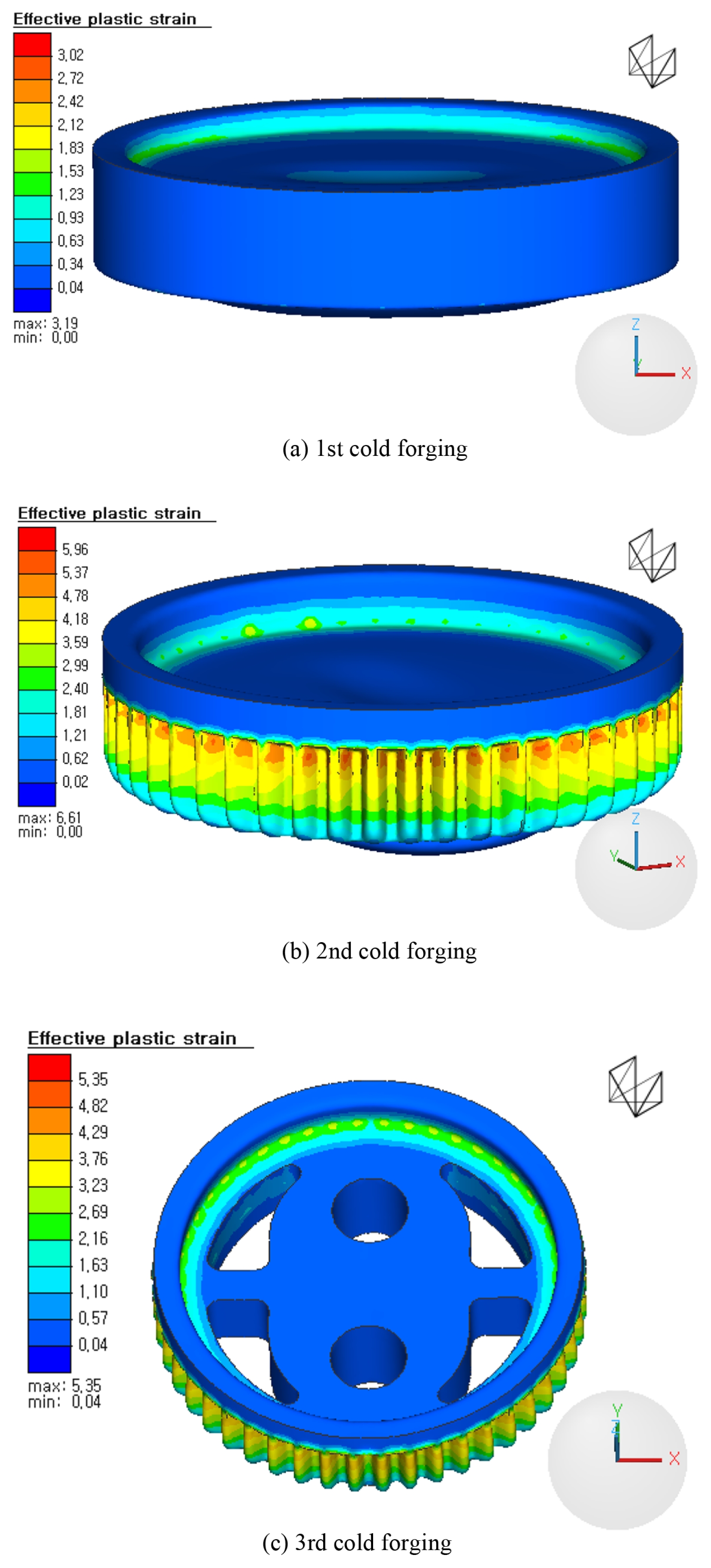
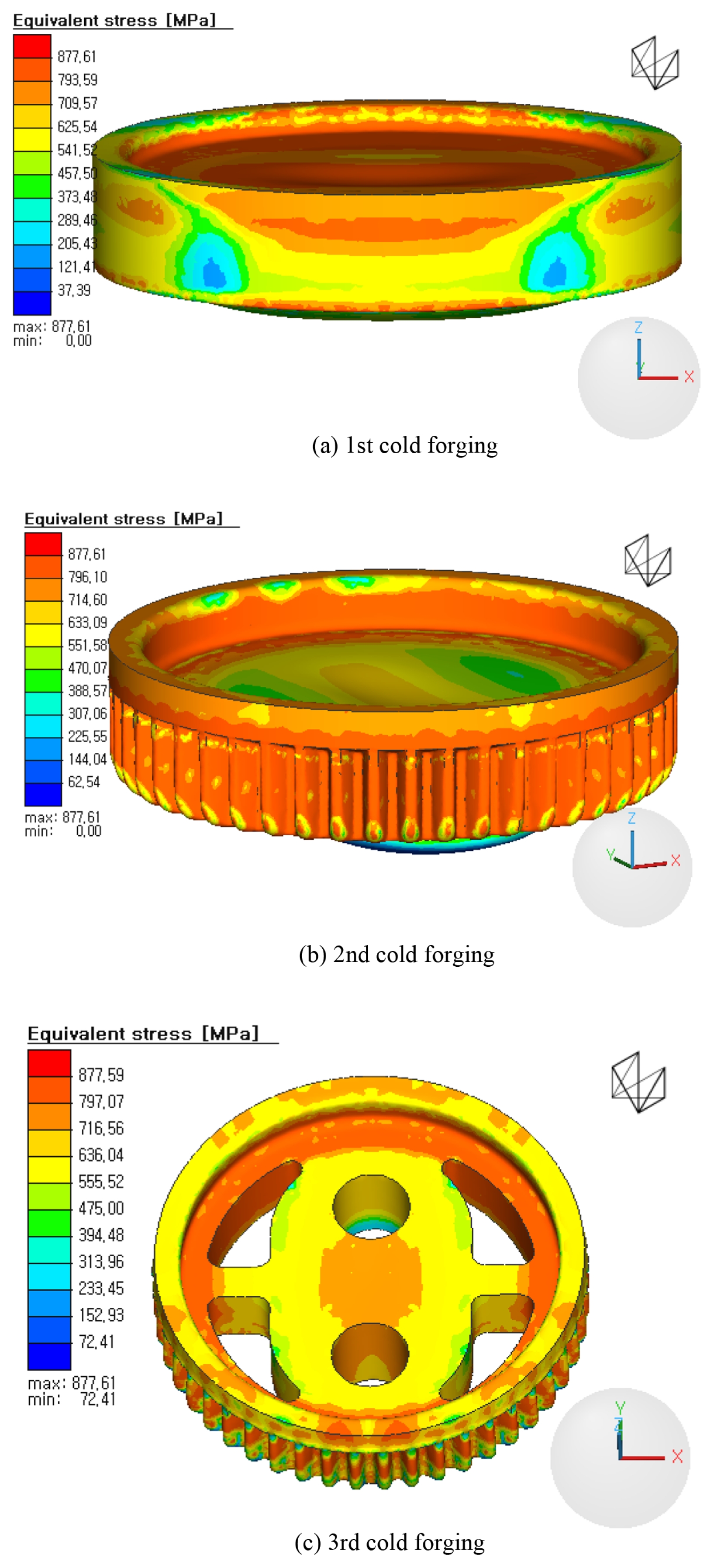
Fig. 11 shows the effective plastic strain of cold forged products by each process when the friction coefficient is 0.1, and
Fig. 12 shows the equivalent stress. Looking at the forming analysis results of the cold forging process, the first cold forging process is a process of forming a preform into a certain shape, so it is judged that forming is possible. The second cold forging process is a process of forming Spur Gears, and although the effective plastic strain and equivalent stress are high in the gear forming section, it is judged that gear forming is possible. The third cold forging process is a composite process of sizing and piercing the Spur Gear. In other words, since sizing forming is performed in the gear forming section to match the dimensional accuracy of the Spur Gear, it is judged that high-precision Spur Gear forming is possible from the analysis results.
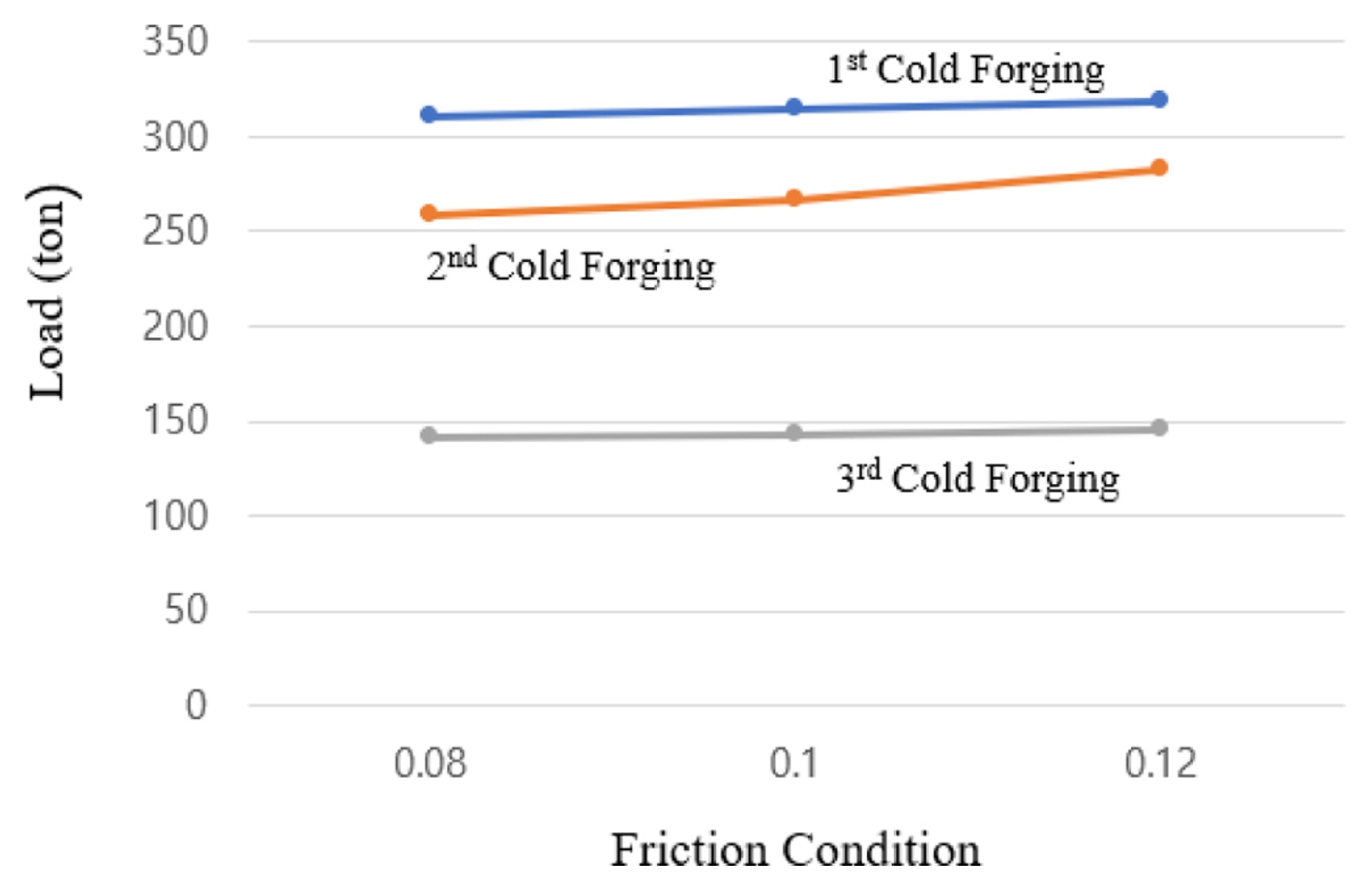
Fig. 13 shows the maximum load according to the friction coefficient as a result of the cold forging forming analysis. As a result of confirming the change in the maximum load according to the change in the friction coefficient, it is 310 tons in the first cold forging process when the friction coefficient is 0.08, 315 tons when it is 0.1, and 318 tons when it is 0.12. In the second cold forging process, it is 259 tons when it is 0.08, 267 tons when it is 0.1, and 282 tons when it is 0.12. In the third cold forging process, it is 141 tons when it is 0.08, 143 tons when it is 0.1, and 146 tons when it is 0.12. It can be seen that the maximum load also increases as the friction coefficient increases. In general, the friction coefficient is evaluated to be around 0.05 to 0.2 in cold forging when lubricated. Here, there was little difference in the shape of the cold forged product depending on the friction coefficient of 0.08, 0.1, 0.12, etc. In the first cold forging process, it is a process for forming a preform into a certain shape, and in the second cold forging process, it is a process for forming a Spur Gear. In the third cold forging process, it was predicted that forming would be possible through a composite process of sizing and forming the Spur Gear and performing piercing processing. It was judged to be applicable based on the 400-ton press actually used.
4. Results and Discussion
In order to reduce the manufacturing cost of Spur Gear parts for electric hedge trimmers, the process was designed in the order of 1st cold forging, 2nd cold forging, and 3rd cold forging by cutting SCM420 round bar material and producing a prototype by designing and manufacturing a prototype die. In the past, a large amount of cutting chips were generated by hobbing, CNC machining, and MCT machining, resulting in waste of raw materials and breakage of metal flow lines. However, as a result of improving the process with the cold forging method, the cutting chips were reduced by eliminating hobbing, reducing raw materials, and short-circuit lines were secured by cold forging. It is expected that securing such short-circuit lines will improve the product life and prevent industrial accidents.
Fig. 14 shows the 1st cold forging process of the Spur Gear die for electric hedge trimmers. The preform was inserted into the 1st cold forging die and forming processing was performed to a certain shape.
Fig. 15 shows the second cold forging process of the Spur Gear die for an electric hedge trimmer, and
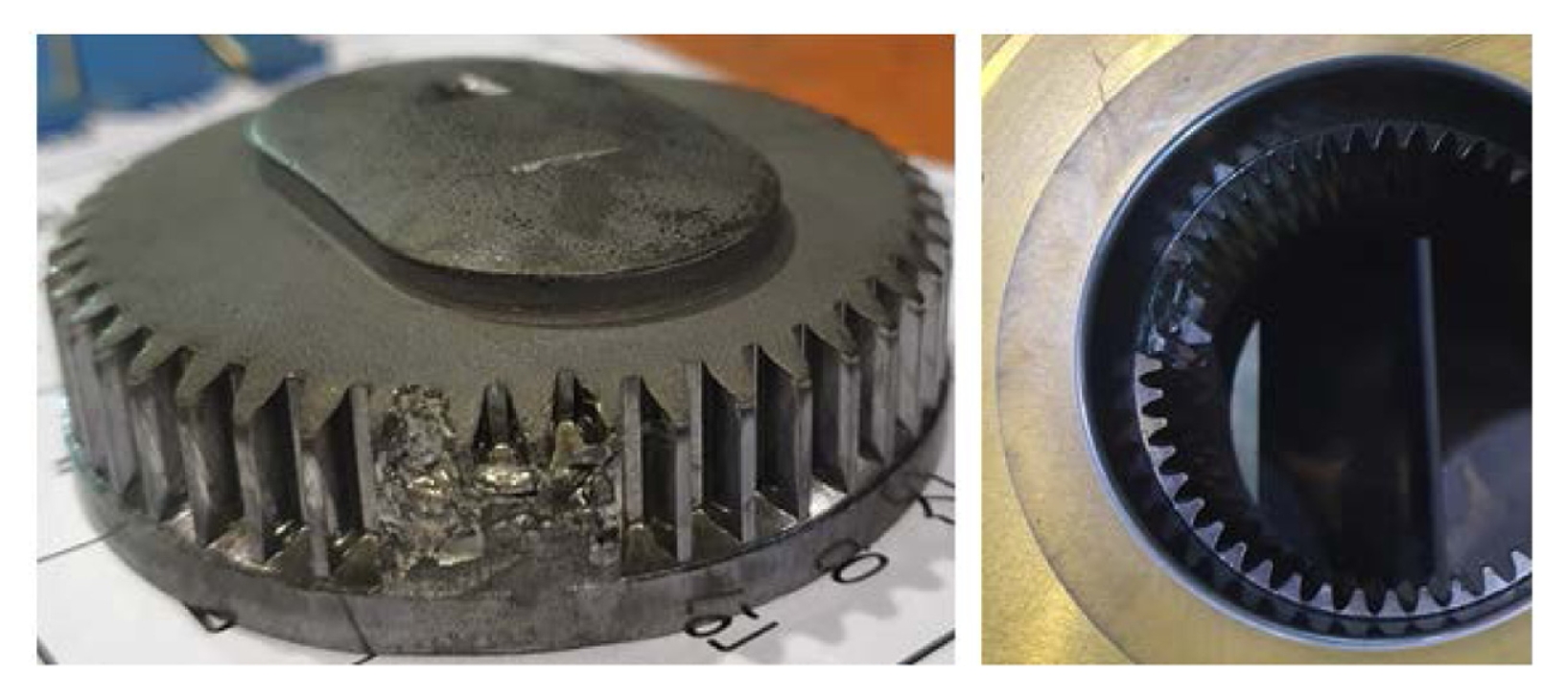
Fig. 16 shows the third cold forging process. The second cold forging process is a process for forming Spur Gears, and defects in the Spur Gear process product due to breakage of the Spur Gear die, as shown in
Fig. 17, may occur. To verify the reliability of the forming analysis performed in this study, the stress distribution results in
Fig. 12 and the actual mold failure shape in
Fig. 17 were analyzed. The forming analysis results confirmed that cracks and failures in the actual mold occurred in the gear section, where stress concentration was most severe, due to improper positioning of the process product.
In the third cold forging process, the Spur Gear is sized and formed, and piercing processing is performed.
Fig. 18 shows the first cold forging process product of the Spur Gear die for an electric hedge trimmer,
Fig. 19 shows the second cold forging process product, and
Fig. 20 shows the final cold forging process product. In the actual cold forging forming experiment, a cold forging process prototype was manufactured similar to the forming analysis results. The production of the second cold forging process prototype caused gear damage in the gear forming part due to the breakage of the cold forging die. To improve this, various forming experiments were conducted. The Spur Gear process part manufactured with the second cold forging die was manufactured with a prototype that satisfied the final dimensional accuracy in the third cold forging die process. That is, the third cold forging die was manufactured by inserting the second cold forging process product after installing the die in a 400-ton forging press. Unlike conventional cutting processes, the results of process design, mold analysis, mold manufacturing, and prototype production confirmed the feasibility of process optimization and molding performance.
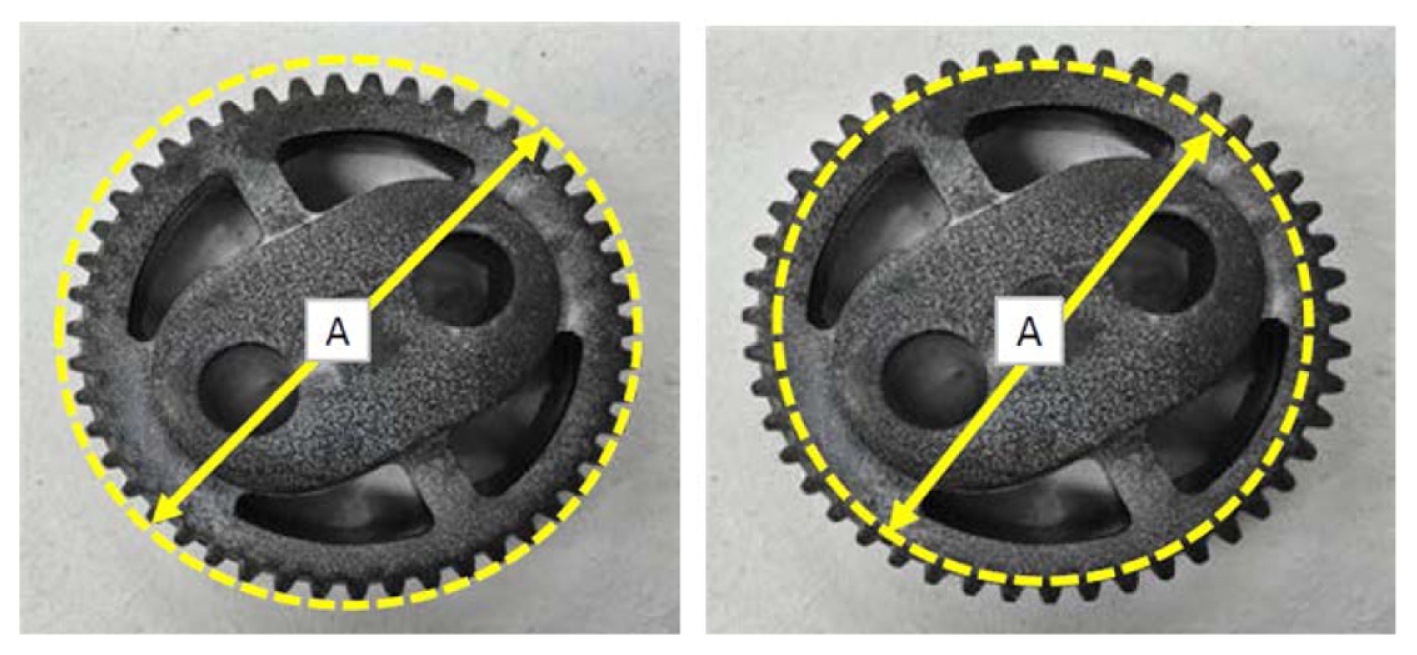
Fig. 21 shows the measurement of the outer and bottom diameters of the Spur Gear part for an electric hedge trimmer. The outer diameter and tooth base diameter of the Spur Gear product for electric hedge trimmer were measured using a 3D measuring machine. The outer diameter of the tooth was measured to be 0.012 mm for 5 samples, satisfying the precision requirement, and the tooth base diameter was measured to be 0.08 mm for 5 samples, satisfying the precision requirement.
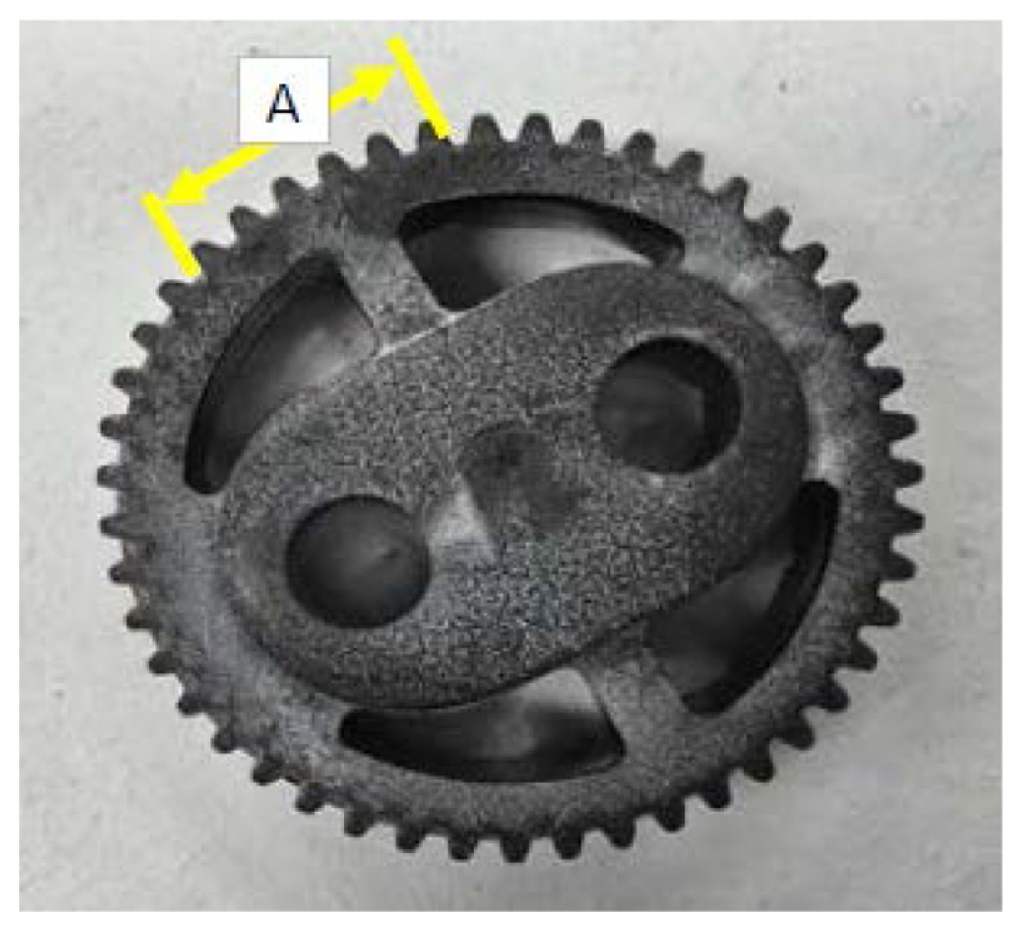
Fig. 22 shows the measurement of the span thickness of the Spur Gear part for an electric hedge trimmer. The span thickness of the Spur Gear part for an electric hedge trimmer was measured using a 3D scanner. The span thickness of five samples was measured to be 0.035 mm, satisfying the accuracy requirement.
5. Conclusion
This study developed a Spur Gear part for an electric hedge trimmer using precision cold forging technology, and presented an improvement process to improve the mold life. In order to apply the cold forging forming method for Spur Gear parts, material property evaluation, forging forming analysis, prototype mold design and manufacturing, and prototype performance evaluation were performed. The results of this study are summarized as follows.
(1) In order to understand the mechanical properties of SCM420, the raw material of Spur Gear parts, a stress-strain curve was obtained through a compression test, and good analysis results were obtained by applying these material properties during the forging forming analysis.
(2) From the results of the cold forging forming analysis, it can be seen that the maximum load increases as the friction coefficient increases, and the maximum load decreases as the cold forging process progresses. In addition, it was predicted that good Spur Gear forming is possible in the cold forging process.
(3) For the production of Spur Gear parts, the design was changed from the existing cutting process to a three-step cold forging process, and as shown in the forging forming analysis results, a final prototype with excellent dimensional accuracy was obtained through an actual cold forging mold experiment.
Fig. 1Test specimen size of SCM420
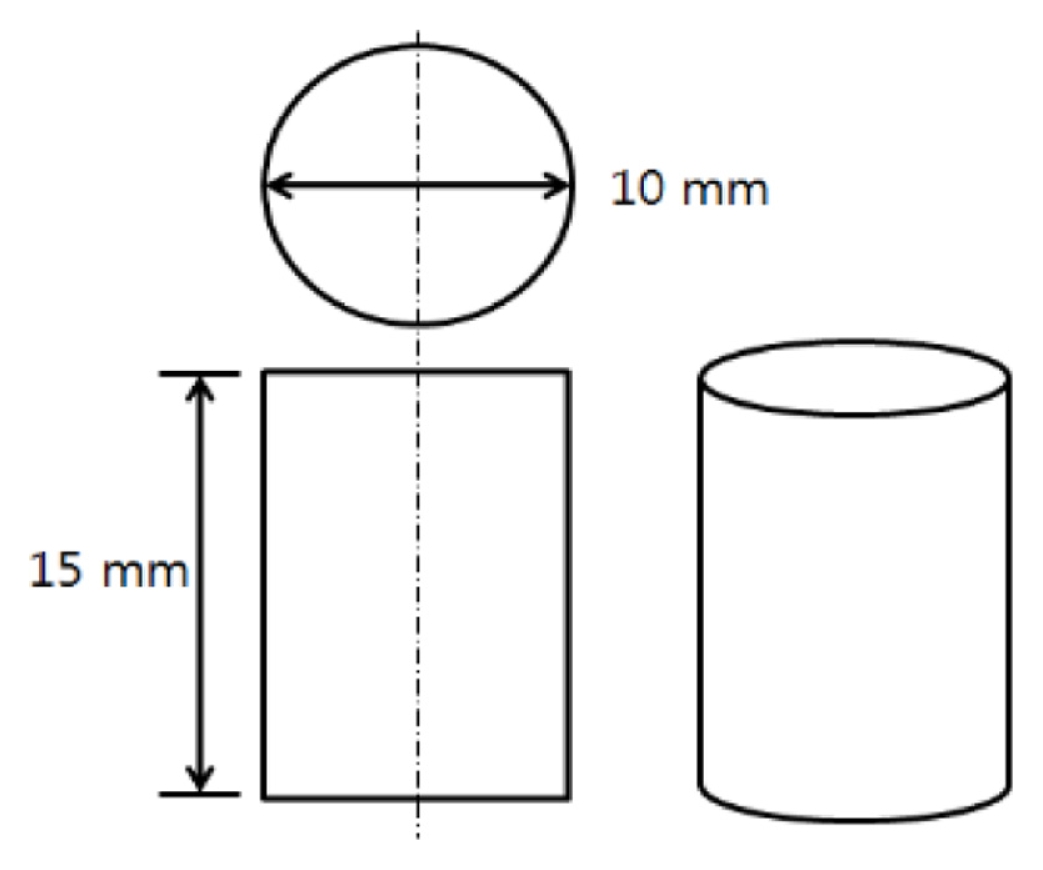
Fig. 2Experimental equipment for compression test

Fig. 3Test specimens of before and after compression test
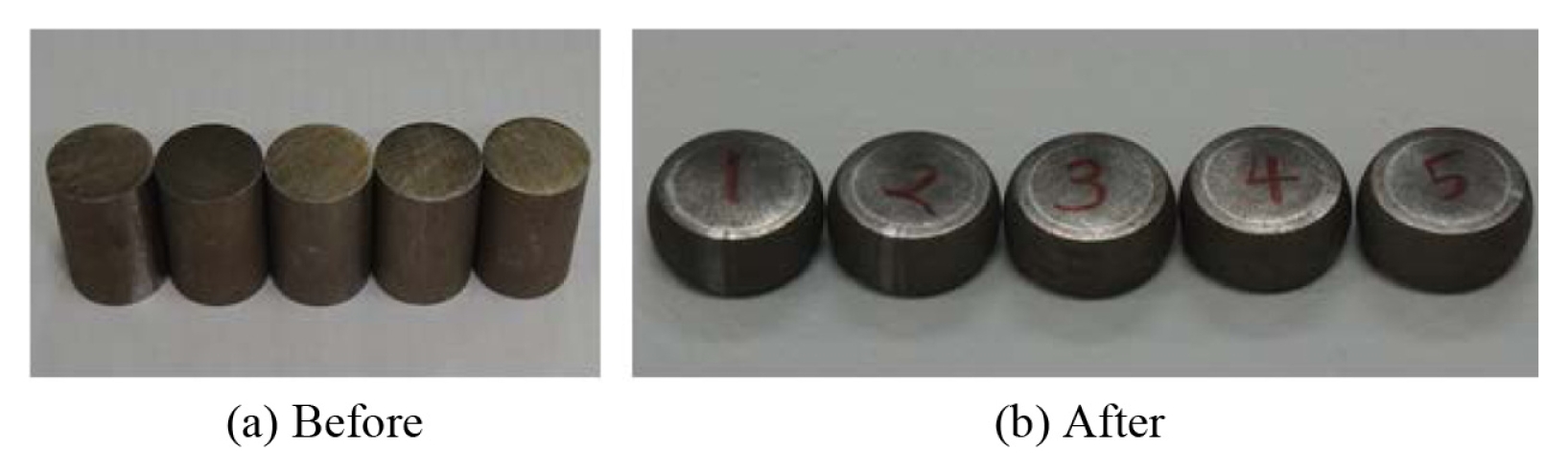
Fig. 4Stress-strain curve of the compression test for SCM420
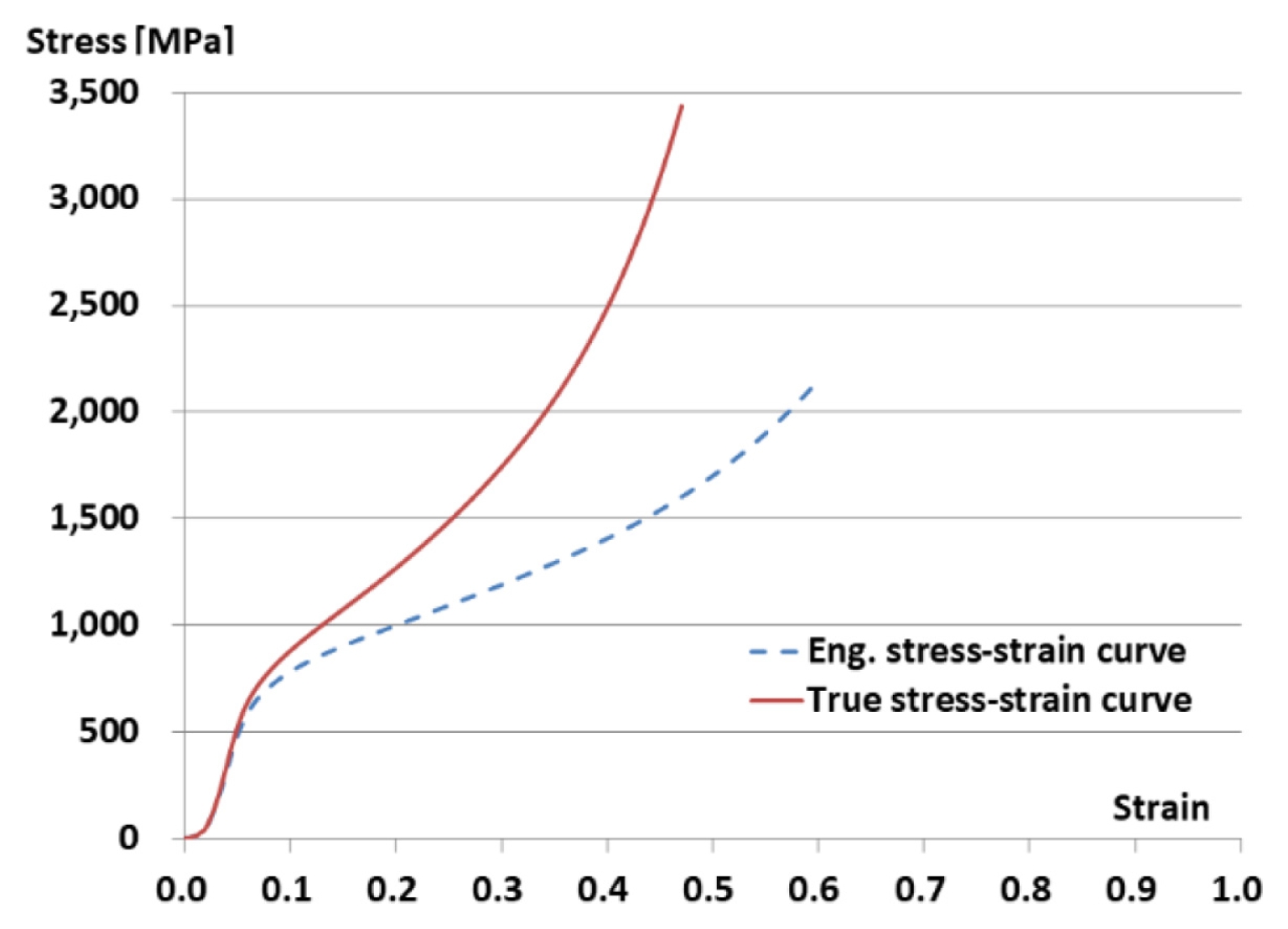
Fig. 5Electric hedge trimmer and spur gear parts
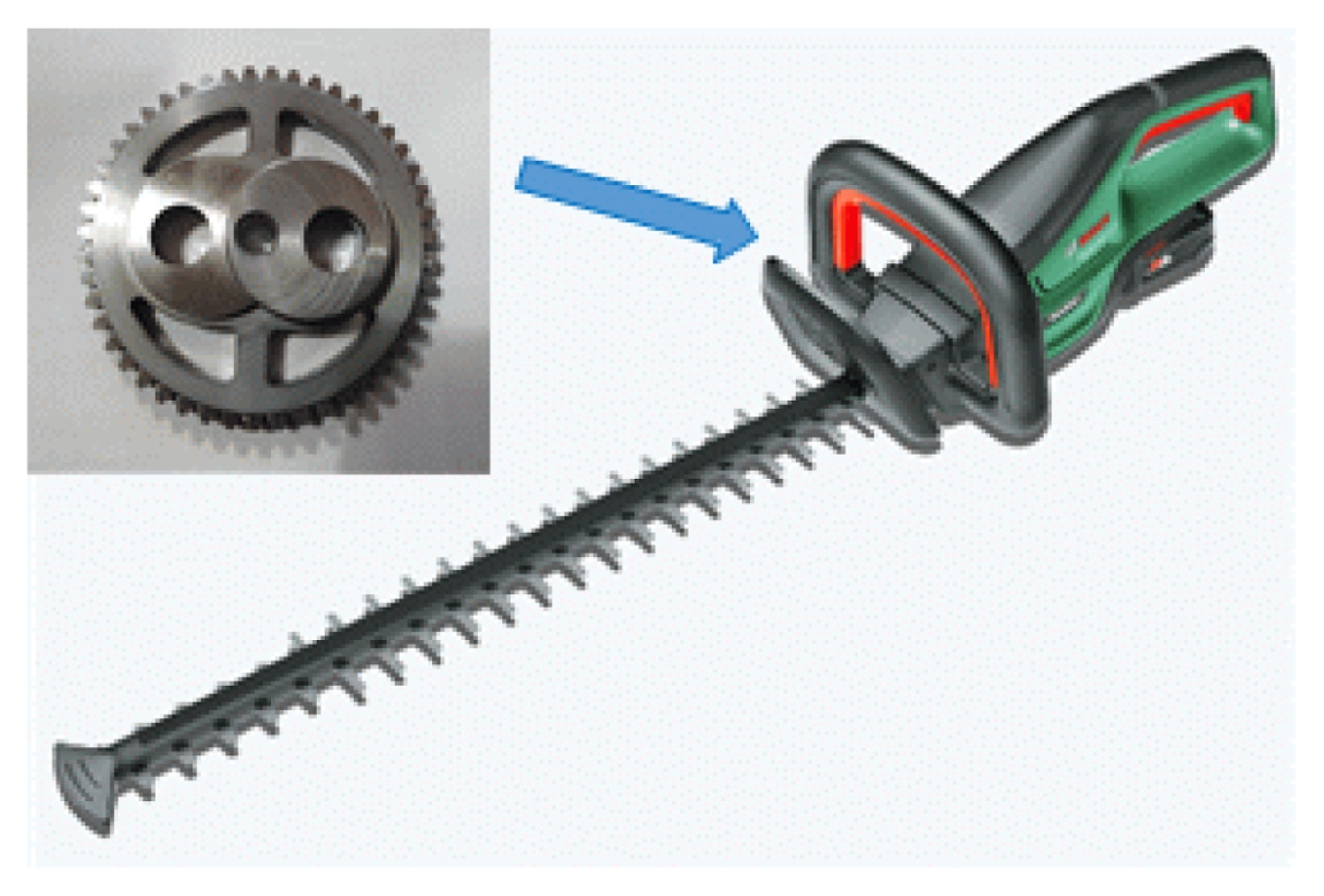
Fig. 6preformed shape for 1st cold forging of spur gear parts
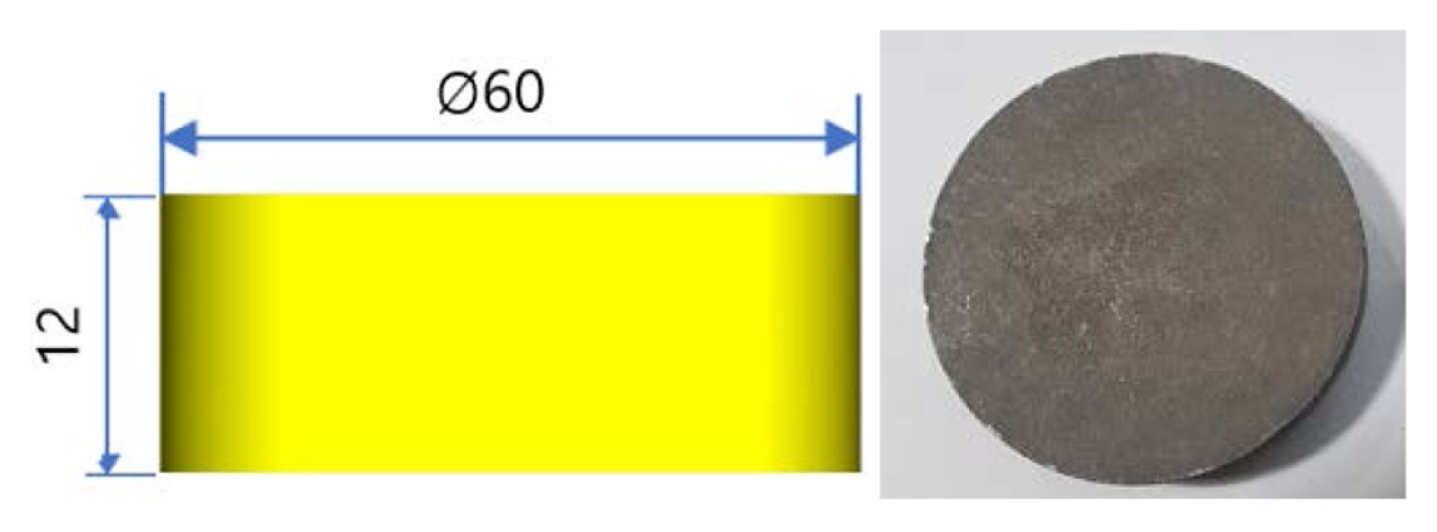
Fig. 71st cold forging die design of spur gear
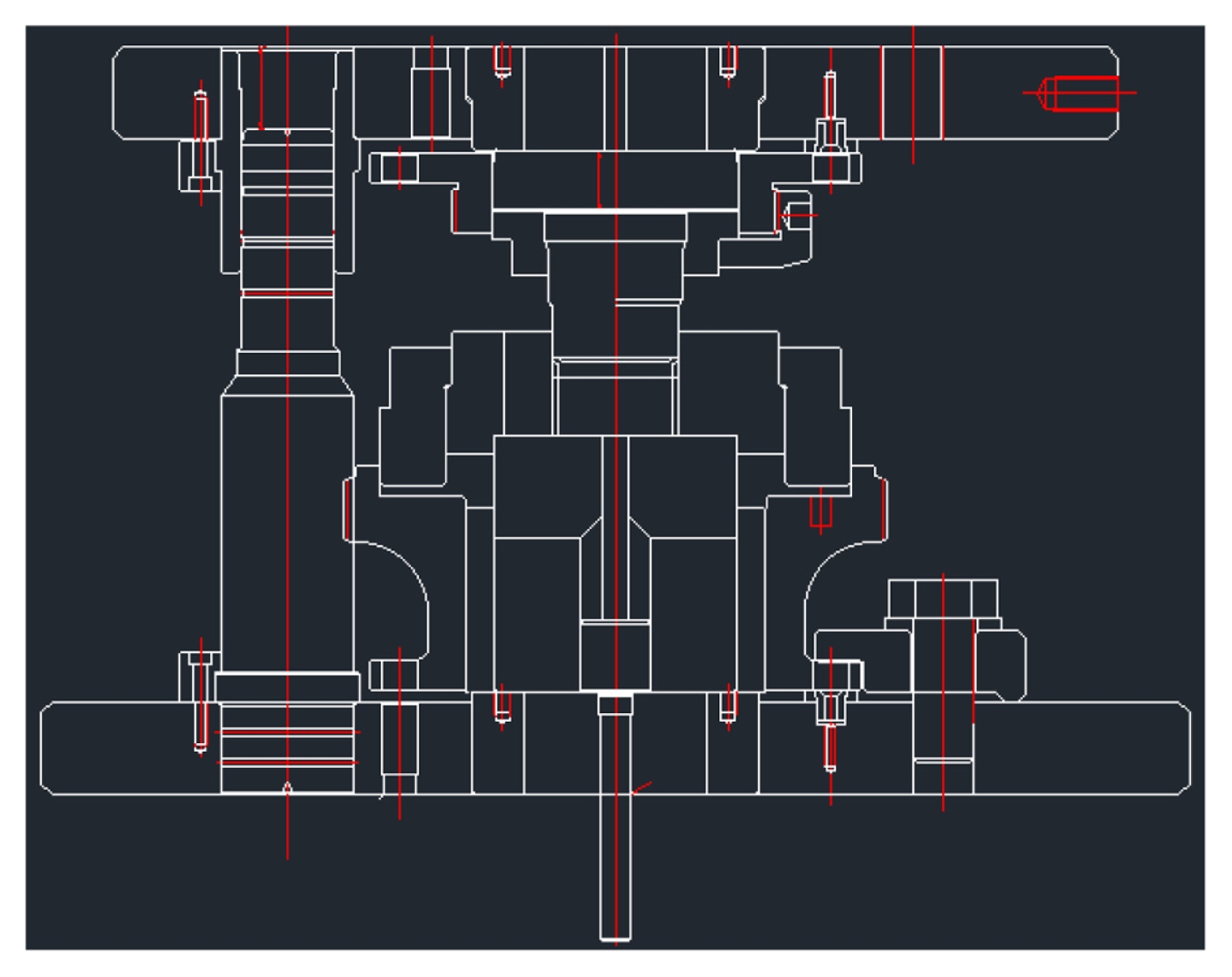
Fig. 82nd cold forging die design of spur gear
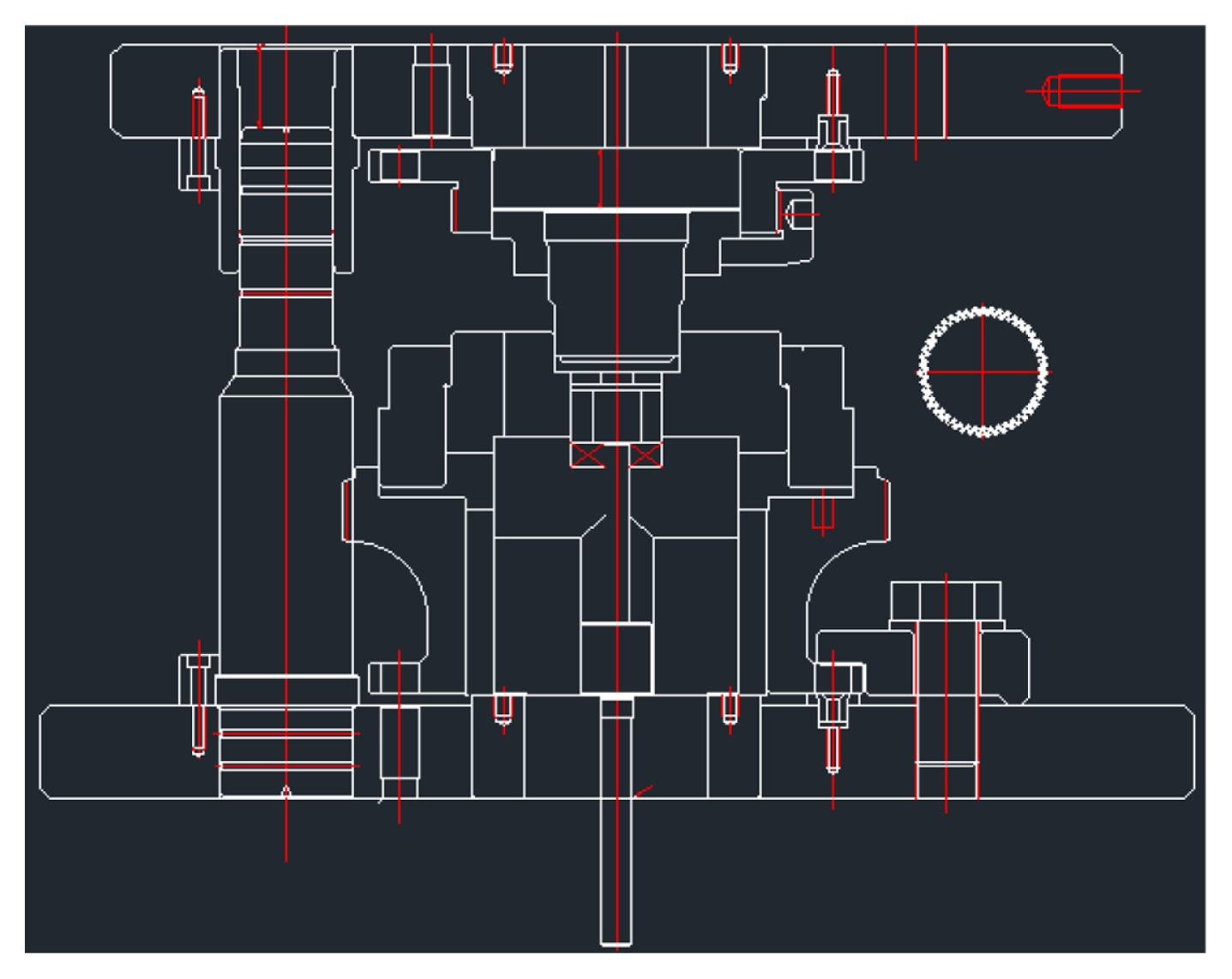
Fig. 93rd cold forging die design of spur gear
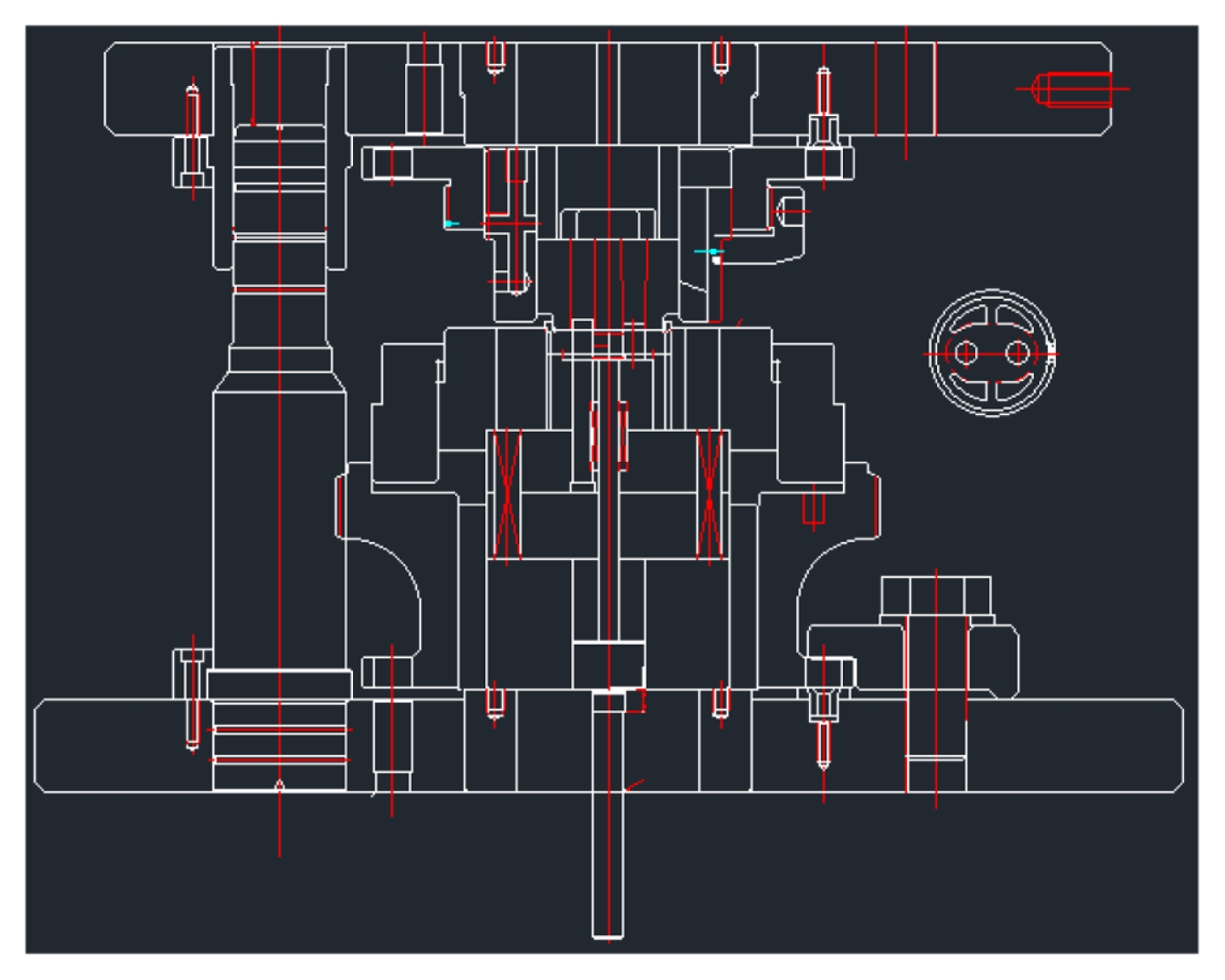
Fig. 103D model before and after cold forging
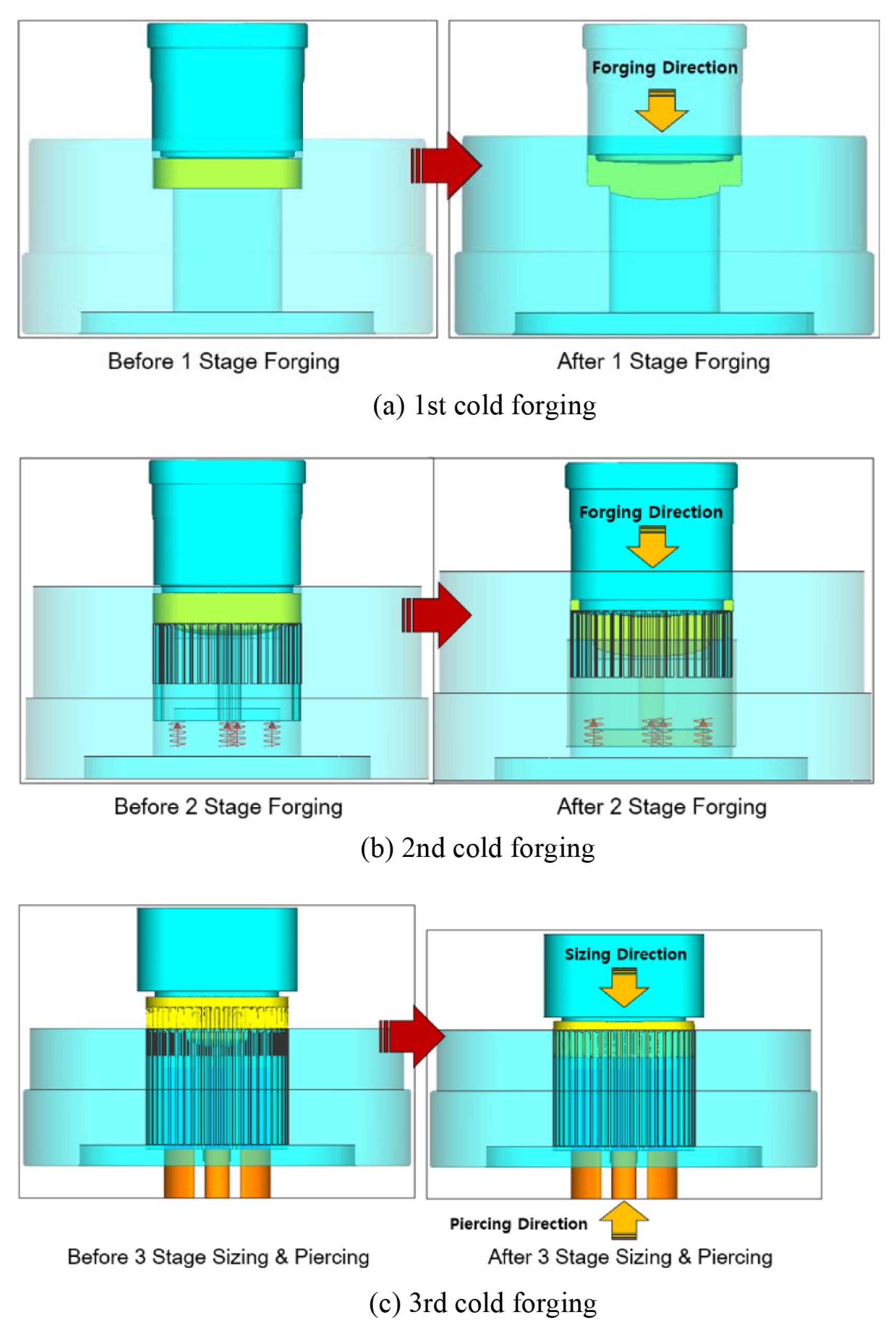
Fig. 11Effective plastic strain of cold forging at friction coefficient 0.1
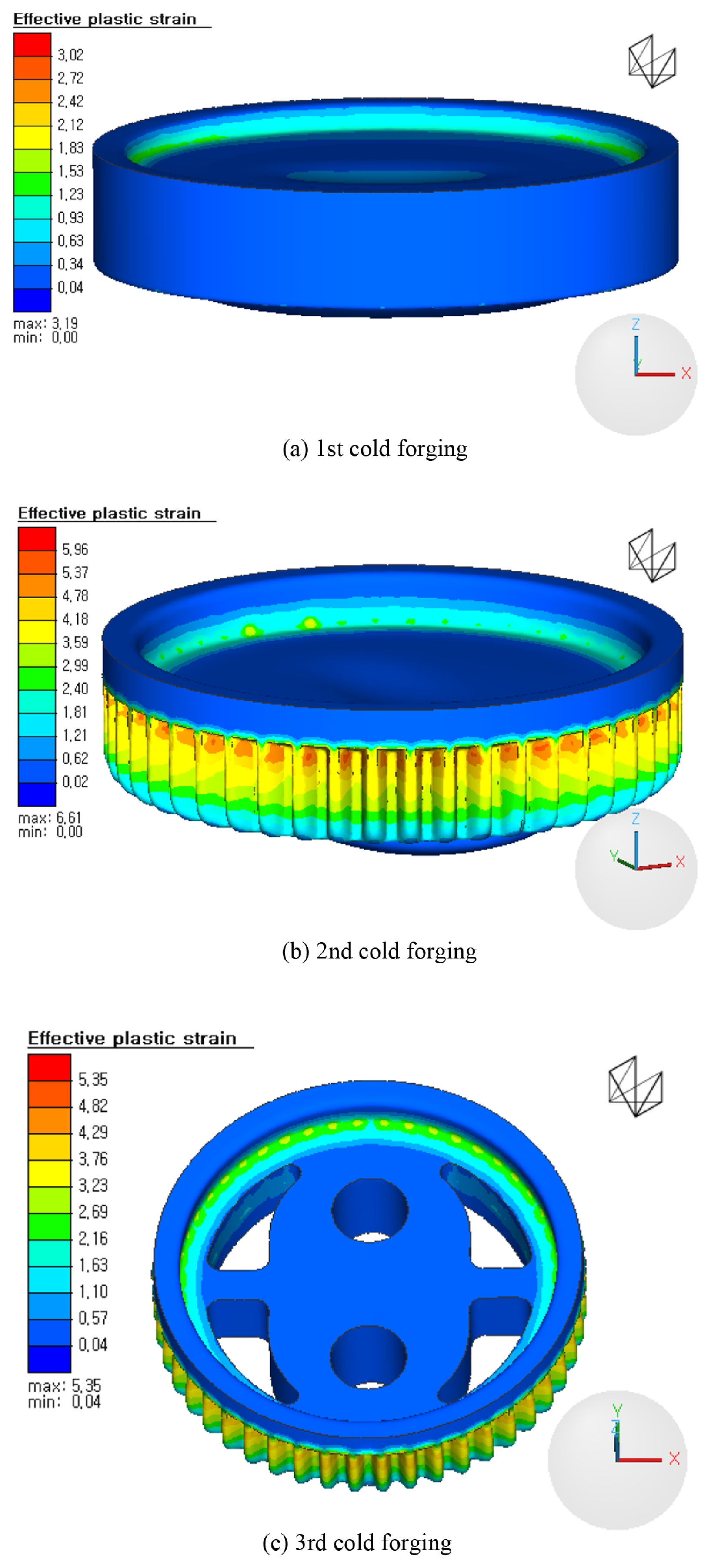
Fig. 12Equivalent stress of cold forging at friction coefficient 0.1
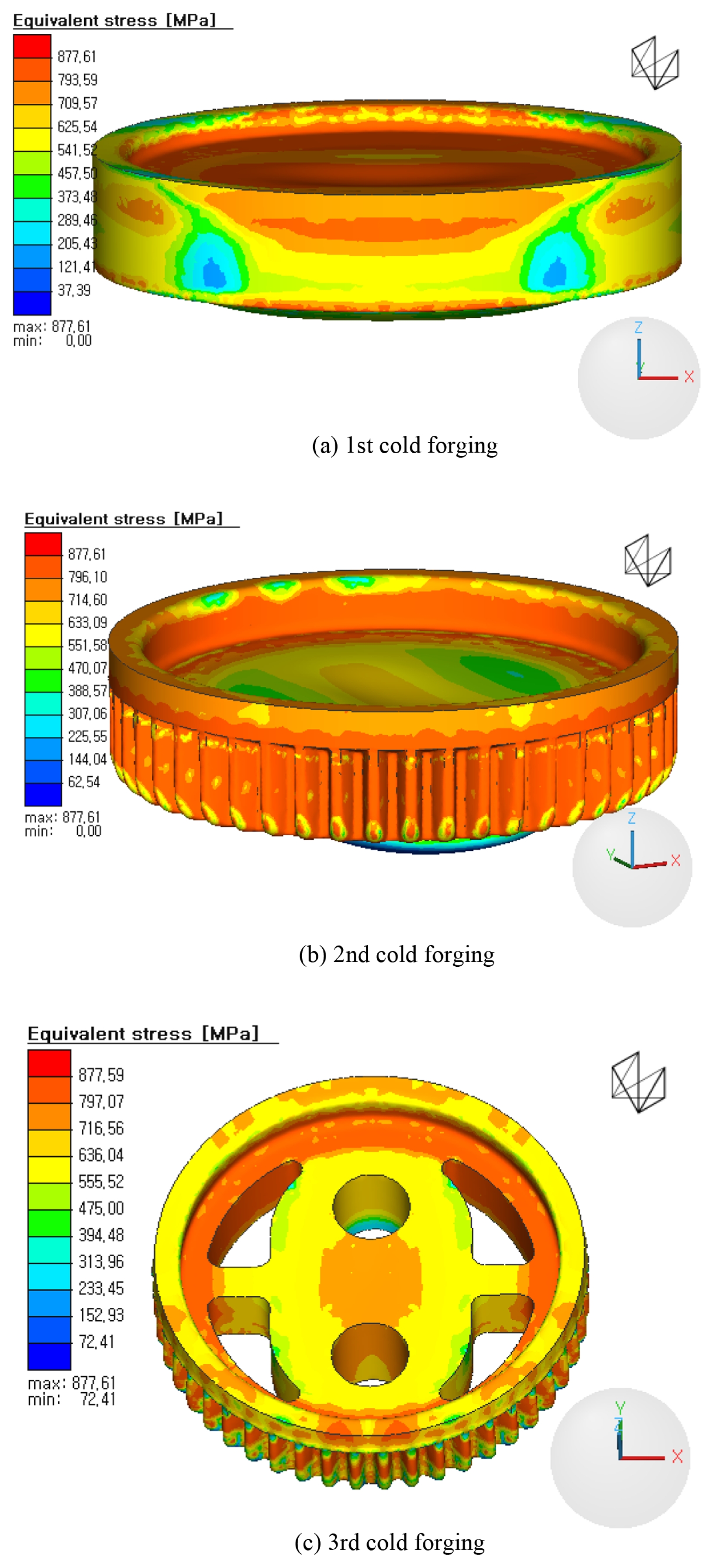
Fig. 13Maximum load change according to friction coefficient
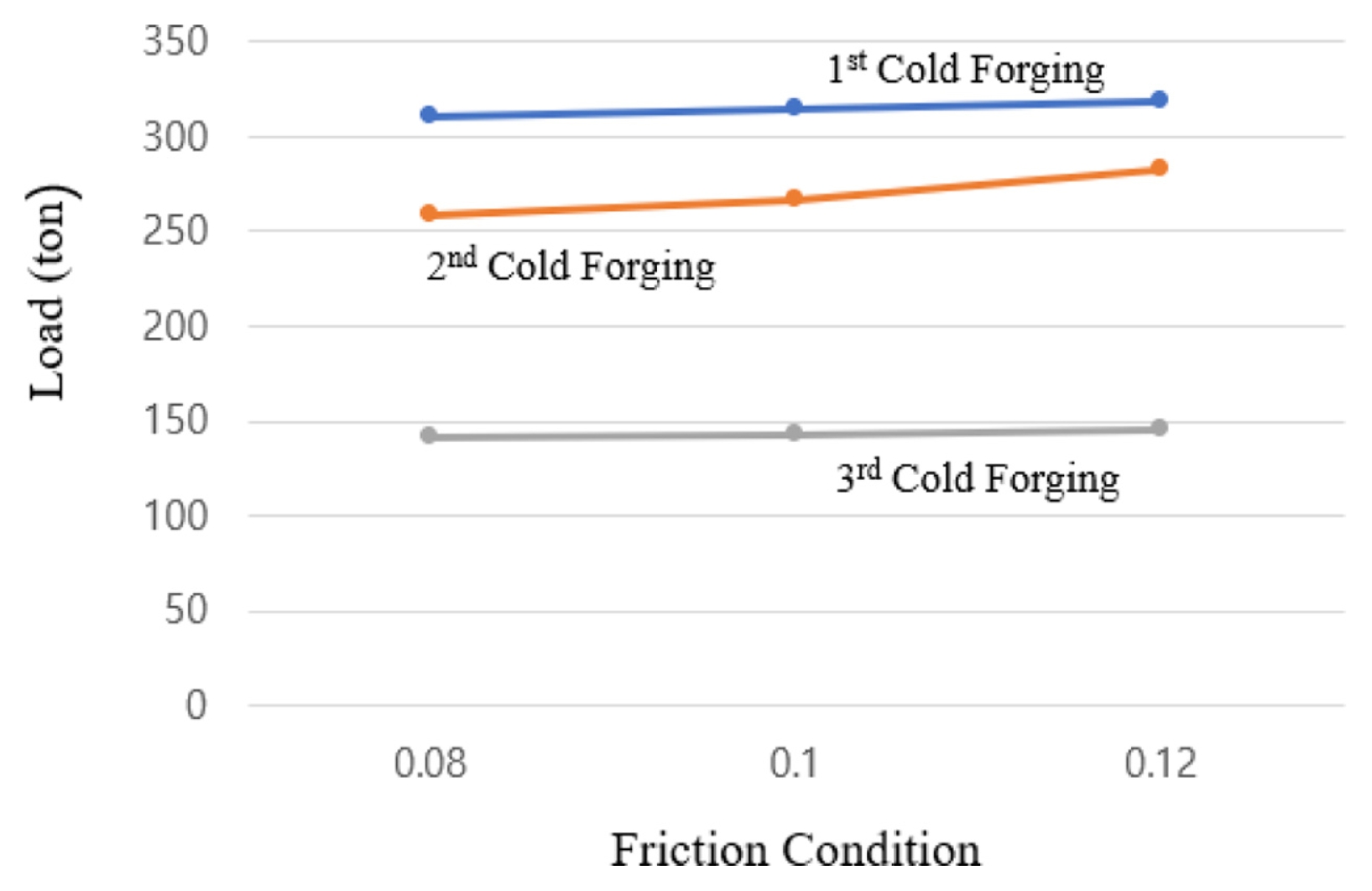
Fig. 141st cold forging process of spur gear die for hedge trimmer

Fig. 152nd cold forging process of spur gear mold for hedge trimmer

Fig. 16Final cold forging process of spur gear die for hedge trimmer

Fig. 172nd cold forging process parts and mold for hedge trimmer - gear section failure
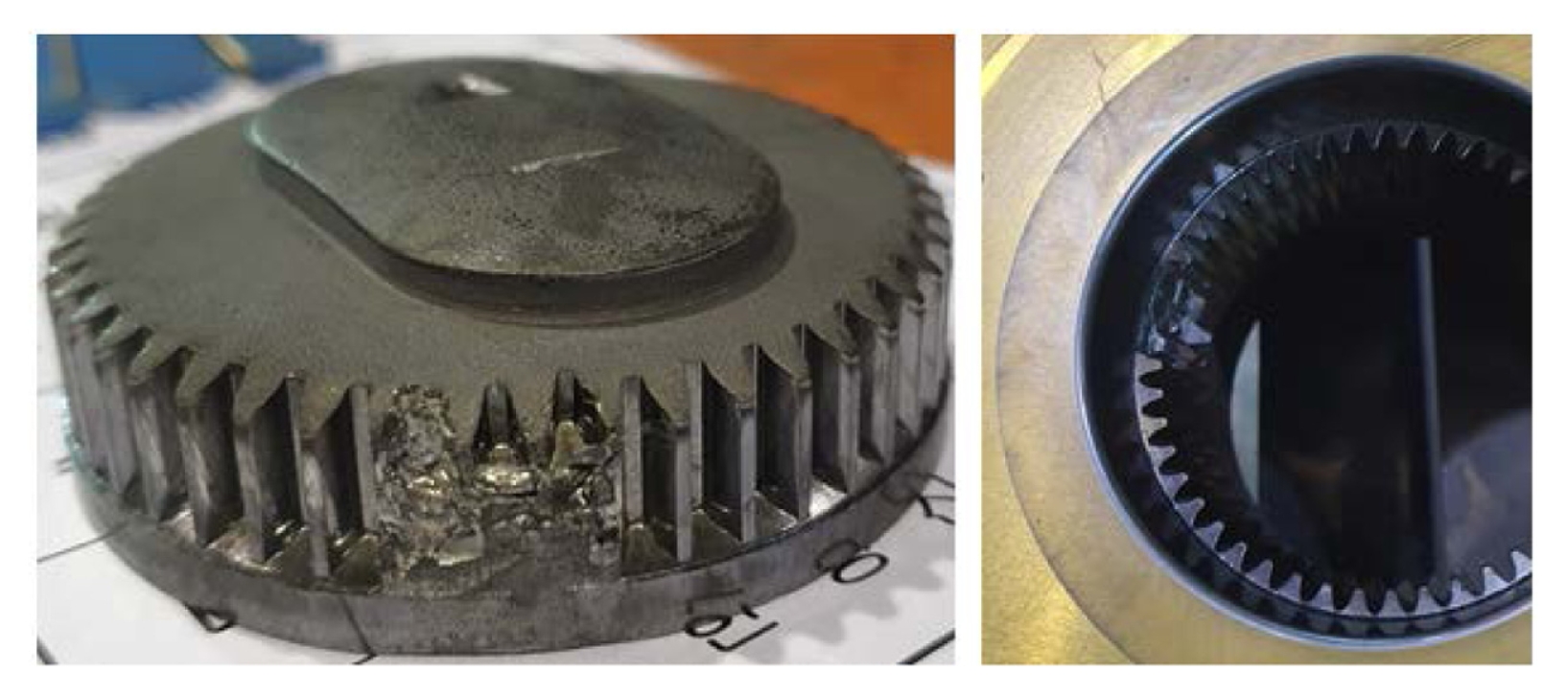
Fig. 181st cold forging product of spur gear

Fig. 192nd cold forging product of spur gear

Fig. 20Final cold forging product of spur gear

Fig. 21Tooth diameter measurement of spur gear product
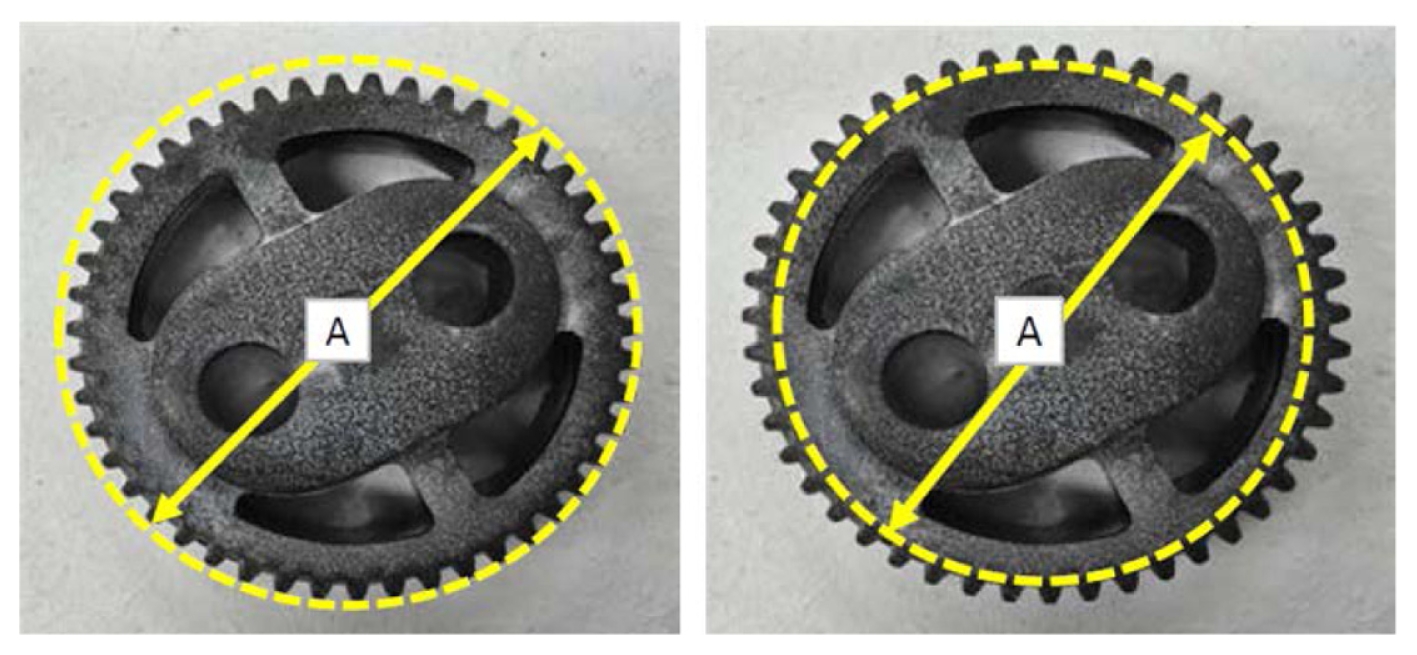
Fig. 22Span thickness measurement of spur gear product
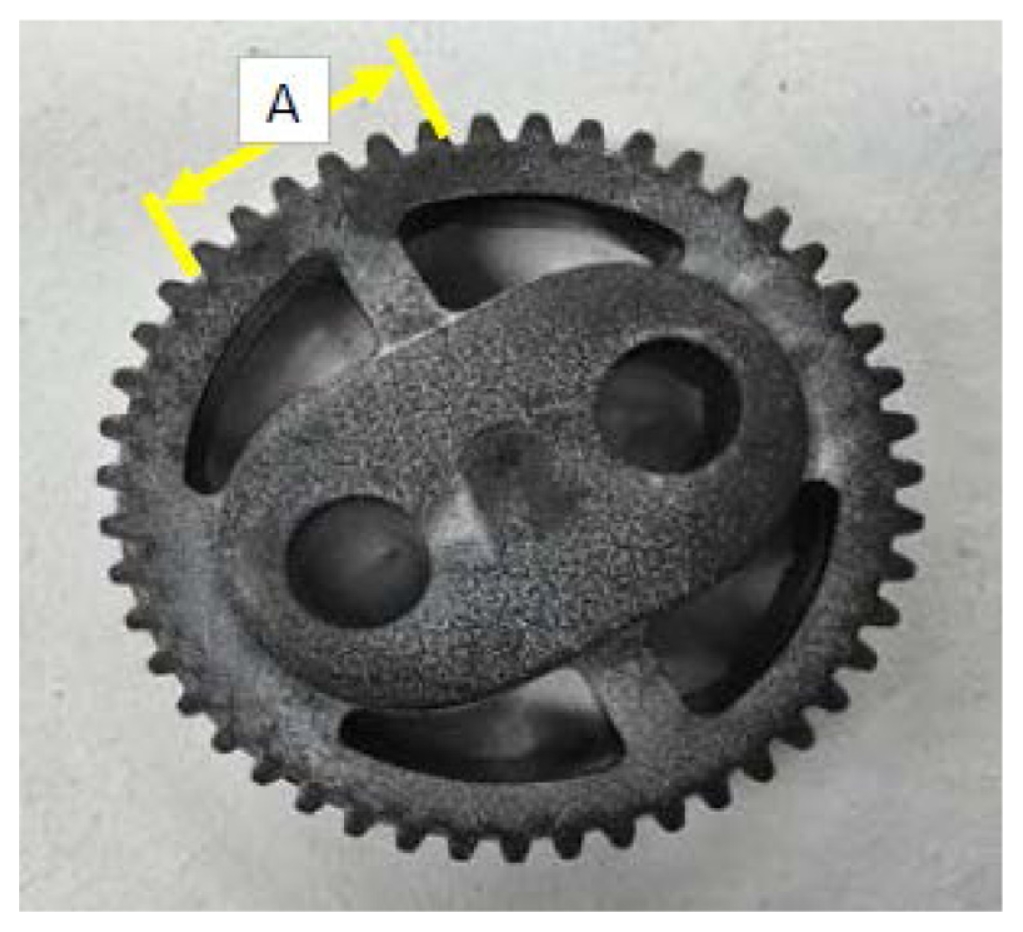
Table 1Process sequence of spur gear parts
Table 1
|
Process |
Before improvement |
After improvement |
|
1 |
1st CNC machining |
1st Cold forging |
|
2 |
Hobbing machining |
2nd Cold forging |
|
3 |
2nd CNC machining |
3rd Cold forging |
|
4 |
MCT machining |
CNC machining |
Table 2Simulation conditions of cold forging
Table 2
|
Plastic material |
SCM420 |
|
Preform size |
Ø60 × 12 mm |
|
Material temperature |
20°C |
|
Die temperature |
20°C |
|
Friction coefficient |
0.08, 0.1, 0.12 |
|
Velocity |
1st cold forging: 20 SPM
2nd cold forging: 20 SPM
3rd cold forging: 10 SPM |
|
Press stroke |
140 mm |
|
Press capacity |
400 ton |
REFERENCES
- 1. Jo, A., Jeong, M., Lee, S., Moon, Y., Hwang, S., (2020), Process design for manufacturing a pinch yoke of automotive universal joint, Transactions of the KSME C, 8(1), 41-48.
- 2. Jeon, H., Yoon, J., Lee, J., Kim, B., (2014), Plate forging process design for an under-drive brake piston in automatic transmission, Transactions of Materials Processing, 23(2), 88-94.
- 3. Kang, B., Ku, T., (2014), Process modification and numerical simulation for an outer race of a CV joint using multi-stage cold forging, Transactions of Materials Processing, 23(4), 211-220.
- 4. Seo, J.-H., Choi, J.-W., Jung, E.-E., Kang, M., (2022), Multi-stage cold forging process design and backward extrusion characteristics evaluation of serration gear for electronic parking brake, Journal of the Korean Society of Manufacturing Process Engineers, 21(2), 130-136.
- 5. Seo, Y., (2021), A study on improving the precision of quantitative prediction of cold forging die life cycle through real time forging load measurement, Transactions of Materials Processing, 30(4), 172-178.
- 6. Choi, D.-S., (2015), Design of cold forging process of micro screw for mobile devices, Journal of the Korea Academia-Industrial Cooperation Society, 16(6), 3692-3697.
- 7. Park, D.-H., Kwon, H.-H., (2016), Development of automobile engine mounting parts using hot-cold complex forging technology, International Journal of Precision Engineering and Manufacturing-Green Technology, 3(2), 179-184.
- 8. Park, D.-H., Han, S.-C., (2015), Integration forming technology based on cold hot forging of clutch jaw parts for farm machinery, Journal of the Korean Society of Manufacturing Technology Engineers, 24(5), 489-495.
- 9. Park, D.-H., Kwon, H-D, Kwon, H-H, (2019), Development of cam ring gear parts of large diameter for truck clutch using hot–cold complex forging technology of small bar, International Journal of Precision Engineering and Manufacturing, 20(5), 827-836.
- 10. Rohrmoser, A., Hagenah, H., Merklein, M., (2021), Adapted tool design for the cold forging of gears from non-ferrous and light metals, The International Journal of Advanced Manufacturing Technology, 113(7), 1833-1848.
- 11. Yilmaz, N. F., Eyercioglu, O., (2018), Near net shape spur gear forging using concave preform, Mechanics, 24(2), 268-277.
Biography
- Dong Hwan Park
Research Fellow in the Gyeongbuk Technopark. His research interests are plastic working, sheet metal forming, hot and cold complex forging for automobile parts.
- Seong Chul Han
President in Hansung Industry Co., Ltd. His research interests are cold forging and metal forming for automobile parts.
- Hyuk Hong Kwon
Professor in the Department of IT Mechanical Engineering, Daejin University. His research interest is metal forming, die & mold, and intellectual property.